

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
| № пп | Содержание вопроса | Источник света |
| Дайте определение: композиционный материал, матрица и наполнитель | Л-1,2 | |
| Перечислите геометрические формы наполнителей и их влияние на механические свойства КМ | Л-1,2 | |
| Что представляют собой полиматричные и полиармированные КМ | Л-1,2 | |
| Назовите материалы, используемые в КМ в качестве наполнителя | Л-1,2 | |
| Что представляет собой одноосное, двуосное и трехосное армирование | Л-1,2 | |
| Перечислите КМ по типу матрицы(материалу) и их обозначение | Л-1,2 | |
| В чем преимущество дисперсно-упрочненных КМ по сравнению с волокнистыми | Л-1,2 | |
| Приведите схемы армирования КМ и их прочность при растяжении | Л-1,2 | |
| Перечислите виды волокнистых наполнителей | Л-1,2 | |
| Какие функции в КМ выполняет матрица | Л-1,2 |
| № пп | Содержание вопроса | Источник света |
| Перечислите операции по изготовлению ПКМ | Л-1,2,3 | |
| В чем состоит метод получения изделий из ПКМ | Л-1,2,3 | |
| Опешите способ формообразования из ПКМ прессованием | Л-1,2 | |
| В чем сущность вакуумного и автоклавного формирования деталей из ПКМ | Л-1,2 | |
| Сущность процесса формообразования пултрузией | ||
| Опишите споосб формирования изделий из ПКМ пропиткой | Л-1,2,3 | |
| Перечислите элементы судовой техники при ремонте, которые применяют ПКМ | ||
| Приведите схему ремонта коррозионных повреждений конструкции ПКМ | ||
| Что представляет собой МКМ | Л-1,2 | |
| Опшите схему технологии формообразования из МКМ | ||
| В чем сущность твердофазного формообразования изделий из МКМ | ||
| В чем сущность жидкофазного формирования изделий из МКМ | ||
| В чем состоит способ получения деталей из МКМ осаждением | ||
| Перечислите недостатки и преимущества МКМ и ПКМ | ||
| Что представляют собой ККМ | ||
| Что представляют собой УУКМ | ||
| Какие преимущества у УУКМ |
| № пп | Содержание вопроса | Источник света |
| Дайте определение ККМ с металлическими волокнами | ||
| Что представляет собой ККМ с углеродными волокнами | ||
| Опишите, что понимается под понятием ККМ с карбидом кремния |
7.2 Стандартные ответы по курсу "Композиционные материалы" для проверки остаточных знаний.
|
|
1. Дайте определение: композиционный материал, матрица и наполнитель?
Ответ: композиционный материал-это искусственно созданный материал, состоящий из двух или более разнородных и нерастворимых друг в друге компонентов (фаз), разделенных между собой ярко выраженной границей, и обладающий достоинством компонентов, а не их недостатками. Вместе с тем КМ присущи свойства, которыми не обладают отдельно взятые компоненты, входящие в их состав.
Матрица в КМ выполняет функцию среды в которой распределен наполнитель. Податливая матрица, заполняющая межволоконное пространство, обеспечивает совместную работу отдельных волокон за счет собственной жесткости и взаимодействия, существующего на границе раздела матрица-наполнитель.
Наполнитель в КМ воспринимает основные напряжения, возникающие в композиции при действии внешних нагрузок, придавая ей прочность и жесткость в направлении ориентации волокон.
2. Перечислите геометрические формы наполнителей и их влияние на механические свойства КМ.
Ответ: по форме наполнители разделяют на три основные группы: нуль -мерные, одномерные и двумерные.
Нуль-мерными называют наполнители, имеющие в трех измерениях очень малые размеры одного порядка (частица).
Одномерные наполнители имеют малые размеры в двух направлениях и значительно превосходящий их размер в третьем измерении (волокна).
|
|
Двумерные наполнители имеют два размера, соизмеримые с размером КМ, значительно превосходящие третий (пластина, ткань).
