Может применяться для электропроводных материалов. При воздействии переменного электромагнитного поля, создаваемого генераторной катушкой, в металле контролируемой детали возникают вихревые токи, которые создают свое электромагнитное поле, противодействующее внешнему полю. Поле вихревых токов фиксируется измерительной катушкой. Нарушения сплошности контролируемого изделия увеличивают электрическое сопротивление поверхностного слоя металла, что приводит к ослаблению вихревых токов. Метод вихревых токов можно использовать для выявления поверхностных и подповерхностных дефектов, в том числе и в неферромагнитных материалах. Он может использоваться для контроля контактной сварки сталей и алюминиевых сплавов. Он применяется для измерения электропроводности металлов, изучения их структуры, физико-механических свойств, твердости и др. В частности, им можно определить величину остаточных напряжений после сварки.

a. Переменный ток, который проходит с выбранной частотой через катушку, создаёт магнитное поле вокруг неё.
b. При помещении катушки вблизи от объекта из проводящего материала в объекте возникают вихревые токи.
c. Если в объекте присутствует дефект, то он препятствует свободному течению вихревых токов, и магнитная связь нарушается. Изменения в импедансе катушек свидетельствуют о присутствии дефекта.
Особенность вихретокового контроля в том, что его можно проводить без контакта преобразователя и объекта. Их взаимодействие происходит обычно на расстояниях, достаточных свободного движения преобразователя относительно объекта долей миллиметра до нескольких миллиметров). Поэтому ми методами можно получать хорошие результаты контроля даже при высоких скоростях движения объектов.
Одна из особенностей ВТМ состоит в том, что на сигналы преобразователя практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязнение поверхности объекта контроля непроводящими веществами.
Высокочастотный вихретоковый контроль, целью выявления поверхностных дефектов усталостного и коррозионного происхождения.
Высокочастотная дефектоскопия, которая базируются на использовании высоких рабочих частот (более 1 МГц). Для выявления поверхностных дефектов. В деталях из алюминиевых сплавов выявляются трещины длиной более 2 мм, шириной более 0,1 мм и глубиной более 0,2 мм. На деталях из титановых сплавов, а также из аустенитных и ферромагнитных сталей выявляются трещины длиной более 2 мм, шириной более 0,1 мм и глубиной более 0,5 мм. Метод имеет высокую производительностью и не выдвигает особых требований качеству подготовки поверхности и ее шероховатости. Контроль можно проводить даже без удаления покрытия или нагара.
Важным преимуществом вихретокового метода неразрушающего контроля является возможность выявления дефектов усталостного и коррозионного происхождения во внутренних слоях многослойных конструкций, в том числе без демонтажа крепежных элементов и без разборки конструкций.
В частности, на основе применения низких рабочих частот 3 кГц разработаны технологии обнаружения дефектов под обшивкой.. Дефекты надо было обнаруживать на дне закругленной выборки глубиной 1 мм, которая образовалась после удаления поверхностного дефекта.
Для усиления ослабленного узла соответствующая зона упрочнялась ремонтной накладкой толщиной 2 мм. Для эксплуатации ослабленной конструкции введен периодический контроль с целью обнаружения возможных дефектов на дне выборки. Исследования показали возможность раздельного выявления дефектов на дне выборки с отстройкой от влияния самой выборки. Для настройки дефектоскопа используют два контрольных образца (рис. 3). Один образец имитирует бездефектную (только с выборкой) выборка 1 обшивку 2 с ремонтной накладкой 3 (рис.3 -а), второй - обшивку с ремонтной накладкой со сквозным дефектом типа трещина 4 на дне выборки (рис. 3-б).

Рис. 3. Контрольные образцы для настройки дефектоскопов при выявлении дефектов на дне выборки под ремонтной накладкой; а – образец без дефекта для отстройки от влияния выборки; б – образец с дефектом для проверки чувствительности дефектоскопа.
Вихретоковый метод может успешно применяться для выявления трещин через слой хрома в штоках амортизаторов. Внешний вид штока и характер расположения у них типовых дефектов показаны на рис. 4.
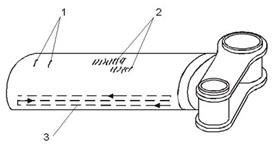
Рис. 4. Шток амортизаторов и характер расположения дефектов: 1 – одиночные трещины, 2 – скопление трещин, 3 – траектория сканирования.
Обычно контроль штоков при эксплуатации авиационной техники проводится магнитопорошковым методом. Недостатком этого метода является высокая трудоемкость, обусловленная необходимостью намагничивания и размагничивания штоков, а также применения магнитных суспензий.
Для проведения контроля необходимо участие не менее двух операторов. При применении вихретокового метода под слоем хрома толщиной до 100 мм выявляются прижоговые трещины длиной более 2 мм и глубиной более 0,4 мм, которые образовались в процессе эксплуатации штоков из-за высоких контактных нагрузок и местного нагрева материала. Для контроля применяли рабочую частоту 3 кГц. Практика подтвердила более высокую эффективность вихретокового контроля, трудоемкость которого в 8-10 раз меньше трудоемкости контроля магнитным методом. Авиационной проблемой является задача выявления дефектов в зоне заклепок без их удаления.
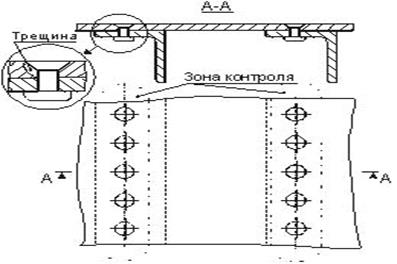
Рис. 5. Типичный узел типа «стрингер-обшивка» с заклепочным рядом.
На рис. 5 штрих пунктирной линией выделена зона контроля. На выноске показано расположение возможной трещины. Во многих случаях опасными признаются трещины, которые не выходят за головку заклепки. В общем случае количество соединенных слоев может быть большим, и дефекты могут быть расположены во внутренних слоях.
Феррорезонансный метод.
феррозондовый метод контроля применяется для выявления поверхностных и под поверхностных (глубиной до 10 мм) дефектов типа нарушения сплошности материала: волосовины, трещин, раковин, закатов, плен и т.п., а также для выявления дефектов типа нарушения сплошности сварных соединений и для контроля качества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля;
этот метод можно применять на изделиях любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя;





