По конструктивному исполнению магнитпровода трансформаторы разделяют на три типа:
-стержневые;
-броневые;
-кольцевые.
Магнитную цепь стержневого трансформатора (рис. 4.30 а) составляют два продольных стержня, на одном из которых располагают обмотки, и два поперечных стержня - ярма. Достоинство: прост в изготовлении. Недостаток: имеет самые плохие электрические характеристики из-за потоков рассеяния, сложность механического крепления обмоток. Эти трансформаторы применялись в машинах малой мощности и в настоящее время практически вышли из употребления.
Броневой трансформатор (рис. 4.30 б) имеет три продольных стержня. Площадь сечения среднего стержня берётся вдвое больше площади сечения крайних стержней. На среднем стержне располагаются первичная и вторичная обмотки. Преимущества: имеет меньшие потоки рассеяния, магнитопровод облегчает крепление и защиты обмоток от воздействия внешних и электродинамических сил. Этот тип трансформатора получил наибольшее распространение в машинах для контактной сварки.
Кольцевой трансформатор (рис. 4.30 в) предназначен в основном для стыковой сварки труб. Он имеет замкнутый сердечник, вокруг которого равномерно располагаются витки первичной обмотки и секции вторичного витка, который представляет собой пустотелое кольцо коробчатой формы. Для свободного расположения изделия внутри трансформатора применяют разъёмные кольцевые магнитопроводы.
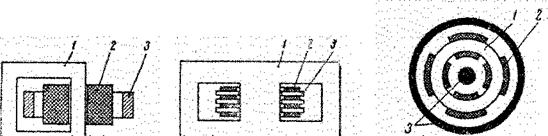
а) • б) в)
Рис. 4.30. Типы магнитопроводов трансформаторов для контактной точечной сварки: а) стержневой; б) броневой; в) кольцевой
Сердечники трансформаторов изготавливают из электротехнической стали толщиной порядка 0,5 мм. Для снижения потерь от вихревых токов каждый лист покрывают изоляционным лаком с одной стороны. А для снижения магнитных потерь листы при сборке крепко прижимаются друг к другу. Сердечники изготавливают из листовой горячекатанной электротехнической стали Э11, Э41 или из листовой холоднокатанной рулонной стали Э310, Э320 и ЭЗЗО.
Из плоских листов горячекатанной стали изготавливают П- и Г-образные пластины, из которых набирают сердечники (рис. 4.31).
| •
|
|
| ■::0:
| i
| :>:::;-:::.0.-
| "Ф: ■'■■.'-:
| "О
|
|
|
|
|
|
|
|
|
|
|
| е.
|
О
|
| -o-
| й
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 4.30. Набор сердечников магнитопровода трансформатора из Г- и П-образных пластинПовышенные магнитные свойства холоднокатанной стали проявляются только в том случае, если направление магнитного потока совпадает с направлением проката. Для этого из холоднокатанной стали изготавливают ленты, из которых навивают магнитоопровод (рис. 4.31а).
После навивки и термообработки навитые пакеты разрезают и составляют из них сердечники броневого типа (как и в случае применения пластин П-образной формы). Большими технологическими преимуществами обладает магнитный неразрезной магнитопровод (рис. 4.31 б), вматываемый в блок обмоток по всей ширине окна. Недостатком такого магнитопровода является невозможность его разбора и ремонта трансформатора.
5)

Рис. 4.31. Витой магнитопровод трансформатора машин для контактной сварки: а - разрезной, б – неразрезной
44. Исходные данные для конструирования сборочных, сварочных и контрольных приспособлений и основные требования к приспособлениям для сварки и пайки.
1.конструкция сварного узла и технологический процесс его изготовления,
2. производственная программа,
3. условия эксплуатации приспособления,
4. назначение приспособления. (Сварочное приспособление - дополнительное технологическое устройство к стандартному оборудованию, используемое для выполнения операций сборки под сварку, сварки, ТО, пайки и т.п.)
Сборочно-сварочная оснастка – совокупность приспособлений и спец инструмента для выполнения слесарных, сборочных, монтажных и др. видов работ. Их применение повышает производительность, уменьшает трудоемкость, сокращ. длительность цикла.
Требования к приспособлениям: обеспечение заданной точности (жесткость корпуса, надежность зажимов), обеспечение заданной производительности по тех. процессу, хорошая ремонтноспособность, удобство в эксплуатации, обеспечение безопасной работы (блокировочные, самотормозящиеся устройства)