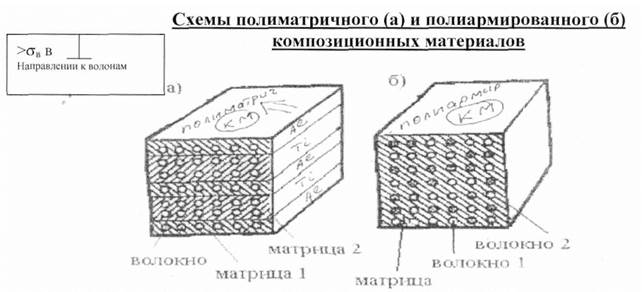
3. Что представляет собой полиматричный и полиармированный КМ?
Ответ: в настоящее время созданы (КМ) с комбинированными
матрицами, состоящими из чередующихся слоев (двух или более) различного химического состава.
КМ с комбинированными матрицами называют полиматричными (рис 1.2, а). Для полиматричных материалов характерен более обширный перечень полезных свойств. Например, использование в качестве матрицы наряду с алюминием титана увеличивает прочность материала в направлении, перпендикулярном оси волокон. Алюминиевые слои в матрице способствуют уменьшению плотности материала.
Полиамированными КМ называют такие КМ, у которых в одной матрице расположены волокна наполнителя различного химического состава, (рис. 1.2 б).
4. Назовите материалы используемые в КМ в качестве наполнителей?
Ответ: наполнитель в КМ воспринимает основные напряжения, возникающие в композиции при действии внешних нагрузок, придавая ей прочность и жесткость в направлении ориентации волокон.
Арматура в КМ может быть любой природы и иметь любую форму поверхности:
- непрерывные и дискретные волокна;
- чешуйки;
- микросферы
- порошки и т.п. различного химического состава.
В современной технике наиболее широко применяют непрерывные высокомодульные, высокопрочные волокна, которые обеспечивают наиболее высокие механические характеристики получаемого КМ. Чаще всего используют:
-стеклянные; -органические; -углеродные; -борные;
-различные металлические волокна.
5. Что представляет собой одноосное, двухосное и трехосное армирование
КМ?
Ответ: По схеме армирования КМ подразделяют на три группы: с одноосным, двухосным и трёхосным армированием.
6.Перечислите КМ по типу матрицы (материалу); их маркировка:
Ответ: КМ получают общее название по типу материала матрицы. КМ с полимерной матрицей называют полимерными ПКМ, с металлической- металлическими МКМ, с керамической- керамическими ККМ, с углеродной - углерод - углеродными УУКМ.
В качестве матрицы в КМ используют: 1 эпоксидные, 2 кремнийорганические, 3 полиэфирные и другие смолы, соответственно, 4 алюминий, 5 магний, 6 титан, 7 никель, 8 жаропрочные сплавы и другие металлы, а также, 9 керамику и 10 углерод различной модификации.
|
|
7. В чем преимущество дисперсно- упрочненных КМ по сравнению с упрочненными волокнами?
Ответ: По форме наполнителя КМ разделяют на дисперсно- упрочненные и волокнистые.
Дисперсно- упрочненными называют КМ, упрочненные нульмерными наполнителями. К волокнистым относят КМ, упрочненные одномерными или одномерными и двумерными наполнителями. К первым относятся материалы, представляющие собой дисперсные частицы тугоплавких фаз-оксидов, нитридов, боридов, карбидов (AL203, Si02; BN, SiC и др.). Преимущество дисперсно-упрочненных КМ по сравнению с волокнистыми - изотропность (равнопрочность во всех направлениях изделия).
Уровень прочности КМ во многом зависит от объемного содержания упрочняющей фазы, равномерности её распределения, степени дисперсности и расстояния между частицами. Согласно формуле Орована, сопротивление сдвигу увеличивается с уменьшением расстояния между частицами:

где G-модуль сдвига, b-межатомное расстояние, 1-расстояние между дисперсными частицами.
8. Приведите схемы армирования КМ и их прочность при растяжении.
Ответ: Свойства волокнистых КМ зависят в основном от схемы армирования.
