СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………………………........3
1.РАСТОЧНЫЕ ИНСТРУМЕНТЫ………………….………………………….4
2.СТЕРЖНЕВЫЕ РЕЗЦЫ……………………………………………………….4
3.ДВУХСТОРОННИЕ ПЛАСТИНЧАТЫЕ РЕЗЦЫ БЛОКИ…………………5
4.РАСТОЧНЫЕ ГОЛОВКИ……………………………………………………..6
5.РАСТОЧНЫЕ ГОЛОВКИ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ
ОТВЕРСТИЙ……………………………………………………………………..9
6.ИНОСТРАННЫЙ ИНСТРУМЕНТ………………………………………….11
7.СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ…………………………….17
ВВЕДЕНИЕ
Данный реферат был выполнен, чтобы ознакомить вас с расточным инструментом, для обработки круглых отверстий. В отчёте представлен отечественный, и иностранный инструмент. Расточные инструменты используются для растачивания внутреннего диаметра отверстия.
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
Расточные инструменты применяются для увеличения диаметров отверстий и являются широко универсальными инструментами, так как, в отличие от зенкеров, разверток и других инструментов, допускают регулировку (настройку) режущих кромок в радиальном направлении.
Расточными инструментами обрабатывают отверстия диаметром 1... 1000 мм и более с точностью JT5...JT6 и шероховатостью Ra 0,8...1,6.
В механообработке нашли применение следующие типы расточных инструментов:
1) стержневые резцы;
2) двухсторонние пластинчатые резцы-блоки;
3) расточные головки для обработки неглубоких отверстий;
4) расточные головки для обработки глубоких отверстий.
2 .СТЕРЖНЕВЫЕ РЕЗЦЫ
Имеют одну режущую кромку из быстрорежущей стали или в виде СМП из твердого сплава или сверхтвердых материалов.
Державки стержневых резцов в поперечном сечении имеют круглую, квадратную или прямоугольную формы. Наиболее простой и распространенный способ закрепления резца с державкой квадратной или круглой формы показан на рисунке 1, а. Здесь резец 2 закреплен винтом 3 в оправке l; вылет резца регулируется винтом 4.
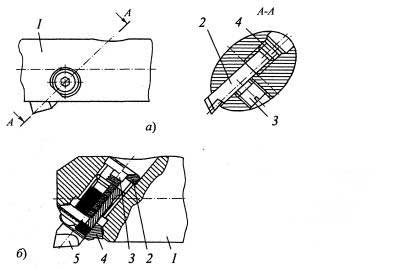
Рисунок 1. Расточные стержневые резцы
а - регулируемый; б - с микрорегулированием
Для растачивания точных отверстий диаметром более 20 мм широкое распространение получили вставки типа «Microbohr» (рисунок 1, б). На цилиндрической поверхности резца 5 имеется точная резьба с шагом Р = 0,5 мм. Регулировочная гайка 4 с внутренней резьбой и градуированной шкалой базируется своей конусной поверхностью в оправке l. В нужном положении резец закрепляется винтом 3 с шайбой 2. Поворот гайки на одно деление перемещает вершину резца в радиальном направлении (с учетом угла наклона продольной оси резца) на 0,01 мм. Резец оснащен напайной твердосплавной пластиной или СМП из твердого сплава.
ДВУХСТОРОННИЕ ПЛАСТИНЧАТЫЕ РЕЗЦЫ-БЛОКИ
Применяют для предварительного и окончательного растачивания отверстий диаметром более 25 мм. По сравнению с однолезвийными инструментами они обладают большей производительностью, обеспечивают большую точность и низкую шероховатость поверхности отверстий.
Резцы-блоки изготавливают или целиком из быстрорежущей стали, или оснащают пластинами из твердого сплава, а для увеличения стойкости изготавливают сборными и регулируемыми по диаметру
Крепление пластинчатых расточных резцов в оправках либо осуществляется неподвижно для d = 50... 150 мм (рисунок 2, а), либо допускают «плавание» по одной оси (двухлезвийные блоки (рисунок 2, б, в)). Выпадению резца-блока 1 из борштанги 2 препятствует винт 3, входящий с зазором в отверстие, выполненное в корпусе резца-блока (рисунок 2, б).
«Плавающее» крепление резцов-блоков для d = 25...600 мм применяется для компенсации углового и линейного несовпадения осей обрабатываемых отверстий и инструмента. Указанное несовпадение осей происходит из-за погрешностей установки заготовки (инструмента) и зажимных патронов, деформаций элементов технологической системы и других факторов и приводит к снижению точности обработки и стойкости инструмента.
РАСТОЧНЫЕ ГОЛОВКИ
Для обработки неглубоких отверстий имеют несколько режущих кромок (рисунок 3). Они жестко крепятся в оправке и применяются для предварительной обработки отверстий.

