«Точно в срок» («just-in-time» (JIT)) – метод организации производственного процесса, суть которого заключается в полной синхронизация поставок с процессами производства и реализации: производственные запасы подаются небольшими партиями непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции – обратный: от i-той стадии на (i – 1) - й.
Метод «точно-в-срок» изобретен в 1954г. в корпорации Тойота. Эффективность метода была подтверждена в 1973 году посредством продолжительного успеха корпорации Тойота (время нефтяного кризиса в Японии).
Цель системы JIT — это сбалансированная система; то есть такая, которая обеспечивает плавный и быстрый поток материалов через систему. Основная идея состоит в том, чтобы сделать процесс как можно короче, используя ресурсы оптимальным способом. Степень достижения этой цели зависит от того, насколько достигнуты дополнительные (вспомогательные) цели, такие как:
1. Исключить сбои и нарушения процесса производства.
2. Сделать систему гибкой.
3. Сократить время подготовки к процессу и все производственные сроки.
4. Свести к минимуму материальные запасы.
5. Устранить необоснованные затраты. Необоснованные расходы представляют собой непроизводительные ресурсы; их устранение может освободить ресурсы и расширить производство. В JIT необоснованные расходы включают:
· перепроизводство;
· время ожидания;
· ненужные перевозки;
· хранение материальных запасов;
· брак и отходы;
· неэффективные методы работы;
· дефекты изделий
Их можно объединить в три большие группы: MURI – излишки, MUDA - потери, MURA – дисбаланс.
Таблица 7.1
Предпосылки эффективного применения метода «точно в срок»
| Признаки
| Описание
|
| Программа производства
| Постоянная спрос (очень низкая степень колебаний)
|
| Размещение площади
| Имеющиеся в распоряжении площади должны быть расширяемыми: JIT имеет очень низкую потребность в площадях в сравнении с содержанием складов
|
| Процесс
| Короткое время наладки, высокая готовность средств производства
|
| Мощности
| Наличие гибких резервов мощности
|
| Квалификация
| Важнейшим условием занятости в процессе является 100 %-й уровень квалификации
|
| Планирование
| а) программа изготовления деталей централизовано управляется с помощью JIT; б) потребление деталей управляется децентрализовано с помощью KANBAN
|
| Поставка
| Обеспечения связи выбранных поставщиков при невыполнении поставок
|
В упрощённой форме систему «точно в срок» можно представить следующим образом: заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь (рис. 7.5):
· с i-той стадии на (i – 1)-ю запрашивается («вытягиваются») требуемое количество незавершенного производства;
· с (i – 1)-й стадии на i-тую отправляются материальные ресурсы в требуемом количестве.

Рис. 7.5. Схема организации производственного процесса по системе «точно в срок»
Кроме того, материальные ресурсы из внешней среды подаются небольшими партиями непосредственно в нужные точки производственного процесса, а готовая продукция сразу отгружается покупателям. Таким образом, в системе «точно в срок» запасы, как таковые, вообще отсутствуют, что позволяет отказаться от создания складской системы. Страховые и сезонные запасы также отсутствуют.
Во избежание задержек поставок производственных запасов и реализации продукции собственного производства взаимоотношения по закупкам/продажам устанавливаются с небольшим числом надежных, проверенных поставщиков, перевозчиков, покупателей.
«Точносрочные» системы имеют как преимущества, так и недостатки (таблица 7.2).