Схема армирования (1-5) КМ и их влияние на напряжения
при растяжении ПКМ.
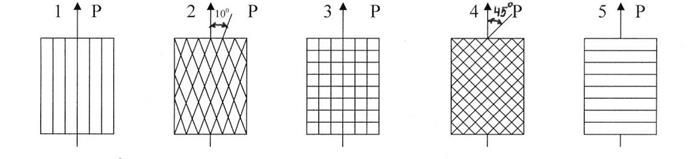
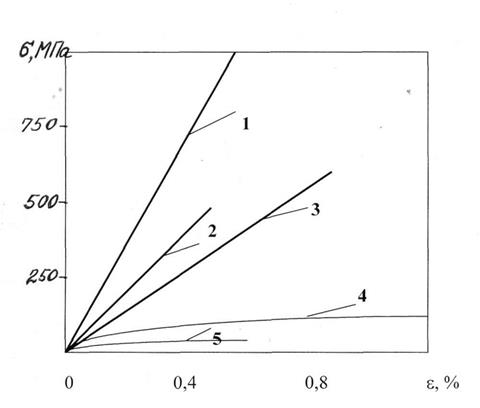
В виду значительного различия в свойствах волокон и матрицы при однородном армировании физическим и химическим свойствам присуща анизот-пропия. При нагружении растяжением временное сопротивление и модуль упругости КМ достигают наибольших значений в направлении расположения волокон, наименьших- в поперечном направлении.
Анизотропия свойств практически не наблюдается при двухосном армировании с взаимно перпендикулярным расположением упрочняющих волокон (кривая 3).
При нагружении материала растяжением вдоль волокон- нагрузку, в основном, воспринимают высокопрочные волокна, а матрица служит средой для передачи усилий.
Малые значения прочности и жёсткости КМ в направлении, перпендикулярном расположению волокон, при растяжении объясняется тем, что в этом случае, они определяются свойствами матрицы. Большую роль играет матрица в сопротивлении КМ усталостному разрушению, которое начинается с матрицы. Гетерогенная структура поверхности раздела между волокном и матрицей затрудняет процесс распространения трещины в направлении, перпендикулярном оси волокон. В связи с этим КМ характеризуются высокими значениями предела выносливости. Так, по пределу выносливости, МКМ на алюминиевой основе превосходят лучшие алюминиевые сплавы в 3-4 раза.
|
|
9. Перечислите виды волокнистых наполнителей.
Ответ: В качестве волокнистых наполнителей при получении изделий из КМ используют: стеклянные (алюмоборосиликтные, титаносодер-жащие, магнийалюмосиликтные); органические (капрон, лавсан); угле
родные (гидратцеллюлезные и полиакрилонитрилное); борные; керамические из карбида кремния; металлические (бериллиевые, вольфрамовые, титановые и стальные) волокна.
10. Какие функции в КМ выполняет матрица?
Ответ: Матрица в КМ выполняет функцию среды, в которой распределен наполнитель. Податливая матрица, заполняющая межволоконное пространство, обеспечивает совместную работу отдельных волокон за счет собственной жесткости и взаимодействия, существующего на границе раздела матрица- волокно.
Матрица, являясь основой, связывает композицию, придает ей форму. От свойств матрицы в значительной степени зависят технологические режимы получения композиционных материалов и такие важные эксплуатационные характеристики как рабочая температура, сопротивление усталостному разрушению, воздействию окружающей среды, плотность и удельная прочность.
11. Перечислите операции по изготовлению ПКМ.
Ответ: Технология изготовления деталей из ПКМ включает следующие основные операции:
■ подготовка армирующего наполнителя и приготовление связующего;
■ совмещение арматуры и матрицы;
■ формообразование детали;
■ отверждение связующего в КМ;
■ механическая доработка детали;
■ контроль качества детали.
Подготовка исходных компонентов заключается в проверке их свойств на соответствие техническим условиям, а также в обработке поверхности волокон для улучшения их смачиваемости и увеличения прочности сцепления между наполнителем и матрицей в готовом ПКМ (удаление замасливателя, аппретирование, активирование поверхности, химическая очистка поверхности, удаление влаги и т. п.).
