Задача 1
1 Виды неразрушающего контроля деталей.
Магнитный – основанный на анализе взаимодействия поля с контролируемым объектом;
Электрический – основанный на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом или возникающего в контролируемом объекте в результате внешнего воздействия;
Вихретоковый – основанный на анализе взаимодействия электромагнитного поля вихревого преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте;
Радиоволновой – основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
Тепловой – основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
Оптический – основанный на регистрации параметров оптического излучения, взаимодействующего с контролируемым объектом;
Радиационный – основанный на регистрации и анализе проникающего ионизированного излучения после взаимодействия с контролируемым объектом;
Акустический – основанный на регистрации параметров упругих волн, возбуждаемых или возникающих в контролируемом объекте. При использовании упругих волн ультразвукового диапазона (выше 20 кГц) допустимо применение термина ”ультразвуковой”;
Проникающими веществами – основанный на проникновении веществ в полости дефектов контролируемого объекта;
Виброакустический – основанный на регистрации параметров виброакустического сигнала, возникающего при работе контролируемого объекта.
2 Общие требования техники безопасности при проведении ремонта подвижного состава
2.1. Настоящие Правила устанавливают общие требования безопасности труда к техническому обслуживанию (ТО), текущему ремонту (ТР) и экипировке тягового подвижного состава (ТПС) и грузоподъемных кранов на железнодорожном ходу.
Настоящие Правила распространяются на все депо и пункты технического обслуживания в экипировки локомотивов: электровозов, тепловозов в мотор-вагонного подвижного состава (далее - ТПС), а для грузоподъемных кранов на железнодорожном ходу (далее - краны) - дополнительно на крановые мастерские.
2.2. Обеспечение безопасности труда при ТО и ТР ТПС и кранов должно производиться в соответствии с требованиями настоящих Правил и ГОСТ 12.3.002- 75.
2.3. Дополнительные требования безопасности труда, обусловленные местными особенностями в организации и проведении ТО и ТР ТПС и кранов, должны устанавливаться в инструкциях предприятия по охране труда, технологических картах на отдельные производственные процессы и стандартах предприятий по безопасности труда.
2.4. Вновь издаваемые правила ремонта ТПС, кранов и технологического оборудования, технологические инструкции и карты на ремонт отдельных узлов и агрегатов должны соответствовать в части требований безопасности настоящим Правилам.
2.5. При ТО и ТР ТПС и кранов должны быть предусмотрены меры защиты работающих и окружающей среды от возможного воздействия опасных и вредных производственных факторов по ГОСТ 12.0.003—74, указанных в справочном приложении 2. Концентрации веществ, обладающих вредными свойствами, и уровни физически опасных и вредных производственных факторов на рабочих местах и производственных помещениях не должны превышать предельно допустимых значений, установленных стандартами и санитарными нормами.
2.6. Концентрации выделяемых в окружающую среду (воздух, воду и почву) вредных или неприятно пахнущих веществ, химических или бактериологических загрязнений, окончательно сбрасываемых сточных вод, уровни распространяемых шума и вибрации, сопутствующих ТО и ТР ТПС и кранов, не должны превышать предельно допустимых значений, установленных стандартами и санитарными нормами.
2.7. Производственные операции, и прежде всего опасные, трудоемкие и тяжелые, с выделением вредных веществ должны быть, как правило, механизированы и автоматизированы. Технологические позиции, имеющие источники выделения токсических веществ (стойла для реостатных испытаний, окраски и др.), должны располагаться в изолированных местах, иметь приточно-вытяжное вентиляционное оборудование.
2.8. Начальники служб локомотивного хозяйства, их заместители и главные инженеры, начальники локомотивных отделов отделений дорог и их заместители, начальники основных локомотивных и мотор-вагонных депо, их заместители по ремонту, эксплуатации, строительству, кадрам и главные инженеры, начальники крановых мастерских и их заместители по кругу обязанностей должны обеспечивать:
внедрение государственных стандартов безопасности труда и контроль за их соблюдением;
организацию работы и контроль за выполнением мероприятий по охране труда;
внедрение комплексной механизации и автоматизации производственных процессов, совершенствование ТО и ТР ТПС и кранов;
внедрение современных средств техники безопасности, системы предупредительной сигнализации, устройств дистанционного управления, противопожарной автоматики, средств изоляции и герметизации источников пылевыделения, выделения избыточного тепла, распространения шума, вибрации и других вредных факторов;
выполнение требований санитарно-бытового и медицинского обслуживания работающего персонала;
ТО и ТР оборудования, устройств, сооружений и помещений локомотивного хозяйства для содержания их в исправном состоянии, обеспечивающем безопасность труда, модернизацию существующего оборудования с целью улучшения условий его обслуживания;
качественное и своевременное выполнение работ по ТО и ТР ТПС и кранов;
разработку и внедрение стандартов и инструкций предприятий по охране труда при ремонте ТПС, обслуживании оборудования и устройств;
организацию обучения и проверки знаний по охране труда руководящего, инженерно-технического персонала и работников локомотивного хозяйства.
2.9. Заместители начальника депо по ремонту, эксплуатации, начальники складов топлива, дежурные по депо, старшие мастера, мастера и бригадиры основных цехов локомотивных, моторвагонных депо, пунктов технического обслуживания локомотивов (ПТОЛ) и крановых мастерских по кругу обязанностей должны на своих участках:
в установленные сроки проверять состояние оборудования, защитных средств, предохранительных устройств, пожарного оборудования;
и инвентаря, инструмента, рабочих мест и закрепленного участка территории депо на их соответствие требованиям безопасности труда;
контролировать применение работниками установленной спецодежды и других средств индивидуальной защиты;
организовывать производство работ таким образом, чтобы обеспечивались безопасные и здоровые условия труда для всех участников этих работ;
периодически инструктировать подчиненных работников о правильных и безопасных приемах труда и контролировать соблюдение работниками требований стандартов, установленных правил и инструкций по технике безопасности, пожарной безопасности и производственной санитарии.