Рисунок 2. Двухсторонние расточные резцы-блоки
а - неподвижный; б - "плавающий", нерегулируемый по диаметру; в - "плавающий", регулируемый по диаметру
При конструировании многокромочных расточных головок нашли применение две схемы резания:
деления глубины резания;
деления подачи.

Рисунок 3. Расточная головка
При схеме деления глубины резания заданная глубина t последовательно срезается каждым резцом головки (рисунок 4, а):
t = t1 + t2 +... + tn (Z = 1, 2,..., n), где n - номер резца.
При этом подача Szn, приходящаяся на каждое лезвие инструмента, равна подаче S на оборот инструмента или заготовки:
S = Sz1 = Sz2 =... = Szn.
Расточные головки, работающие по схеме деления глубины резания, применяются для удаления больших припусков и имеют относительно низкую производительность.
При работе по схеме деления подачи каждая режущая кромка головки снимает полную глубину резания t, а подача S на один оборот инструмента или заготовки равна сумме подач, приходящихся на каждый зуб (рисунок 4, б):
S = Sz1 + Sz2 +... + Szn
Таким образом, расточные головки, работающие по схеме деления подачи, развивают значительно большую производительность, чем головки, работающие по схеме деления глубины резания.
Возможны два способа деления подачи между зубьями таких инструментов. При первом способе зубья располагаются равномерно по окружности, т.е. угловые шаги зубьев равны между собой:
ω1 = ω2 =... = ωn

Рисунок 4. Схемы резания при обработке отверстий многолезвийными расточными блоками
а - деление глубины резания; б - деление подачи
Рисунок 5. Расточная головка для обработки глубоких отверстий
1 - режущая пластина; 2, 3 - направляющая; 4 - кассета; 5 - корпус головки; 6 - клин; 7 – винт
На рисунке 6 показана головка для растачивания гильз пневмо- и гидроцилиндров под последующую раскатку. Такая головка может работать по трем вариантам:
с внутренним подводом СОЖ и наружным отводом стружки (А);
с внутренним подводом СОЖ и внутренним отводом стружки с помощью эжектора (Б);
с наружным подводом СОЖ и внутренним отводом стружки (В).
В варианте А стружка отводится вперед, а в вариантах Б и В - назад, и поэтому в процессе обработки отверстие должно быть заглушено.
Обработка отверстия такой головкой ведется в два этапа. На первом этапе производится растачивание отверстия. При этом стебель работает на сжатие, а твердосплавные направляющие 3 опираются на поверхность обработанного пластиной l отверстия. На втором этапе кассета 2 заменяется на другую, заранее настроенную на снятие припуска глубиной 0,2 мм. При этом направление подачи меняется на обратное, стебель работает на растяжение, а твердосплавные направляющие 3 опираются на поверхность обработанного отверстия, так как находятся впереди вершины СМП.