Совмещение армирующих волокон и связующего может осуществляться прямыми или непрямыми способами.
К прямым способам относятся такие, при которых изделие формуется непосредственно из исходных компонентов КМ, минуя операцию изготовления из них полуфабрикатов.
|
|
Непрямыми способами изготовления называются такие, в которых элементы конструкции образуются из полуфабрикатов. В этом случае пропитка армирующих волокон связующим представляет самостоятельную операцию, в результате которой получают предварительно пропитанные материалы (пре-преги)- 1. нити, 2. жгуты, 3. ленты и 4. ткани, которые затем подсушиваются и частично отверждаются.
12. В чем заключается метод получения изделий из ГЖМ намоткой.
Ответ: Метод намотки. Намоткой называют процесс формообразования конструкций из КМ, при котором заготовки получают автоматизированной укладкой по заданным траекториям армирующего наполнителя (нитей, лент, тканей), обычно пропитанного полимерным связующим, на вращающиеся конструктивные формы или технологические оправки.
Оправки или формы имеют конфигурацию и размеры, соответствующие внутренним размерам изготавливаемой детали. Формование детали намоткой завершается отверждением намотанной заготовки. Оправка после этого обычно удаляется, хотя в отдельных случаях она может оставаться и выполнять функцию конструктивного элемента.
13. Опишите способ формообразования деталей из ПКМ прессованием.
Ответ: Прессование. Прессование является одним из наиболее распро-
страненных методов формообразования деталей из ПКМ. Прессование деталей
осуществляется с помощью пресс- формы, в которой создаются необходимые
давление и температура для формования заготовки и отверждения полимерного
связующего. Пресс- форма нагревается с помощью электронагревателей, раз-
мещенных в плитах матрицы и пуансона или другими способами.
Схема прессования:
1- плиты обогрева; 2-отпрессованная деталь; 3-матрица; 4-выталкиватель; 5-навеска полуфабриката; 6- пуансон. Давление формования создается с помощью гидравлического пресса, на столе которого укрепляется матрица, а на подвижной плите - пуансон пресс-формы.
Прессованием изготавливают детали из материалов с хаотическим и ориентированным расположением волокон. Исходными материалами при прессовании в этом случае могут быть короткие волокна, обрезки лент, гранулы из пучков волокон, предварительно пропитанные связующим и соединенные в результате его частичного отверждения в таблетки.
При изготовлении деталей, в которых композит должен иметь слоистую структуру с определенной ориентацией волокон, используют заготовки из пре-прегов (лент или тканей). В этом случае предварительно раскроенные заготовки укладываются в определенном порядке в пакет и слегка спрессовываются.
Таблетированная или собранная слоистая заготовка помещается в нагретую пресс- форму, после этого пресс- форма смыкается и материал выдерживается заданное время при температуре отверждения связующего, а затем готовое изделие удаляется с помощью имеющихся в пресс- форме выталкивателей.
14. В чем сущность вакуумного и автоклавного формования деталей из ПКМ.
Ответ: Вакуумное и автоклавное формование. Процессы вакуумного и автоклавного формования заключаются в выкладке заготовок на плоскую или криволинейную форму и последующем формообразовании детали давлением сжатых газов (автоклавный метод) или атмосферным давлением, действующим на замкнутый объем, в котором создается разрежение (вакуумный метод).
Методы предназначены для получения конструкций сложной формы из предварительно пропитанных термореактивными связующими тканых армирующих материалов путем послойной укладки заготовок из них на технологической оправке и последующего отверждения при одновременном воздействии давления формования, которое прикладывается через эластичную диафрагму, изготовленную из пленки или резины.
При этом действующее давление формования достигает 2 МПа в автоклавах, 40 МПа в гидроклавах и до 0,1 МПа в вакуумных чехлах.
Отверждение заготовок происходит в печи или непосредственно в автоклаве. Температура и продолжительность процесса отверждения определяются типом связующего и геометрией детали.