2.10. Главные инженеры, главные механики, энергетики, старшие мастера, мастера и бригадиры вспомогательных отделений должны на своих участках обеспечивать:
проведение своевременных профилактических осмотров и ремонта технологического оборудования, инструмента, устройств, гарантирующих их исправное и безопасное состояние;
соблюдение сроков освидетельствования и испытания грузоподъемных кранов и сосудов, работающих под давлением, контрольно-измерительных приборов, электроустановок и разработку инструкций по их безопасной эксплуатации;
соблюдение требований техники безопасности и взрыво-пожарной безопасности к конструкции оборудования, приспособлений и устройств, изготовляемых в депо;
проведение инструктажа подчиненных работников о правильных и безопасных приемах труда и контроль за соблюдением работниками установленных для них требований техники безопасности, пожарной безопасности и производственной санитарии.
Задача 2
Таблица 1 – Исходные данные
| Диаметр соединения вала, d, мм
|
|
Диаметр впадин зубчатого колеса, 
|
|
| Длина соединения вала и зубчатого колеса, L, мм
|
|
Крутящий момент, 
|
|
Шероховатость поверхности вала, 
|
|
Шероховатость поверхности зубчатого колеса, 
|
|
| Марка стали
|
|
Предел текучести,  Па Па
| 36·107
|
| Название и размерность параметра вала и колеса
| Вал
| Зубчатое колесо
|
| Длина соединения, L, мм
|
|
| Диаметр соединения (вала и отверстия ступицы), мм
| d=D=95
|
| Диаметр впадин зубчатого колеса, мм
|
| 
|
| Модуль упругости, Па (Н/ м2)
| 
| 
|
| Предел текучести, Па (Н/ м2)
| 
|
|
| Коэффициент Пуассона μ
| 
| 
|
| Шероховатость поверхности, мкм
|
|
|

Рисунок 1 – Общий вид вала в сборе
Таблица 2
| Наименование
| Отверстие
| Вал
|
| Обозначение поля допуска
| 95H8
| 95u8
|
| Верхнее отклонение, мкм
Нижнее отклонение, мкм
| ES = + 54
EI = 0
| es = + 178
ei = + 124
|
| Наибольший предельный размер, мм
Наименьший предельный размер, мм
|
Dmax = 95,054
Dmin = 95,000
|
dmax = 95,178
dmin = 95,124
|
| Допуск размера, мм
| TD = Dmax - Dmin = 0,054
| Td = dmax - dmin =0,054
|
| Наибольший натяг, мм
Наименьший натяг, мм
| Nmax = dmax – Dmin = 0,178
Nmin = dmin – Dmax = 0,07
|
| Допуск посадки, мм
| TN = TD + Td = Nmax - Nmin = 0,108
|

Рисунок 4 - Схема расположения полей допусков посадки 95H8/u8
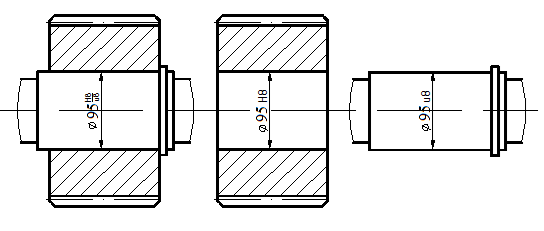
Рисунок 5 - Эскизы соединения и сопрягаемых деталей с обозначением посадки и полей допусков
Задача 3
Вал вращается, корпус редуктора неподвижен. Вид нагружения наружного кольца – местный, внутреннего – циркуляционный. Осевая нагрузка на опору отсутствует.
Таблица 3 – Исходные данные
| № подшипника
|
|
| Класс точности
| P0
|
| D, мм
|
|
| d, мм
|
|
| B, мм
|
|
| r, мм
|
|

|
|
| R, кН
|
|
| Перегрузка, %
|
|
Интенсивность нагрузки на посадочные поверхности

где  – рабочая ширина посадочного места, м;
– рабочая ширина посадочного места, м;

 - динамический коэффициент посадки,
- динамический коэффициент посадки, 
F – коэффициент, учитывающий степень ослабления посадочного натяга при полом вале или тонкостенном корпусе, F = 1;
FA – коэффициент неравномерности распределения радиальной нагрузки между рядами роликов в двухрядных конических роликоподшипниках или между сдвоенными шарикоподшипниками при наличии осевой нагрузки на опору, FA = 1.

По найденному значению  и условиям задачи получаем поле допуска вала – m6, поле допуска отверстия в корпусе – Js7.
и условиям задачи получаем поле допуска вала – m6, поле допуска отверстия в корпусе – Js7.
Отклонения вала  180m es = +40 мкм; ei = + 15 мкм;
180m es = +40 мкм; ei = + 15 мкм;
Отклонения отверстия в корпусе 320Js7 ES = + 28 мкм; EI = -28 мкм.
Отклонения отверстия внутреннего кольца 180L0 ES = 0; EI = -25 мкм;
Отклонения наружного кольца подшипника 320 l 0 es = 0; ei = - 40 мкм.
Посадка внутреннего кольца подшипника на вал – 180L0/m6 (с натягом).
Посадка наружного кольца в отверстие в корпусе – 320Js7/ l 0 (переходная).
На рисунке 6 представлено обозначение посадок подшипника качения полей допусков сопрягаемых деталей.
