При конструировании приспособлений по требуемой силе закрепления заготовки устанавливают основные размеры зажимного устройства и определяют исходную силу (момент) на рукоятке или силовом узле привода приспособления.
Расчёт винтовых зажимов
Винтовые зажимы применяют в приспособлениях с ручным закреплением заготовок, в приспособлениях механизированного типа, а также на автоматических линиях при использовании приспособлений-спутников; они просты, компактны и надежны в работе.
Номинальный диаметр винта (мм)
d = C  , (8.1)
, (8.1)
где С = 1,4 — коэффициент для основной метрической резьбы; Q — сила закрепления заготовки, Н; σ — напряжение растяжения (сжатия); для винтов из стали 45 с учетом износа резьбы σ=80÷100 MПa.
Диаметр округляют до ближайшего большего значения. В приспособлениях применяют резьбы от М8 до М42.
Момент, развиваемый на рукоятке или маховике, для получения заданной силы закрепления Q
M = r cp Q tg(α + ρ) + М тp (8.2)
где r ср — средний радиус резьбы; α — угол подъема резьбы; ρ — угол трения в. резьбе; М тр — момент трения на опорном торце гайки или винта;
М тр=  fQ
fQ  .
.
Принимая α = 2°30' (для резьб от М8 до М42 α меняется от 3° 10' до 1o 57'), ρ = 10° 30', r ср = 0,45 d, Dн = 1,7 d, dв = d и f = 0,15, получим приближенную формулу для момента на опорном торце гайки
М = 0,2 d Q.
Момент открепления винтового зажима при ρ > α
M '= r cp Q tg(ρ - α)+ M тр.
При откреплении приходится преодолевать трение покоя, и поэтому значения ρ и f нужно брать на 30 — 50 % большими, чем при закреплении. После преобразований получим приближенную формулу
М' = 0,25 d Q.
Если заготовка в процессе обработки нагревается, то момент открепления может возрасти.
Для винтов со сферическим торцом (рис. 8.1, а)
М'» 0,l d Q; (8.3)
здесь момент трения на торце из-за своей малости не учтен (М тр < 0,03 М).
Для винтов с плоским торцом (рис. 8.1, б)
М =0,1 d Q + 
а для винта с башмаком (рис. 46, в), предупреждающим порчу поверхности заготовки,
М =0,1 d Q + rf ctg  Q.
Q.
При α = 120° и f = 0,16
М = 0,1 Q (d + r).

Рис. 8.1 Влияние трения на торце винта (гайки) на момент затяжки при постоянной силе закрепления: d = 14 мм, Q = 10 кН
На рис. 8.1, е показано влияние трения на опорном торце на момент, который необходимо развить при затяжке винта (гайки) с основной метрической резьбой для получения одной и той же силы закрепления. При построении принято: r = 6 мм (см. рис, 8.1, a); DH/d = 0,8 (см. рис. 8.1, б); r = 10 мм; α = 118o. f =0,15 (см. рис. 8.1, в); DH/d = 1,7 (см. рис 8.1, г); DH/d = = 2,5 (см. рис. 46, д).
На рис. 8.2 показаны некоторые конструкции быстродействующих зажимов. Наиболее прост винтовой зажим с разрезной шайбой (рис 8.2, а)или откидной разрезной планкой (рис. 8.2, б). После ослабления гайки 1 (или планки) шайба 2 сдвигается и заготовка 3 снимается через гайку; диаметр последней должен быть меньше диаметра отверстия в заготовке. Применяют также плунжерные устройства (рис. 8.2, в).Они позволяют отводить зажимной элемент 1 на большое расстояние от заготовки 3 и крепить ее поворотом стержня на малый угол.
На рис. 8.2, г показано быстродействующее зажимное устройство с двойным винтом применительно к машинным тискам. При вращении закрепленной на гайке 1 рукоятки 7 момент через подпружиненные шарики 4 передается на винт 5, имеющий с правой стороны мелкую и с левой крупную резьбы. При быстром подводе подвижной губки 6 к заготовке 3 работает левая сторона винта. С возрастанием момента шариковое устройство срабатывает и винт останавливается. При дальнейшем вращении рукоятки начинает работать правая сторона винта, скорость перемещения губки уменьшается, а сила закрепления увеличивается. Упорный шарикоподшипник 8 уменьшает трение на торцовой поверхности гайки. При откреплении заготовки устройство работает в обратном порядке.
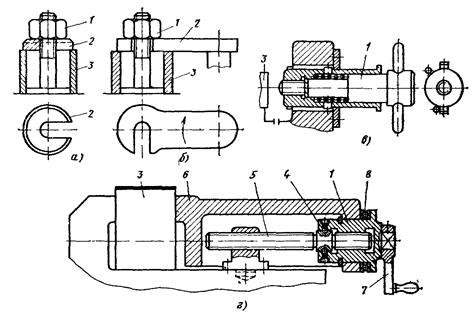
Рис. 8.2 Быстродействующие винтовые зажимы
В этом устройстве скорости подвода и отвода подвижной губки возрастают во столько раз, во сколько шаг левой резьбы t 1больше шага правой t 2. Сила закрепления, как это видно из формулы (8.2), увеличивается не в t 1 / t 2раз, а несколько меньше. Приняв момент М постоянным и средний радиус для обоих участков резьбы одинаковым, получим, пренебрегая моментом трения на торце винта,
М = Q 1 r cptg (α1+p) = Q 2 r cptg (α2+p)
или

Поскольку угол трения ρ значительно больше угла подъема нитки резьбы, то выигрыш в силе в этом устройстве получается сравнительно небольшой. Применяют устройство главным образом для ускорения подвода и отвода подвижной губки.