Охлаждение детали происходит под давлением совместно со всей оснасткой. После охлаждения деталь извлекается из формы и при необходимости проходит дальнейшую обработку.
15. Опишите сущность формования изделий из ПКМ пултрузией.
Ответ: Пултрузия. В последние годы широкое применение находят профили, прутки, трубы и другие конструктивные элементы, изготовляемые из волокнистых композитов на полимерной матрице путем непрерывного протягивания армирующего материала, пропитанного связующим отверждаемого в профилирующей форме специальной установки. Такой процесс называют пултрузией (по аналогии с экструзией, при которой материал выходит через фильеру под действием давления). При пултрузии он протягивается под действием внешнего усилия.
Армирующий материал (жгуты, холсты или тканые ленты) последовательно проходит через ванну с жидким связующим 2, пропитывается, сжимается и идет далее в матрицу предварительного формования 4, а затем в обогреваемую пресс-форму 5, где фиксируется требуемая конфигурация и отверждается полимерное связующее. В матрице предварительного формования плоская по форме лента пропитанного материала постепенно преобразуется по сечению к заданной форме.
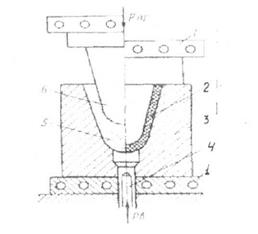
16. Опишите способ формообразования изделий из ПКМ пропиткой.
Ответ: В практике нашли широкое применение методы формования изделий основанные на принципе пропитки сухих заготовок со стеклозаполнителем, заключенным в соответствующие формы, связующим находящимся под давлением. После окончания процесса пропитки и полимиризации матричного связующего из формы вынимают готовое изделие. Пропитка может осуществляться под вакуумом и давлением и под давлением. На связующие, находящиеся в емкости давит сжатый воздух одновременно проникший воздух (пузырьки) в форму откачивается через вакуумную систему с масляным затвором.
17. Перечислите элементы судовой техники, при ремонте которой исполь-
зуют ПКМ.
Ответ: К характерным группам конструкций и типовых узлов, при ремонте которых возможно эффективное применение полимерных клеевых композиций относятся:
• наружные металлические палубы, покрытие мастикой или деревянным настилом;
• палубы санузлов, прачечных и других внутренних помещений с повышенной влажностью, имеющие сквозные коррозионные разрушения;
• наружные стенки, переборки, выгородки рубок и надстроек с разрушениями по периметру их примыкания к палубе;
• кожухи дымовых труб, вентиляционные головки и комингсы вентиляторов с коррозионной поверхностью в местах примыкания к палубам надстроек и рубок;
• ватервейсы палуб надстроек и рубок, расположенные под зашивкой жилых помещений;
• полотнища дверей, крышек люков и горловин, трубопроводы, переборочные стаканы и др.;
• монтажные работы по винторулевому комплексу и др.
18. Перечислите материалы входящие в ПКМ при ремонте коррозионных повреждений конструкций.
Ответ: Для ремонта и защиты от коррозии судовых конструкций применяются составы на основе полиэфирных клеев "Спрут-5М", "Спрут-5 МДИ", "Спрут-9М", "Спрут-МП", а также эпоксидных смол и клеев марок ЭД-20, ЭД-16, К-153,УП-5-177-1.
Клеи марок ЭД-16, ЭД-20, и К-153 могут использоваться на сухих поверхностях при температуре окружающего воздуха не ниже + 15°С и влажности не выше 70%. В отдельных случаях допускается применение клеев при температуре+10°С.
Клей УП-5-Т77-1 может применяться при положительной температуре до 0°С, а клей серии "Спрут" при температуре -5°С. При этом уровень влажности ремонтируемых поверхностей и окружающей среды не регламентируется.
Клеи марок "Спрут-5М", "Спрут-5 МДИ" используются на наружных работах, а "Спрут-9М", обладающий пониженной токсичностью, - как для наружных, так и для внутренних работ.
В качестве армирующих материалов используются стеклянные ткани марок Т-11-ГВС, Т-И-152, СЭ-0-1, НПД-Э-600-ГВС-9 и др.
