При расчете деталей соединения с натягом по формулам для толстостенных цилиндров давление q определяют по наибольшему табличному натягу N max.
Максимальный расчетный натяг
| N p max = N max - u - D t.
| (2.9)
|
Tогда
| (2.10)
|
Эпюры напряжений в деталях соединения с натягом показаны на рис. 2.3.
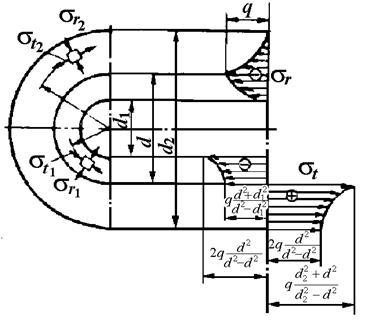
Рис. 2.3. Эпюры напряжений в деталях соединения с натягом
Условие отсутствия в деталях пластических деформаций по теории наибольших касательных напряжений имеет вид
sэкв = s1 - s3 £ s Т,
где s1- наибольшее, а s3- наименьшее (с учетом знака) нормальное напряжение.
В соответствии с рис. 2.3 наибольшие эквивалентные напряжения в охватывающей и охватываемой деталях возникают в точках внутренних поверхностей вала и втулки.
Условием отсутствия пластической деформации для втулки
(s1 = s t, s3 = s r)
является выражение
sэкв = q max 
| (2.11)
|
где sТ2 - предел текучести материала втулки.
Условие отсутствия пластических деформаций для вала (s1= 0, s3 = -s t) имеет вид
sэкв = 
| (2.12)
|
где sT1 - предел текучести материала вала.
Как правило, опасным элементом соединения является охватывающая деталь.
Наибольший расчетный натяг в соединении (по условию возникновения пластических деформаций)

| (2.13)
|
Необходимый максимальный натяг с учетом срезания (сглаживания) микронеровностей и температурных деформаций (если таковые имеют место) рассчитывают по формуле
| [ N ]max = N pmax + u + D t
| (2.14)
|
По значению минимального [ N ]min и максимального [ N ]max натягов подбирают стандартную посадку, у которой наименьший натяг N min > [ N ]min, а наибольший натяг N max £ [ N ]max.
Значения натягов N minи N max выбранной посадки подсчитывают с учетом рассеивания размеров отверстия и вала по формулам:
а) допуски размеров:
| отверстия ТD = ES - EI,
вала Тd = es – ei;
| (2.15)
|
где ES и EI - верхнее и нижнее отклонения размера отверстия; es и ei - верхнее и нижнее отклонения размера вала;
б) средние отклонения размеров
| отверстия Еm = 0,5 (ES + EI),
вала em = 0,5(es + ei);
| (2.16)
|
в) средний натяг посадки
г) рассеивание натяга
 ; ;
| (2.18)
|
д) наименьший и наибольший вероятные натяги выбранной посадки:
| N min = Nm - 0,5 T S; N max = Nm + 0,5 T S
| (2.19)
|
Для соединений с натягом применяют посадки
 и др.
и др.
При сборке соединения запрессовкой сила запрессовки определяется по наибольшему расчетному вероятному натягу
N рmax = N max - u - D t

| (2.20)
|
f п - коэффициент трения при запрессовке.
| Материал деталей соединения
| f п
|
| сталь-сталь
| 0,20
|
| сталь-чугун
| 0,14
|
| сталь-бронза, латунь
| 0,10
|
| чугун-бронза, латунь
| 0,08
|
При сборке соединения с использованием температурного деформирования определяют:
температуру нагрева охватывающей детали
| (2.21)
|
или температуру охлаждения охватываемой детали

| (2.22)
|
где t, oС; d и Nmax, мм; a - температурный коэффициент линейного расширения материала нагреваемой или охлаждаемой детали, oС-1 (см. выше); Z сб- дополнительный зазор для облегчения сборки, мм.
Принимают:
d, мм 30...80 80...180 180...400
Z сб, мкм 10 15 20