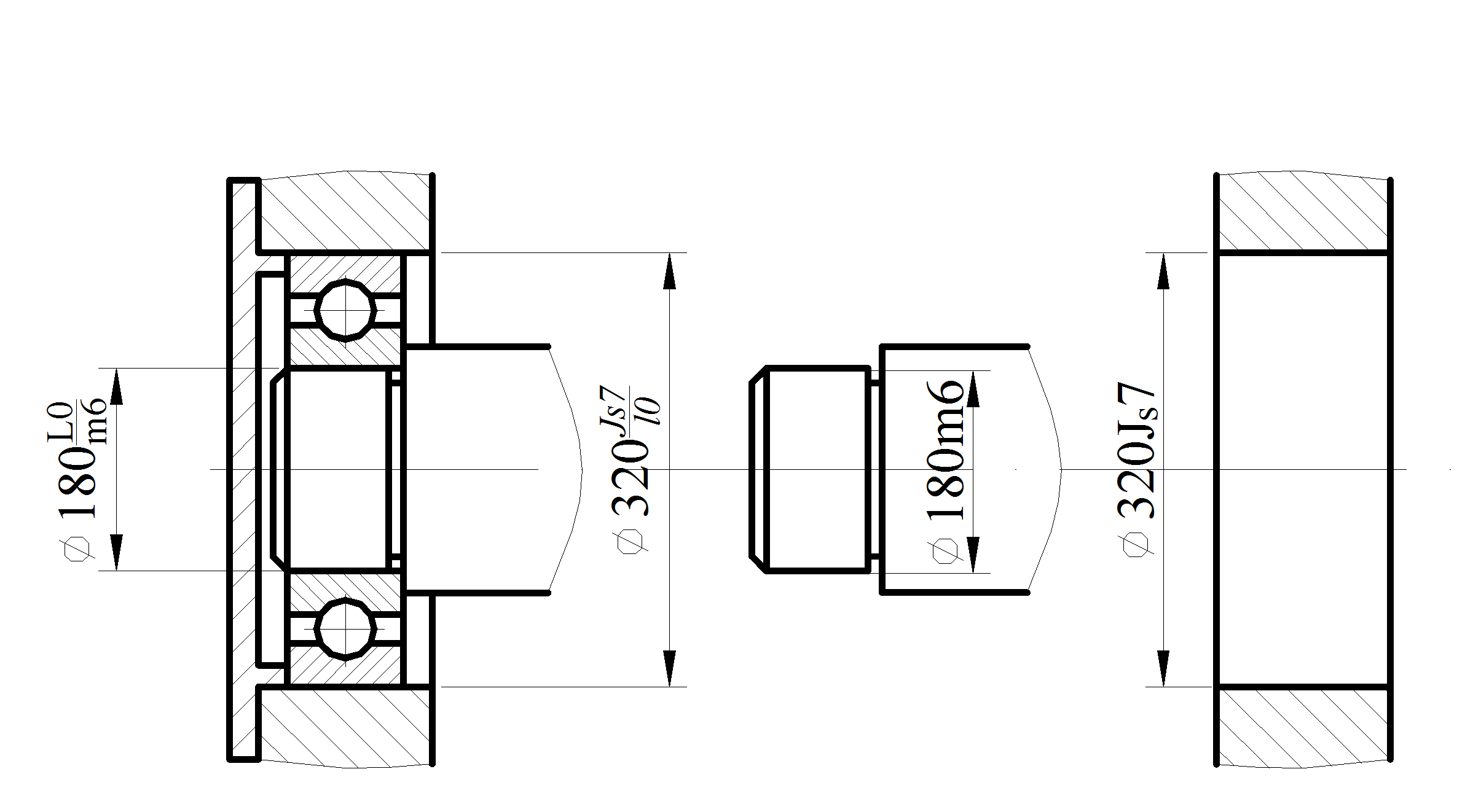 Рисунок 6 - Обозначение посадок подшипника качения и полей
Рисунок 6 - Обозначение посадок подшипника качения и полей
допусков сопрягаемых деталей
По найденным значениям отклонений сопрягаемых деталей строим схемы расположения полей допусков наружного кольца подшипника с корпусом и внутреннего кольца с валом, а затем проводим анализ этих посадок.
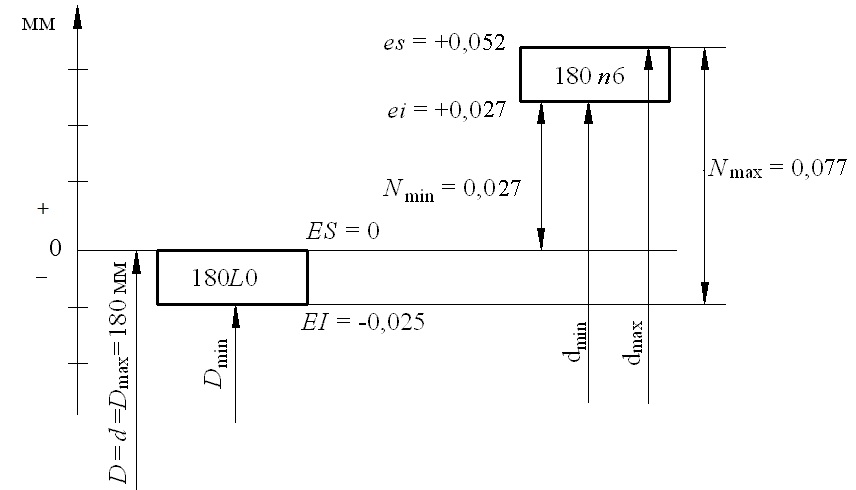
Рисунок 7 - Схема расположения полей допусков посадки 180 L 0/ n 6
в системе отверстия
Таблица 4 - Анализ посадки 180 L 0/ n 6
| Наименование
| Отверстие
| Вал
|
| Обозначение поля допуска
| 180 L 0
| 180 n 6
|
| Верхнее отклонение, мкм
Нижнее отклонение, мкм
| ES = 0
EI = - 25
| es = + 52
ei = + 27
|
| Наибольший предельный размер, мм
Наименьший предельный размер, мм
| D max = 180,000
D min = 179,975
| d max = 180,040
d min = 180,015
|
| Допуск размера, мм
| TD = Dmax - Dmin = 0,025
| T d = d max - d min =0,025
|
| Наибольший натяг, мм
Наименьший натяг, мм
| N max = d max – D min = 0,077
N min = d min – D max = 0,027
|
| Допуск посадки, мм
| T N = T D + T d = N max - N min = 0,050
|
По найденным значениям отклонений сопрягаемых деталей строим схему расположения полей допусков наружного кольца подшипника и корпуса (рисунок 8). Проводим анализ этой посадки (таблица 5).