Для приготовления паст и шпаклёвочных составов применяют минеральные наполнители:
1.кварц молотый пылевидный; 2.аэросил; 3.каолин; 4.тальк; 5.мел; 6.портланд-цемент; 7.асбест; 8.песок. Их вводят в клей с целью изменения его технологических свойств (текучесть, проницаемость, липкость, формуемость и т.д.), а также для улучшения прочностных характеристик и уменьшения расхода дорогостоящих полимерных материалов.
19. Что представляют собой МКМ?
Ответ: Металлические композиционные материалы (МКМ) представляют собой такие материалы, в которых матрицей выступают металлы и их сплавы, а арматурой - металлические и неметаллические волокна.
Наиболее широко в качестве матричного материала для КМ используются алюминиевые сплавы, что объясняется удачным сочетанием в них физико -
механических и технологических свойств. Алюминий имеет плотность 2700
3 о
кг/м, температуру плавления 880 С, химически инертен к большинству волокнистых материалов, применяемых для производства КМ.
Сплавы алюминия способны подвергаться разнообразным видам: 1. пластического деформирования, 2. литья, 3. операциям порошковой металлургии, на которых и основываются различные способы изготовления изделий из композитов на металлической матрице.
По технологическому признаку алюминиевые матрицы можно разделить на несколько типов: деформируемые, литейные, порошковые.
К деформируемым литейным сплавам относятся неупрочняемые термической обработкой а) алюминиево - магниевые АМГ и б) алюминиево - марганцевые АМЦ сплавы марок АМг, АМц и др. Эти сплавы обладают хорошей пластичностью, но сравнительно невысокой прочностью. Большую механическую прочность имеют упрочняемые термической обработкой дуралюмины Д1, Д6, Д16 и др.
Распространенными литейными сплавами являются силумины, обладающие хорошими литейными свойствами.
В качестве армирующих материалов МКМ используют высокомодульные углеродные волокна, проволоку из нержавеющей стали и оловянистой бронзы.
20. Опишите схему формообразования изделий из МКМ.
Ответ: Технологическую схему производства полуфабрикатов и деталей из МКМ можно представить следующим образом: 1) очистка поверхности волокон и матрицы - мойка, чистка, сушка; 2) объединение волокон и матрицы -сборка чередующихся слоев матричных элементов и волокон, либо приготовление волокон в литейной форме под заливку матричным металлом; 3) получение компактных МКМ методами пластической деформации, порошковой металлургии или литья либо комбинацией этих методов.
Важнейшим в технологии МКМ является этап совмещения армированных волокон с матричным материалом. Способы совмещения можно разделить на: 1) твердофазные процессы; 2) жидкофазные и 3) процессы осаждения - напыления.
21. В чем сущность твердофазного формообразования изделий из МКМ.
Ответ: Для твердофазных методов характерно использование матрицы в твердом состоянии преимущественно в виде 1) порошка, 2) фольги или 3) тонкого листа. Процесс создания МКМ заключается в сборке пакета заготовок, состоящего из чередующихся слоев матричного материала и упрочняющих волокон и последующего соединения компонентов между собой различными мето
дами - 1) диффузионной сваркой, 2) сваркой взрывом, 3)пластическим деформированием, 4) спеканием и т.п.
22. В чем сущность жидкофазного способа формования изделий из МКМ.
Ответ: Жидкофазный метод предусматривает получение МКМ совмещением армирующих волокон с расплавленной матрицей. К ним относят различные методы пропитки волокон жидкими матричными материалами.
23. В чем состоит способ формообразования изделий из МКМ осаждени-
ем.
Ответ: Изготовление МКМ методами осаждения - напыления состоит в нанесении на волокна различными способами (газофазным, химическим, электролитическим, плазменным и т.п.) матричного материала и заполнение им межволоконного пространства.
24. Перечислите преимущества и недостатки МКМ и ПКМ.