Таблица 7.2
Основные недостатки системы «точно в срок» для производителей и поставщиков
| Преимущества
| Недостатки
|
|
| для производителей
| для поставщиков
|
| ü сокращение затрат на содержание складских запасов (складских работников, складского оборудования, аренда складских помещений, меньше необходимости в непроизводственных работах и др.);
| · сложность обеспечения высокой согласованности между стадиями производства продукции;
| § высокие штрафы для поставщиков из-за несоблюдения сроков поставок, высокая зависимость от одного потребителя.
|
| ü сокращение времени проведения заказа (из-за уменьшения размера партии, времени переналадки, времени простоев);
| · значительный риск срыва производства и реализации продукции вследствие высокой зависимость от одного поставщика (при несоблюдении сроков поставок возможны производственные потери).
| § необходимость для поставщиков перемещать производства и склады ближе к потребителю.
|
| Преимущества
| Недостатки
|
|
| для производителей
| для поставщиков
|
| ü рационализация производства через специализацию поставщиков на заказанных товарах и др.;
| · высокая зависимость от соблюдения качества поставляемых материалов (затраты на входной контроль, рекламации).
| § большие потери у поставщиков от специализации в кризисных ситуациях.
|
| ü повышение качества изделий, уменьшение брака и переделок.
|
|
|
| ü большая гибкость при изменении ассортимента изделий;
|
|
|
| ü более плавный поток производства с очень редкими сбоями, причинами которых являлись бы проблемы качества, короче сроки подготовки к производственному процессу; рабочие с многопрофильной квалификацией, которые могут помочь или заменить друг друга;
|
|
|
| ü повышенный уровень производительности и использования оборудования
|
|
|
Система КАНБАН (CANBAN) — наиболее распространенная разновидность системы "точно в срок", использующая информационные карточки для передачи заказа на изготовление с последующего процесса на предыдущий (рис. 2).

Рис. 7.6. Управление производством с помощью КАНБАН
Средством передачи информации в системе CANBAN являются специальные карточки ("KANBAN", в переводе с японского языка, - карточка). Применяют два вида карточек:
§ карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i - 1)-й этап и являются основанием для формирования производственной программы (i - 1)-ого участка;
§ карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i - 1)-го.
Таким карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Анализ ABC, XYZ
ABC-анализ – способ нормирования и контроля запасов, заключающийся в разбиении номенклатуры товарно-материальных ценностей на 3 подгруппы (подмножества) A, B и C на основании следующего группировочного признака – удельный вес запаса в общей стоимости запаса.
ABC-анализ применяется для сокращения величины запасов, сокращения количества перемещений на складе, общего увеличения прибыли предприятия и в др. целях.
Порядок проведения ABC-анализа:
1. Формулировка целей анализа.
2. Идентификация объектов управления, анализируемых анализом ABC.
3. Выделение признака, на основе которых будет осуществлена классификация объектов управления (группировочный признак).
4. Оценка объектов управления по выделенному признаку (удельный вес запаса в общей стоимости запаса).
5. Группировка объектов управления в порядке убывания признака; построение кривой ABC.
6. Разделение объектов управления на 3 группы.
7. Выработка стратегии работы с каждой группой запасов (товаров).
Построение кривой ABC осуществляется в прямоугольной системе координат (рис. 7.5). По оси Ox откладывают позиции ассортимента, построенные в порядке убывания доли вклада в общий результат, в процентах к общему количеству позиций ассортимента. По оси Oy отражается доля вклада объекта в общий результат нарастающим итогом, в процентах к общему количеству объектов.
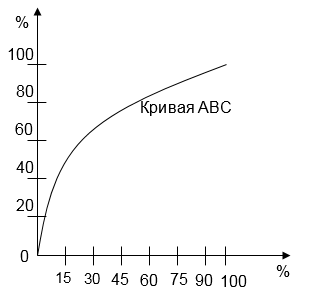
Рис. 7.5. Кривая ABC
Товары (материалы) класса A – немногочисленные, но важнейшие товары, на которые приходится большая часть денежных средств, вложенных в запасы. Размеры запасов по этой группе контролируются, точно определяются издержки, связанные с закупкой, доставкой и хранением, а также размер и момент заказа.
Товары (материалы) группы B занимают среднее положение в формировании запасов предприятия и по сравнению с группой A требуют к себе меньшего внимания. Обычный контроль запасов, который позволяет своевременно обнаружить изменения в запасах.
