Технологическая база – это поверхность, линия или точка, принадлежащая изделию и служащая для его установки в станочном приспособлении.
При выборе технологических баз нужно руководствоваться следующими принципами:
1. В качестве черновых баз (на первой операции) следует принимать поверхности, которые в готовой детали остаются необработанными; черновые базы должны быть по возможности ровными и без дефектов; на первой операции рекомендуется обработать поверхности, которые будут служить в качестве чистовых баз на последующих операциях.
2. Выбранная технологическая база должна согласовываться с конструкцией станка и приспособления; обеспечивать устойчивость и жесткость закрепления, удобство установки детали, простоту установочного приспособления.
3. При выборе баз необходимо стремиться к соблюдению принципов совмещения (единства) баз и постоянства баз. Т. е. совмещать технологическую базу с измерительной, и на разных операциях стараться использовать одни и те же схемы базирования.
Типовые схемы базирования для деталей разных видов приведены в [4,8,12]. Выбор технологических баз удобнее производить в табличной форме (табл.5).
Таблица 5
Схемы базирования деталей
| №
схемы
| Схема базирования
| Обрабатываемая
поверхность
|
|
| 
| 1,5,7,8,
9,11
|
|
| 
|
|
|
| 
| 2,3,4,6,
10,12
|
Маршрут обработки
Маршрут обработки – это последовательность и содержание технологических операций.
Цель составления маршрута обработки - дать общий план обработки, наметить содержание операций в целом, выбрать тип оборудования. Это сложная, многовариантная задача. При разработке маршрута нужно руководствоваться следующими принципами:
1. На первой операции обрабатываются поверхности, в дальнейшем служащие технологическими базами.
2. Далее производится черновая и чистовая обработка основных поверхностей. При этом деталь устанавливается в приспособлении на ранее обработанные технологические базы.
3. Обработка вспомогательных поверхностей (пазы, канавки, отверстия и т.п.) выполняется после обработки основных поверхностей.
4. Операции формируются исходя из типа оборудования, требуемой точности обработки и производительности.
5. В конец маршрута выносят обработку лекгоповреждаемых поверхностей (резьбы, зубчатые венцы).
6. При мелкосерийном производстве принцип построения операций концентрированный (т.е. с совмещением черновой и чистовой обработки большинства поверхностей), а при массовом – дифференцированный.
7. Если деталь подвергают термообработке, то это учитывают при составлении маршрута.
8. Отделочная обработка (чаще шлифование) выполняется
после термической, чтобы исправить возможные дефекты.
В пояснительной записке маршрут должен быть описан следующим образом:
- номер и название операции;
- содержание (какие поверхности и какими методами обрабатываются);
- технологические базы для установки детали на данной операции;
- вид оборудования, на котором выполняется операция.
Типовые маршруты обработки различных деталей приведены в [8,12]. Маршрут обработки удобнее производить в табличной форме (табл.6).
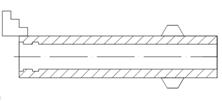
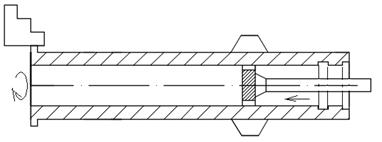
Операции необходимо сопровождать операционными эскизами. На операционном эскизе необходимо изображать деталь в том виде, который она приобретает после выполнения операции, а так же условно станочное приспособление и режущий инструмент. Пример операционных эскизов приведен в приложении.
Таблица 6
Маршрут обработки детали
| №
| Содержание операции
| Схема базирования
| Станок
|
|
| Заготовительная операция (отрезная)
|
|
|
|
| Токарная операция 1.Подрезать торец 1'
2.Точить отверстие 5 начерно
3.Точить отверстие 7начерно
4 Точить отверстие 7 начисто
5. Точить отверстие 8начерно
6. Точить отверстие 5начисто
7. Точить фаску 11
8. Нарезать резьбу 9
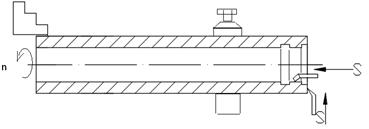
| №1
| 16К30Ф3
N=22кВт
|
|
| Токарная операция 1.Подрезать торец 1
| №2
| 16К30Ф3
N=22кВт
|
|
| Токарная операция 1.Точить поверхность 2 начерно
2. Точить поверхность 3 начерно
3. Точить поверхность 4 начерно
4 Точить поверхность 6 начерно
5. Точить фаску 10 начерно
6. Точить буртик 12 начерно
7. Точить поверхность 4 начисто
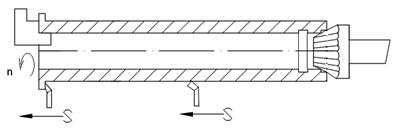
| №3
| 16К30Ф3
N=22кВт
|
|
| ТО (упрочнение)
|
|
|
|
| Горизонтально-расточная
1. Раскатать отверстие 5
| №1
| РТ 2825П
N=22кВт
|
Прод. таблицы 6
| №
| Содержание операции
| Схема базирования
| Станок
|
|
| 
|
|
|
|
| Круглошлифовальная операция
1.Шлифовать поверхность 4 начерно
2.Шлифовать поверхность 4 начисто
|
№3
|
3М193
N=13кВт
|
|
| Полировальная операция
1. Полировать поверхность 4

|
№3
|
16К25
N=11кВт
|