Рисунок 6. Расточная головка для обработки гильз гидроцилиндров
А - с внутренним подводом СОЖ; Б - с эжекторным отводом стружки; В - с наружным подводом СОЖ; 1 - режущая пласина; 2 - кассета; 3 – направляющая
Рисунок 7. Walter
Сверла с технологией XD
– для обработки отверстий глубиной до 30 x Dc стандартными сверлами и до 70 x Dc специальными сверлами за один проход без вывода инструмента
– для обработки большинства материалов
Сверла Xtra·tec® Point Drill
– сверла с одной центральной сменной пластиной для обработки отверстий до 10 x Dc
– запатентованная система закрепления пластин гарантирует высокую надежность процесса обработки

Рисунок 8. Сверло Xtra·tec
Высокопроизводительные быстрорежущие сверла UFL® XPL
– для сверл UFL® XPL характерна высокая стойкость режущих кромок и
универсальность применения
– высокая теплостойкость в сочетании с исключительной износостойкостью благодаря покрытию XPL

Рисунок 9. Сверло UFL
Твердосплавные сверла Alpha® 2 с возможностью снятия фасок
– один инструмент для обработки отверстий под резьбу

Рисунок 10. Сверло Alpha 2
Рисунок 11. Центровочные сверла
Рисунок 12. Сверло X-treme
Сверла Xtra·tec® Insert Drill
– универсальные сверла со сменными пластинами для высокопроизводительной обработки отверстий с хорошим качеством поверхности

Рисунок 13. Сверло Xtra-tec
Рисунок 14. Расточная оправка
X·treme D8–D12
– высокопроизводительные сверла для отверстий глубиной до 12 x Dc, двойное покрытие вершины DDP для максимальной надежности процесса обработки и высочайшей производительности
– центрование или пилотное отверстие не требуются
Развертки Walter
– развертки для высокоскоростной обработки с максимальной точностью
– широкая область применения
Развертки Walter Titex
– полный ассортимент цилиндрических и конических разверток из твердого сплава и быстрорежущей стали