Товары (материалы) группы C составляют большую часть ассортимента, относятся к второстепенным, на долю этих запасов приходится наименьшая часть финансовых средств, вложенных в запасы. Точные оптимальные расчёты с товарами этой группы не выполняются.
Текущий учёт уровня запасов не ведётся, проверка наличных запасов проводится лишь периодически, например, раз в шесть месяцев.
XYZ-анализ
В процессе анализа XYZ весь ассортимент делят на 3 группы в зависимости от степени равномерности спроса и точности прогнозирования спроса. Признаком, на основе которого конкретную позицию ассортимента относят к группе X, Y или Z, является коэффициент вариации спроса по этой позиции:
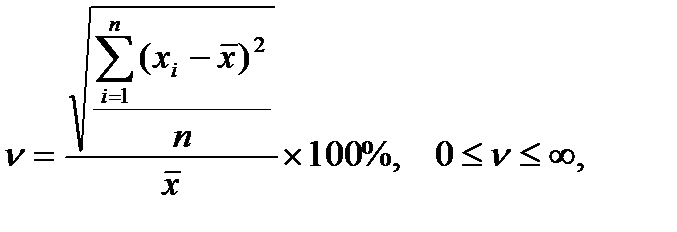
где: xi – i-е значение спроса по оцениваемой позиции, ˉxˉ - среднее значение спроса по оцениваемой позиции, n – величина периода, за который проводится оценка.
Разделение товаров на группы X, Y и Z может быть осуществлена на основе алгоритма, представленного в таблице 7.1:
Таблица 7.1
Возможный алгоритм дифференциации ассортимента
на группы X, Y и Z
| Группа
| Интервал
|
| X
| 0 ≤ ν < 10%
|
| Y
| 10% ≤ ν < 25%
|
| Z
| 25% ≤ ν < ∞
|
Общий алгоритм проведения анализа XYZ:
Определение коэффициента вариации ν по отдельным позициям ассортимента
Группировка объектов управления в порядке возрастания коэффициента вариации ν
Построение кривой XYZ
Разделение совокупности объектов управления на 3 группы: группа X, группа Y и группа Z
Группа X – товары, спрос на которые равномерный либо подвержен незначительно; объём реализации хорошо предсказуем.
Группа Y – товары, которые потребляются в колеблемом объёме; могут быть включены товары с сезонным характером спроса; возможности прогнозирования спроса среднее.
Группа Z – товары, спрос на который возникает лишь эпизодически; прогнозировать объём реализации товара сложно.
СПИСОК ЛИТЕРАТУРЫ
1. Гаджинский А.М. Логистика: Учебник / А.М. Гаджинский – 20-е изд. – М.: «Дашков и Ко», 2012 – 484 с.
2. Гаджинский А.М. Практикум по логистике / А.М. Гаджинский – 8-е изд., - М.: «Дашков и Ко», 2012 – 312 с.
3. Григорьев М.Н. Коммерческая логистика: теория и практика: учеб. для бакалавров / М.Н. Григорьев, В.В. Ткач, О.А. Уваров. - 2-е изд, перераб. и доп. - М.: ЮРАЙТ, 2014. - 490 с.: ил. - (Бакалавриат.Углубленный курс) ГРИФ.
4. Иванов Г.Г., Киреева Н.С. Складская логистика / Г.Г. Иванов, Н.С. Киреева. – М.: Инфра-М, 2016 – 468 с.
5. Логистика: тренинг и практикум / Б.А. Аникин [и др.] под ред. Б.А. Аникина, Родкиной Т.А. – М.: Проспект, 2014 – 350 с.
6. Логистика: учебное пособие для бакалавров / Б.А. Аникин [и др.] под ред. Б.А. Аникина, Родкиной Т.А. – М.: Проспект, 2014 – 363 с.
Аброськина Ю.Н.
Логистика. Курс лекций
Учебное пособие для бакалавриата