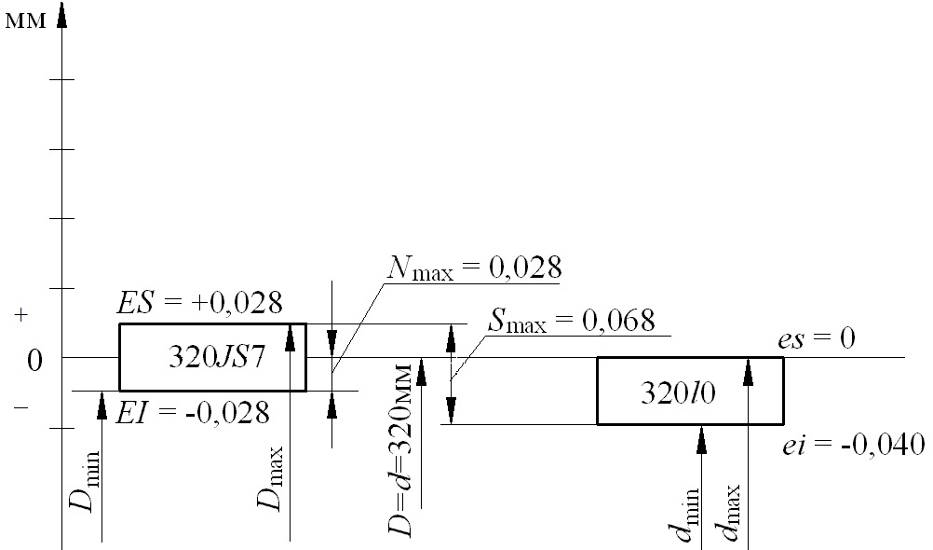
Рисунок 8 - Схема расположения полей допусков посадки 320 JS 7/ l 0 в системе вала
Таблица 5 - Анализ посадки 320 JS 7/ l 0
| Наименование
| Отверстие
| Вал
|
| Обозначение поля допуска
| 320 JS 7
| 320 l 0
|
| Верхнее отклонение, мкм
Нижнее отклонение, мкм
| ES = + 28
EI = - 28
| es = 0
ei = - 40
|
| Наибольший предельный размер, мм
Наименьший предельный размер, мм
| D max= 320,028
D min = 319,972
| d max = 320,000
d min = 319,960
|
| Допуск размера, мм
| TD = Dmax - Dmin = 0,056
| T d = d max - d min =0,040
|
| Наибольший натяг, мм
Наибольший зазор, мм
| N max = d max – D min = 0,028
S max = D max – d min = 0,068
|
| Допуск посадки, мм
| T N,S = T D + T d = N max + S max = 0,096
|
Задача 4
Таблица 6 – Исходные данные
| Условное обозначение резьбового соединения
(по ГОСТ 16093-70)
| М24-7Н/6g-45
|
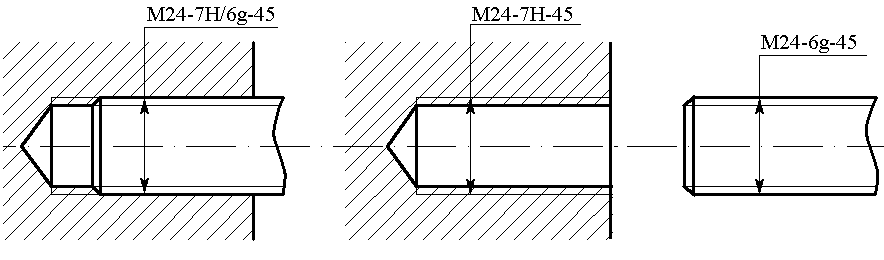
Рисунок 9 - Обозначение посадки и полей допусков
резьбового соединения
Условное обозначение указывает, что резьба метрическая (угол профиля  = 60º), с крупным шагом, диаметром 24 мм, длиной свинчивания 45 мм.
= 60º), с крупным шагом, диаметром 24 мм, длиной свинчивания 45 мм.
7H/6g – обозначение посадки резьбового соединения;
7Н – поле допуска среднего и внутреннего диаметров резьбы гайки;
6g – поле допуска среднего и наружного диаметров резьбы болта;
7, 6 – степени точности, определяющие соответственно допуски диаметров резьбы гайки и болта;
Н, g - основные отклонения соответственно диаметров резьбы гайки и болта.
Из ГОСТ 24705-81, ГОСТ 8724-81 (СТ СЭВ 180-75, 181-75, 182-75)) выписываем номинальные размеры наружного D (d), внутреннего D1 (d1) и среднего D2 (d2) диаметров резьбы, шага резьбы Р, исходной высоты профиля Н, а также угла профиля  для резьбы с номинальным диаметром 24 и крупным шагом: D = d = 24,000; D1 = d1 = 20,752; D2 = d2 = 22,051; Р = 3,0; Н = 0,8667P = 2,600;
для резьбы с номинальным диаметром 24 и крупным шагом: D = d = 24,000; D1 = d1 = 20,752; D2 = d2 = 22,051; Р = 3,0; Н = 0,8667P = 2,600;  = 60°.
= 60°.
Задача 5
АНАЛИЗ ТОЧНОСТИ ЗУБЧАТОГО КОЛЕСА
Таблица 7– Исходные данные
| Наименование и размерность параметров
| Величина
|
| Точность изготовления зубчатого колеса
| 8- В
|
| Модуль, мм
|
|
| Число зубьев
|
|
| Ширина венца, мм
|
|
Рассматриваемое зубчатое колесо должно быть изготовлено:
- со степенью точности 8 по нормам кинематической точности;
- со степенью точности 8 по нормам плавности работы;
- со степенью точности 8 по нормам контакта.
Вид сопряжения зубьев зубчатых колёс в передаче, характеризующий боковой зазор jn, установлен «В».
Вид допуска на боковой зазор «b» соответствует виду сопряжения.
Вид сопряжения соответствует классу отклонений межосевого расстояния.
Выбираем комплекс контроля зубчатого колеса.
Комплекс контроля – это список показателей, которые нужно измерить для полного поэлементного контроля точности зубчатого колеса. Все семь комплексов контроля приведены в таблице 7.2.
Для контроля точных зубчатых колёс 3-8-й степеней точности применяют 1-4-й комплексы контроля, для которых в каждой группе норм следует измерять по два показателя.
Для контроля менее точных зубчатых колёс 7-12-й степеней точности применяют 5, 6, 7-й комплексы контроля, для которых в каждой группе норм достаточно измерять по одному показателю.