Ответ: Преимущества:
• повышенная температурная стойкость
• пониженная анизотропность упругих свойств
• повышенная устойчивость против коробления
• повышенная электро- и теплопроводность
• негорючи в обычном состоянии
• повышенное сопротивление эрозии, разъеданию
• устойчивость к ультрофиолетовому излучению
• стабильность размеров во влажной среде.
Недостатки:
• повышенная плотность
• химическая активность
• трудность производства композиций
• ограниченная коррозионная стойкость.
25. Что представляют собой ККМ.
Ответ: Керамические КМ (ККМ) представляют собой материалы, в которых матрица состоит из керамики, а арматура из металлических или неметаллических наполнителей.
Керамические материалы характеризуются высокими температурами плавления, высокой прочностью при сжатии, сохраняющейся при достаточно высоких температурах, и высокой стойкостью к окислению. Эти свойства керамики, и прежде всего силикатной, в течение многих веков использовались при изготовлении футеровки печей и многих огнеупорных изделий. В настоящее время требования к керамике как конструкционному материалу значительно выросли. Новые виды керамики на основе высокоогнеупорных оксидов тория, алюминия, бериллия, циркония, магния, ванадия находят широкое применение в технике при экстремальных условиях эксплуатации. Достаточно сказать, что температуры плавления оксидов циркония, алюминия, бериллия, тория, магния и гафния составляют соответственно 2920, 2000, 2600, 3200, 2800 и 2900°С. Наряду с тугоплавкостью от керамики требуются высокие прочность при растяжении и ударная вязкость, стойкость к вибрациям и термоудару. Такими свойствами обладают, например, некоторые металлы. Сопоставление свойств керамики и металлов привело к попыткам создания КМ, в „которых керамическая матрица сочетается с металлическими включениями в виде порошка. Так появились керметы. Сегодня керметом считают материал, содержащий более 50% тугоплавкой неметаллической фазы. Были созданы керметы на основе карбида титана и оксида алюминия, слюды и никеля, системы оксид алюминия - вольфрам -хром и многие другие. Однако керметы обладают одним существенным недостатком - хрупкостью, поэтому их применение во многих случаях ограничено.
Дальнейшими исследованиями было установлено, что улучшения физико -механических характеристик керамики можно получить, армируя её металлическими, углеродными и керамическими волокнами. Чтобы достичь одинаковой с керметом термостойкости, в керамику нужно ввести примерно в 3 раза меньше металлических волокон, чем металла в виде порошка. Для получения армированных ККМ пользуются преимущественно методами порошковой металлургии, а также гидростатическим, изостатическим и горячим прессованием, шликерным, центробежным и вакуумным литьём.
26. Что представляет собой УУКМ.
Ответ: Углерод - углеродные композиционные материалы (УУКМ)
представляют собой углеродосодержащую или графитовую матрицу, армированную углеродным или графитовым волокном. Эти матрицы обладают как свойствами монолитного графита так и свойствами волокнистых КМ.
В качестве арматуры наибольшее применение нашли углеграфитовые волокна, нити, жгуты и пряжа. Типовым материалом для матрицы служат смолы (фенольные, фурановые, эпоксидные и др.) и каменноугольные как продукт крекинга угля.
В настоящее время для получения УУКМ в основном используются три способа:
• пропитка смолой волокнистого каркаса и её карбонизация;
• осаждение углерода из газовой фазы между волокнами каркаса;
• сочетание пропитки смолой и карбонизации с осаждением углерода из газовой фазы.
27. Какие преимущества у УУКМ?
Ответ: Основные преимущества УУКМ состоят в высокой теплостойкости, малой плотности, стойкости к тепловому удару и облучению. Эти материалы обладают высокими прочностными и жесткостными характеристиками при комнатных и повышенных температурах, низким коэффициентом термического расширения, способностью длительно работать в окислительной, инертной средах и в вакууме.
28. Дайте определение ККМ с металлическими волокнами.