Рисунок 15. Развёртка
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………………………........3
1.РАСТОЧНЫЕ ИНСТРУМЕНТЫ………………….………………………….4
2.СТЕРЖНЕВЫЕ РЕЗЦЫ……………………………………………………….4
3.ДВУХСТОРОННИЕ ПЛАСТИНЧАТЫЕ РЕЗЦЫ БЛОКИ…………………5
4.РАСТОЧНЫЕ ГОЛОВКИ……………………………………………………..6
5.РАСТОЧНЫЕ ГОЛОВКИ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ
ОТВЕРСТИЙ……………………………………………………………………..9
6.ИНОСТРАННЫЙ ИНСТРУМЕНТ………………………………………….11
7.СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ…………………………….17
ВВЕДЕНИЕ
Данный реферат был выполнен, чтобы ознакомить вас с расточным инструментом, для обработки круглых отверстий. В отчёте представлен отечественный, и иностранный инструмент. Расточные инструменты используются для растачивания внутреннего диаметра отверстия.
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
Расточные инструменты применяются для увеличения диаметров отверстий и являются широко универсальными инструментами, так как, в отличие от зенкеров, разверток и других инструментов, допускают регулировку (настройку) режущих кромок в радиальном направлении.
Расточными инструментами обрабатывают отверстия диаметром 1... 1000 мм и более с точностью JT5...JT6 и шероховатостью Ra 0,8...1,6.
В механообработке нашли применение следующие типы расточных инструментов:
1) стержневые резцы;
2) двухсторонние пластинчатые резцы-блоки;
3) расточные головки для обработки неглубоких отверстий;
4) расточные головки для обработки глубоких отверстий.
2 .СТЕРЖНЕВЫЕ РЕЗЦЫ
Имеют одну режущую кромку из быстрорежущей стали или в виде СМП из твердого сплава или сверхтвердых материалов.
Державки стержневых резцов в поперечном сечении имеют круглую, квадратную или прямоугольную формы. Наиболее простой и распространенный способ закрепления резца с державкой квадратной или круглой формы показан на рисунке 1, а. Здесь резец 2 закреплен винтом 3 в оправке l; вылет резца регулируется винтом 4.
Рисунок 1. Расточные стержневые резцы
а - регулируемый; б - с микрорегулированием
Для растачивания точных отверстий диаметром более 20 мм широкое распространение получили вставки типа «Microbohr» (рисунок 1, б). На цилиндрической поверхности резца 5 имеется точная резьба с шагом Р = 0,5 мм. Регулировочная гайка 4 с внутренней резьбой и градуированной шкалой базируется своей конусной поверхностью в оправке l. В нужном положении резец закрепляется винтом 3 с шайбой 2. Поворот гайки на одно деление перемещает вершину резца в радиальном направлении (с учетом угла наклона продольной оси резца) на 0,01 мм. Резец оснащен напайной твердосплавной пластиной или СМП из твердого сплава.
ДВУХСТОРОННИЕ ПЛАСТИНЧАТЫЕ РЕЗЦЫ-БЛОКИ
Применяют для предварительного и окончательного растачивания отверстий диаметром более 25 мм. По сравнению с однолезвийными инструментами они обладают большей производительностью, обеспечивают большую точность и низкую шероховатость поверхности отверстий.
Резцы-блоки изготавливают или целиком из быстрорежущей стали, или оснащают пластинами из твердого сплава, а для увеличения стойкости изготавливают сборными и регулируемыми по диаметру
Крепление пластинчатых расточных резцов в оправках либо осуществляется неподвижно для d = 50... 150 мм (рисунок 2, а), либо допускают «плавание» по одной оси (двухлезвийные блоки (рисунок 2, б, в)). Выпадению резца-блока 1 из борштанги 2 препятствует винт 3, входящий с зазором в отверстие, выполненное в корпусе резца-блока (рисунок 2, б).
«Плавающее» крепление резцов-блоков для d = 25...600 мм применяется для компенсации углового и линейного несовпадения осей обрабатываемых отверстий и инструмента. Указанное несовпадение осей происходит из-за погрешностей установки заготовки (инструмента) и зажимных патронов, деформаций элементов технологической системы и других факторов и приводит к снижению точности обработки и стойкости инструмента.
РАСТОЧНЫЕ ГОЛОВКИ
Для обработки неглубоких отверстий имеют несколько режущих кромок (рисунок 3). Они жестко крепятся в оправке и применяются для предварительной обработки отверстий.
Рисунок 2. Двухсторонние расточные резцы-блоки
а - неподвижный; б - "плавающий", нерегулируемый по диаметру; в - "плавающий", регулируемый по диаметру
При конструировании многокромочных расточных головок нашли применение две схемы резания:
деления глубины резания;
деления подачи.
Рисунок 3. Расточная головка
При схеме деления глубины резания заданная глубина t последовательно срезается каждым резцом головки (рисунок 4, а):
t = t1 + t2 +... + tn (Z = 1, 2,..., n), где n - номер резца.
При этом подача Szn, приходящаяся на каждое лезвие инструмента, равна подаче S на оборот инструмента или заготовки:
S = Sz1 = Sz2 =... = Szn.
Расточные головки, работающие по схеме деления глубины резания, применяются для удаления больших припусков и имеют относительно низкую производительность.
При работе по схеме деления подачи каждая режущая кромка головки снимает полную глубину резания t, а подача S на один оборот инструмента или заготовки равна сумме подач, приходящихся на каждый зуб (рисунок 4, б):
S = Sz1 + Sz2 +... + Szn
Таким образом, расточные головки, работающие по схеме деления подачи, развивают значительно большую производительность, чем головки, работающие по схеме деления глубины резания.
Возможны два способа деления подачи между зубьями таких инструментов. При первом способе зубья располагаются равномерно по окружности, т.е. угловые шаги зубьев равны между собой:
ω1 = ω2 =... = ωn
Рисунок 4. Схемы резания при обработке отверстий многолезвийными расточными блоками
а - деление глубины резания; б - деление подачи