Таблица 8 – Комплексы контроля зубчатых колёс
| Нормы:
| Номера комплексов контроля
|
|
|
|
|
|
|
|
|
| для степеней точности
|
| 3 - 8
| 3 - 8
| 3 - 8
| 3 - 8
| 7 - 12
| 5 - 12
| 5 - 12
|
| Допуски на показатели, нормируемые в комплексе
|
| кинематической точности
| F’i
| Fp и Fpk
| Fr и Fvw
| Fr и Fc
| Fr*
| F”i и Fvw
| F”i и Fc
|
| плавности
работы
| f’i
| fpb и ff,
 и и  (или (или  ) )
| fpt или fvpt
| f”i
|
| контакта
| Пятно контакта или Fβ, или Fk
|
| бокового зазора
| EHs и ТН, или ЕWms и ТWm,
или ЕWs и Тс, или Есs и Тс
| Ea”s и Ea”i
|
* для 7-й степени точности 5-й комплекс контроля только для d > 1600 мм.
Исходя из функционального назначения механизма для зубчатого колеса со степенью точности 8- В выбираем 4-й комплекс контроля.
Названия и определения измеряемых показателей и допусков на измеряемые показатели приведены в ГОСТ 1643-81. Результаты работы записываем в виде таблицы 9 Числовые значения допусков контролируемых показателей принимаем по ГОСТ 1643-81.
Таблица 9 – Значения допусков измеряемых показателей точности зубчатого колеса
| Наименование и обозначение по ГОСТ 1643-81
| Численное значение допуска, мкм
| Название и тип измерительных приборов
|
| измеряемого показателя точности зубчатого колеса
| допуска на измеряемый показатель точности зубчатого колеса
|
| Показатели кинематической точности
|
| Frr – радиальное биение
зубчатого венца
Fcr – погрешность обката
| Fr – допуск на радиальное биение зубчатого венца
Fc – допуск на погрешность обката
|
| Прибор для измерения радиального биения
|
| Показатели плавности работы
|
| fpbr – отклонение шага зацепления
fptr – отклонение шага
| fpb – предельные отклонения шага зацепления
fpt – предельные отклонения шага
| ±34
±36
| Шагомер шага зацепления
Шагомер основного шага
|
| Показатели норм контакта
|
| Fβr – погрешность направления зуба
| Fβ – допуск на направление зуба
|
| Прибор для измерения погрешности направления зуба
|
| Показатели, обеспечивающие боковой зазор передачи
|
| EHr – дополнительное смещение исходного контура
| EHs – наименьшее дополнительное смещение исходного контура
ТН – допуск на дополнительное смещение исходного контура
EHi – наибольшее дополнительное смещение исходного контура
| -350
-600
| Тангенциальный зубомер
|
Диаметр окружности выступов определяется по формуле:

где  - делительный диаметр зубчатого колеса,
- делительный диаметр зубчатого колеса,

 – модуль зуба,
– модуль зуба, 
 – число зубьев,
– число зубьев, 

Предельные отклонения на диаметр окружности выступов принимаем по h 10, т.е. в нашем случае, Ø530 h 10. Радиальное биение поверхности выступов зубчатого колеса с учётом рекомендаций принимаем 0,03 мм.
Предельные отклонения на ширину зубчатого венца принимаем также по h 10 (345 h 10). Допуск торцового биения поверхности базового торца для обеспечения норм контакта зубьев в передаче и нормальной работы подшипников принимаем равным допуску торцового биения буртика вала: TCA = 10 мкм.
Допуск перпендикулярности торцовой поверхности колеса оси вращения находим по ГОСТ 24643-81: для 530 h 10 и 9 степени точности TPR = 120 мкм.
Параметры шероховатости поверхности Ø220 Н 8 определяются в соответствии с зависимостью параметра Ra от допуска размера 220 Н 8 – Т = 72 мкм:

Принимаем шероховатость поверхности Ø220 Н 8 – Ra = 1,6 мкм, а правой торцовой поверхности зубчатого колеса Ra = 2,5 мкм, также как и торца буртика Ø240.
Шероховатость профилей зубьев колеса следует выбирать по наивысшей степени точности.
Таблица 10 – Рекомендуемые параметры шероховатости зубьев
| Степень точности
| Метод нарезания зубьев
| Окончательная обработка рабочих поверхностей (профилей) зубьев
| Шероховатость поверхности профиля зуба
|
|
| обкатка на точных станках
| Шлифование, притирка,
шевингование
| 
|
|
| обкатка на точных станках
| Шлифование, шевингование
| 
|
|
| обкатка или метод копирования
| Зубья не шлифуются. При необходимости используются отделочные операции
| 
|
|
| любой метод
| Специальные отделочные операции не требуются
| 
|
Так как степень точности зубчатого колеса 8-В, то шероховатость поверхности профиля зуба принимаем – Ra = 6,3 мкм. Шероховатость остальных поверхностей – Rz = 20 мкм.
На рисунке 7.1 приведён эскиз зубчатого колеса с обозначением полей допусков, отклонений формы и расположения, и шероховатости поверхностей.

Рисунок 10 – Эскиз зубчатого колеса
Показатели плавности работы
Нормы плавности работы колеса (передачи) определяют величину составляющих полной погрешности угла поворота зубчатого колеса, многократно повторяющихся на каждом зубе за один оборот (один цикл).
Они содержат требования к таким показателям колеса, погрешности которых влияют на многократное изменение передаточного отношения, много раз возникающее на каждом зубе за один оборот (один цикл).
Плавность работы характеризуется удвоенной амплитудой гармонической составляющей кинематической погрешности или погрешностью мгновенного передаточного отношения.