Ответ: ККМ с металлическими волокнами. Керамику чаще армируют волокнами вольфрама, молибдена, стали, ниобия. Основная цель введения в керамику металлических волокон заключается в образовании пластичной сетки, которая способна обеспечить целостность керамики после её растрескивания и уменьшить вероятность преждевременного разрушения. Изготовляют такие ККМ в основном методами горячего прессования, поскольку металлические волокна не взаимодействуют с оксидной керамикой вплоть до температур 2073...2773 К. Удельная вязкость и термостойкость ККМ непрерывно повышаются по мере увеличения объёма армирующих волокон в композите. Однако при содержании волокон более 25% растёт пористость материала, что приводит к его разупрочнению.
Широкое применение металлических волокон для армирования керамики ограничивается их низкой стойкостью к окислению при высоких температурах.
29. Что представляет собой ККМ с углеродными волокнами?
Ответ: ККМ с углеродными волокнами. Взаимодействие углерода с оксидами, карбидами и силицидами происходит при более высоких температурах, чем с металлами, поэтому использование керамики в качестве матриц высокотемпературных КМ с углеродными волокнами перспективно.
В тех случаях, когда предполагаемая температура эксплуатации деталей из ККМ превышает 2273 К, целесообразно использовать керамическую матрицу на основе карбидов, выше 1273 К - на основе боридов и нитридов, при более низких температурах - оксидную матрицу.
Важным условием эффективного использования прочности углеродистых волокон в ККМ является оптимальное соотношение модулей упругости волокон и матрицы. При объёмной доле углеродных волокон 50 - 60 % прочность волокна максимально используется при отношении модулей упругости материала и волокна, приближающемся к 0,1, поэтому для армирования керамики следует применять высокомодульные волокна.
Из углекерамических КМ наиболее широко исследованы композиты со стеклянной матрицей (боросиликатные, алюмосиликатные, литиевосиликатные и др.). Для указанных материалов характерна стабильность исходных физико -механических свойств вплоть до высоких температур. Например, для ККМ бо-росиликатное стекло - углеволокно (объёмная доля волокна 60 %) предел прочности при изгибе составляет при 293 К 1025 МПа и не изменяется до температуры 870 К.
30. Опишите, что понимается под ККМ с карбидом кремния.
Ответ: ККМ с волокнами карбида кремния. При практически равной прочности эти ККМ имеют преимущества перед аналогичными материалами с углеродными волокнами, так как имеют повышенную стойкость к окислению при высоких температурах и значительно меньшую анизотропию коэффициента термического расширения.
В качестве матричного материала используют порошки боросиликатного, алюмоборосиликатного, литиевоборосиликатного стекла или смеси стекол в
различных соотношениях. Волокна карбида кремния применяют в виде моноволокна или непрерывной пряжи со средним диаметром отдельных волокон 10...12 мкм.
ККМ, армированные моноволокном, получают горячим прессованием в среде аргона слоев из лент волокна и стеклянного порошка. Более удобны с точки зрения изготовления деталей сложных форм материалы, армированные непрерывной пряжей. По своим свойствам эти материалы даже превосходят ККМ, армированные моноволокном.
Материалы типа «керамика - керамика» имеют большую перспективу, поскольку малое различие модуля упругости матрицы и наполнителя, коэффициентов термического расширения, химическое сродство позволяют рассчитывать на получение материалов с уникальными свойствами, которые смогут работать до температур 2273 К. Эти композиты можно использовать для конструкций ядерных силовых установок, высокотемпературных подшипников уплотнений, для направляющих и рабочих лопаток газотурбинных двигателей, для антенных обтекателей возвращаемых космических летательных аппаратов и носовых обтекателей ракет.
ЛИТЕРАТУРА
1. Березовский Ф.М. Композиционные материалы в судостроении и
судоремонте. Учебное пособие. – Новороссийск: РИО НГМА, 2002
– 40 с.
2. Конспект лекций
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
3. Березовский Ф.М. Неметаллические материалы в судоремонте и методы
их переработки. Учебное пособие. – Новороссийск: РИО НГМА, 2002
– 150 с.
4. Донченко Е.А. Основы материаловедения. Учебное пособие. –Новороссийск: РИО НГМА, 2002 – 150 с.
|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!