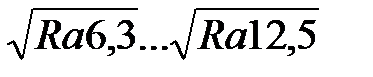
Отклонение шага зацепления fpbr – разность между действительным и номинальным шагом зацепления (рисунок 12). Под действительным шагом зацепления понимается кратчайшее расстояние между двумя параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса. Предельные отклонения шага зацепления обозначаются: верхнее + fpb, нижнее - fpb. Номинальное значение шага зацепления (основного шага) определяется по формуле

где Р – делительный нормальный шаг, мм
m – модуль зубчатого колеса, мм
α – угол исходного контура
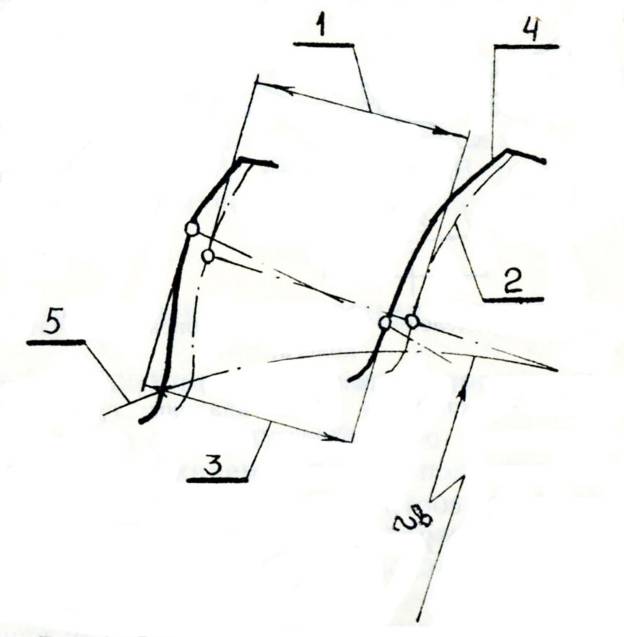
Рисунок 12 - Отклонение шага зацепления fpbr
1 - номинальный шаг зацепления, 2 – номинальный профиль зуба, 3 – действительный шаг зацепления, 4 – действительный профиль зуба, 5 – основная окружность, такт зубьев, r в – радиус основной окружности.
Отклонение шага fptr. Дискретное значение кинематической погрешности зубчатого колеса при его повороте на один номинальный угловой шаг
Предельные отклонения шага:
верхнее + fp tr
нижнее - fp tr
Показатели контакта зубьев
Нормы контакта зубьев отражают полноту прилегания поверхностей зубьев сопряженных колес в передаче. Они содержат требования к таким показателям колеса, погрешности которых влияют на величину поверхности касания сопряженных зубьев.
Контакт зубьев определяется размерами области прилегания их боковых поверхностей при работе передачи. Плохое прилегание приводит к неравномерному распределению передаваемой нагрузки по сечению зубьев, к местным повышенным контактным напряжениям, нарушению слоя смазки материала и, как следствие, к ускоренному изнашиванию их.
Погрешность направления зуба Fβr – расстояние между двумя номинальными делительными линиями 1 зуба в торцевом сечении, между которыми заключена действительная делительная линия 2 зуба в пределах рабочей ширины зубчатого венца b (рис. 7. 4) или ширины полушеврона.
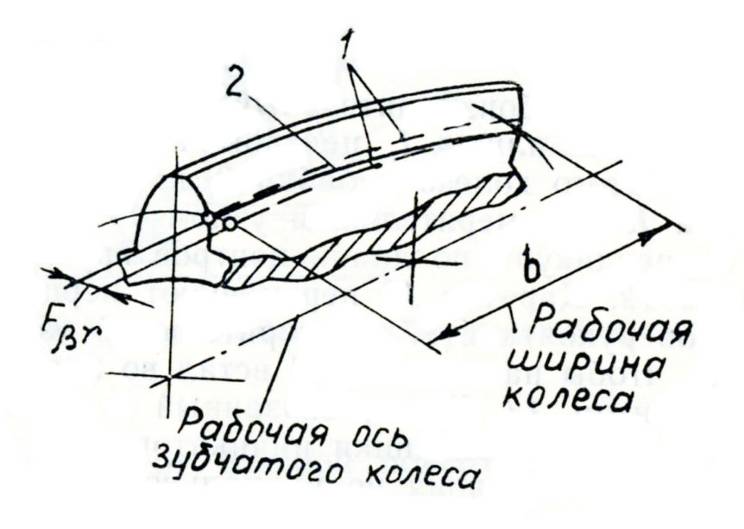
Рисунок 13- Погрешность направления зуба Fβr
Под действительной делительной линией зуба понимается линия пересечения действительной боковой поверхности зуба с делительным цилиндром, ось которого совпадает с рабочей осью колеса.
Погрешность направления зуба Fβr измеряют как на универсальных, так и на неуниверсальных зубоизмерительных приборах.
Показатели вида сопряжения
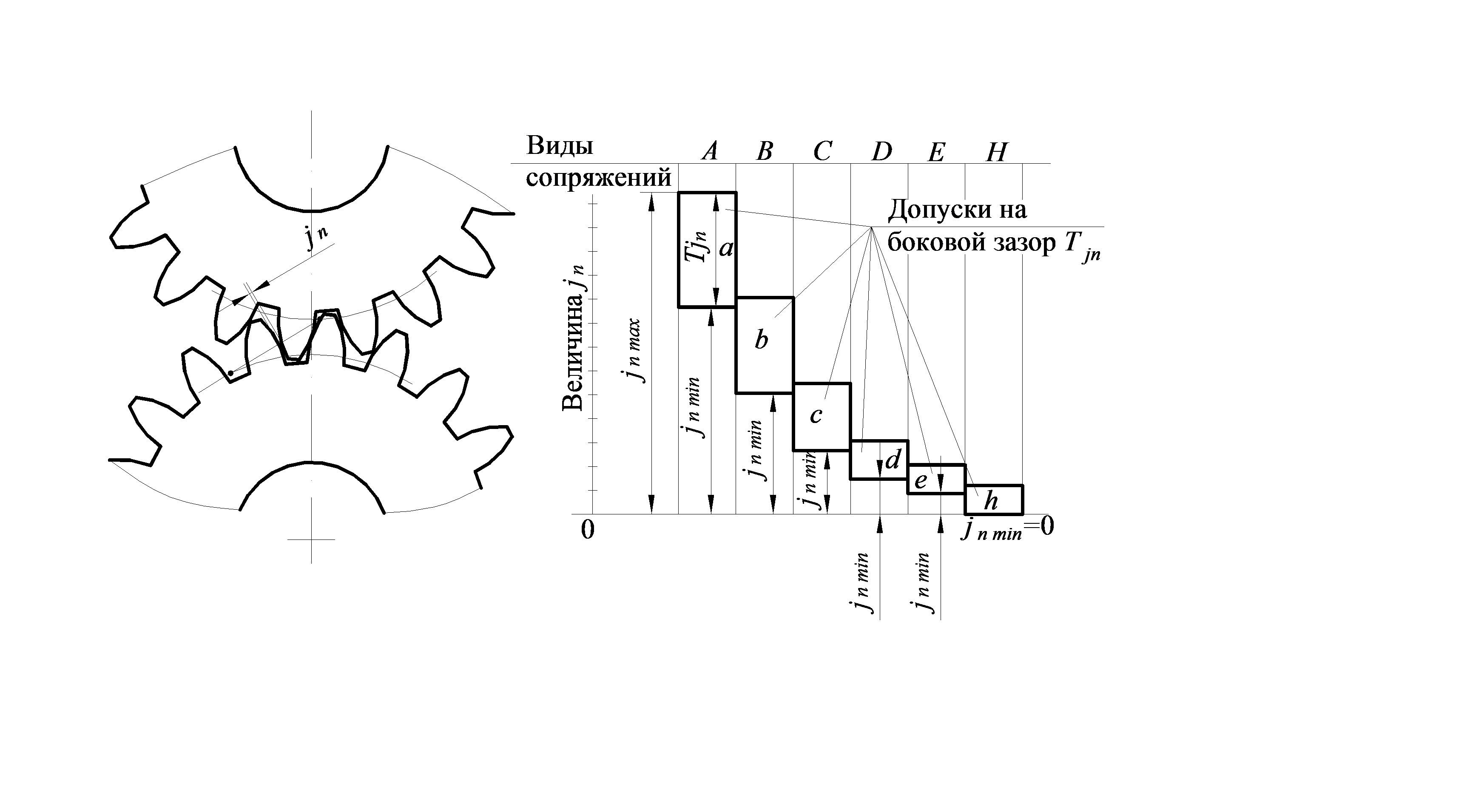
Независимо от точности изготовления зубчатых колес (передач) по нормам кинематической точности, плавности работы и контакта зубьев дополнительно назначают требования к боковому зазору jn (виду сопряжения) между нерабочими профилями (рисунок 14, а) зубьев в собранной передаче, объединенные в норму бокового зазора.
а) б)
Рисунок 14 - Боковой зазор (а) и виды сопряжения зубьев в передаче (б)
Боковой зазор обеспечивает небольшой люфт (поворот) зубчатого колеса в передаче при заторможенном или неподвижном втором колесе. Зазор необходим для предотвращения заклинивания передачи при ее нагреве во время работы, для компенсации ошибок монтажа и для обеспечения смазки колес.
Величина бокового зазора определяется видом сопряжения. Для зубчатых передач с модулем св. 1 мм установлено шесть видов сопряжений A, B, C, D, E и H (рис. 7.5, б), которые определяют величину гарантированного (наименьшего) бокового зазора  . Для зубчатых передач с модулем св. 1 мм видам сопряжения H и E соответствует вид допуска на боковой зазор h, сопряжениям D, C, B и A – соответственно виды допусков d, c, b и a. Вместо предусмотренных выше видов допусков для каждого вида сопряжений при необходимости могут быть использованы увеличенные допуски x, y и z. Таким образом, соответствие между видом сопряжений зубчатых колес в передаче и видом допуска на боковой зазор можно изменять.
. Для зубчатых передач с модулем св. 1 мм видам сопряжения H и E соответствует вид допуска на боковой зазор h, сопряжениям D, C, B и A – соответственно виды допусков d, c, b и a. Вместо предусмотренных выше видов допусков для каждого вида сопряжений при необходимости могут быть использованы увеличенные допуски x, y и z. Таким образом, соответствие между видом сопряжений зубчатых колес в передаче и видом допуска на боковой зазор можно изменять.
Для нерегулируемых передач с модулем св. 1 мм установлено шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V и VI, а для передачи с модулем до 1 мм пять классов II, III, IV, V и VI. Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния. Например, для передачи с модулем св. 1 мм сопряжения H и E обеспечиваются при II классе, а сопряжения D, C, B и A – соответственно при III, IV, V и VI классах. В обоснованных случаях это соответствие между видом сопряжения и классом отклонений межосевого расстояния может изменяться.
Показателями норм бокового зазора в передаче являются:
- гарантированный боковой зазор  ;
;
- допуск на боковой зазор  .
.
Показателями норм бокового зазора для зубчатого колеса являются:
- дополнительное смещение исходного контура  от его номинального положения в тело колеса, осуществляемого с целью обеспечения в передаче бокового зазора, для зубчатых колес с внешними зубьями – наименьшее дополнительное смещение исходного контура –
от его номинального положения в тело колеса, осуществляемого с целью обеспечения в передаче бокового зазора, для зубчатых колес с внешними зубьями – наименьшее дополнительное смещение исходного контура –  ;
;
- допуск на дополнительное смещение исходного контура TH.
На рисунке 15 приведены номинальное А, наименьшее Б и наибольшее В дополнительное смещение исходного контура зуба, определяющие наименьшее (от точки 1 до точки 2, примерно равное  ) и наибольшее (от точки 1 до точки 4) значение величины бокового зазора jn. Здесь k учитывает изменение погрешности изготовления с изменением степени точности (по нормам плавности). Штриховой линией обозначено номинальное положение исходного контура зуба (А) рейки, не имеющей смещения. После перемещения на величину
) и наибольшее (от точки 1 до точки 4) значение величины бокового зазора jn. Здесь k учитывает изменение погрешности изготовления с изменением степени точности (по нормам плавности). Штриховой линией обозначено номинальное положение исходного контура зуба (А) рейки, не имеющей смещения. После перемещения на величину  будет образован зуб максимально допустимой толщины (жирная линия). Допуск на смещение исходного контура TH определяет зону расположения реальных значений дополнительного смещения исходного контура
будет образован зуб максимально допустимой толщины (жирная линия). Допуск на смещение исходного контура TH определяет зону расположения реальных значений дополнительного смещения исходного контура  , получаемых при наладке станка.
, получаемых при наладке станка.
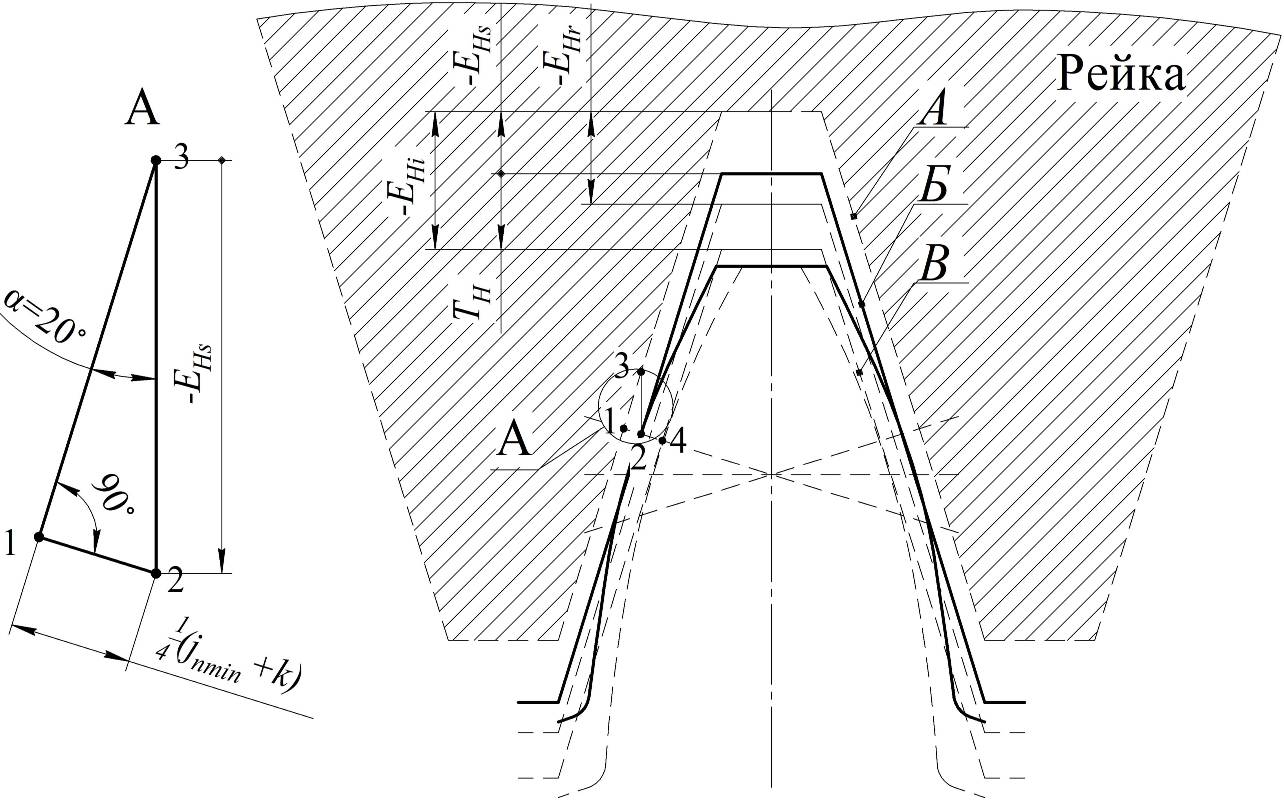
Рисунок 15 - Смещение исходного контура: А - номинальное положение
исходного контура; Б - положение исходного контура при наименьшем
дополнительном смещении  ; В - положение исходного контура при
; В - положение исходного контура при
наибольшем дополнительном смещении
Задача 1
1 Виды неразрушающего контроля деталей.
Магнитный – основанный на анализе взаимодействия поля с контролируемым объектом;
Электрический – основанный на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом или возникающего в контролируемом объекте в результате внешнего воздействия;
Вихретоковый – основанный на анализе взаимодействия электромагнитного поля вихревого преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте;
Радиоволновой – основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
Тепловой – основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
Оптический – основанный на регистрации параметров оптического излучения, взаимодействующего с контролируемым объектом;
Радиационный – основанный на регистрации и анализе проникающего ионизированного излучения после взаимодействия с контролируемым объектом;
Акустический – основанный на регистрации параметров упругих волн, возбуждаемых или возникающих в контролируемом объекте. При использовании упругих волн ультразвукового диапазона (выше 20 кГц) допустимо применение термина ”ультразвуковой”;
Проникающими веществами – основанный на проникновении веществ в полости дефектов контролируемого объекта;
Виброакустический – основанный на регистрации параметров виброакустического сигнала, возникающего при работе контролируемого объекта.
2 Общие требования техники безопасности при проведении ремонта подвижного состава
2.1. Настоящие Правила устанавливают общие требования безопасности труда к техническому обслуживанию (ТО), текущему ремонту (ТР) и экипировке тягового подвижного состава (ТПС) и грузоподъемных кранов на железнодорожном ходу.
Настоящие Правила распространяются на все депо и пункты технического обслуживания в экипировки локомотивов: электровозов, тепловозов в мотор-вагонного подвижного состава (далее - ТПС), а для грузоподъемных кранов на железнодорожном ходу (далее - краны) - дополнительно на крановые мастерские.
2.2. Обеспечение безопасности труда при ТО и ТР ТПС и кранов должно производиться в соответствии с требованиями настоящих Правил и ГОСТ 12.3.002- 75.
2.3. Дополнительные требования безопасности труда, обусловленные местными особенностями в организации и проведении ТО и ТР ТПС и кранов, должны устанавливаться в инструкциях предприятия по охране труда, технологических картах на отдельные производственные процессы и стандартах предприятий по безопасности труда.
2.4. Вновь издаваемые правила ремонта ТПС, кранов и технологического оборудования, технологические инструкции и карты на ремонт отдельных узлов и агрегатов должны соответствовать в части требований безопасности настоящим Правилам.
2.5. При ТО и ТР ТПС и кранов должны быть предусмотрены меры защиты работающих и окружающей среды от возможного воздействия опасных и вредных производственных факторов по ГОСТ 12.0.003—74, указанных в справочном приложении 2. Концентрации веществ, обладающих вредными свойствами, и уровни физически опасных и вредных производственных факторов на рабочих местах и производственн






