Для осуществления клеевого бесшвейного скрепления блоков книжных изданий в обложке с применением «холодного» клея фирма. На полуавтоматах КБС выполняют всего три операции:
1) фрезерование корешка;
2) заклейку корешка;
3) крытье блока обложкой.
Загрузка машины после сталкивания блоков по верхнему краю и на корешок и съем продукции выполняются вручную. Естественная сушка перед трехсторонней обрезкой после укладки изданий малой стопой производится на рабочем столе или на откидных полках фуры.
В крупносерийном производстве изданий в обложке используются многофункциональные агрегаты, выполняющие следующие операции:
1) сталкивание блоков;
2) глубокое фрезерование корешка;
3) поверхностное фрезерование;
4) очистка корешка от бумажной пыли;
5) предварительная заклейка корешка;
6) кратковременная сушка;
7) вторичная заклейка корешка;
8) крытье блока обложкой;
9) кратковременный высокочастотный нагрев корешковой зоны.
Охлаждение и до сушка полуфабрикатов издания происходят на длинном транспортере, передающем их на разделение двойников или на трехстороннюю обрезку.
При подготовке агрегата КБС к работе вход корешков блоков из зажимов регулируется в соответствии с толщиной половины тетрадей блока и с плотностью затяжки корешковых фальцев.
Технологические инструкции рекомендуют величину срезки корешковых фальцев в процессе фрезерования устанавливать с учетом объема тетрадей блока:
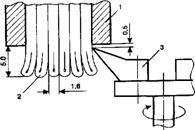
Рис. 5. 12 Схема установки глубины фрезерования корешка блока: 1 — зажим главного транспортера. 2 — блок, 3 — фреза
Целью первого глубокого фрезерования - удаление всех корешковых фальцев блока, включая и фальцы внутренних долей тетрадей. На агрегатах КБС эта операция выполняется последовательно двумя фрезами на разную глубину фрезерования, чтобы уменьшить вероятность вырыва крупных частиц бумаги.
При повторном фрезеровании производится зачистка грубой шероховатой поверхности, полученной при первом фрезеровании, устраняются крупные вырывы бумаги, уменьшается средняя глубина неровностей. Эта операция выполняется с меньшей глубиной фрезерования (в 5-10 раз) и применением вместо фрез различных абразивных материалов, наклеенных на металлические диски.
Бумажная пыль закрывает микропоры и устья капилляров бумаги и затрудняет процессы смачивания и прилипания при заклейки корешка, поэтому удаление пыли вращающимися щетками и отсосом способствует улучшению условий труда, и получению надежного адгезионного шва клеевого соединения.
Первичную заклейку рекомендуется делать сравнительно тонким слоем клея пониженной концентрации и вязкости, так как ее назначение - создать условия для смачивания поверхности и глубокого впитывания сравнительно маловязкого и более жидкого по сравнению со вторым, основным, слоя клея. Первичную заклейку корешка производят низковязкой неразбавленной или разбавленной до содержания 45% сухого остатка поливинил ацетатной дисперсией (ПВАД).
Потом проводится промежуточное между двумя заклейками корешка кратковременное облучение кварцевыми инфракрасными лампами. Его назначение - создать градиент температуры под действием которого влага клея сначала устремляется в глубь блока, а после крытья обложкой или окантовки блока корешковым материалом к поверхности корешка.
Назначение вторичной заклейки корешка - создать сравнительно толстую и прочную пленку, обеспечивающую высокую когезионную прочность клеевого соединения и требуемую долговечность издания, поэтому на этой операции при меняется неразбавленная ПВАД с условной вязкостью 60-80 с по вискозиметру ВМС,
После крытья обложкой или приклейки корешкового материала корешковая зона подвергается высокочастотному нагреву с целью быстрейшего удаления влаги из клеевого слоя и корешковой зоны книжного блока в процессе дальнейшей его естественной сушки на ленточном транспортере и на поддонах или в фурах перед трехсторонней обрезкой.
36. Технология КБС с применением термоклея
В этом варианте КБС с фрезерованием корешка используется клей-расплав, в состав которого входят сополимер винилацетата и различные добавки, повышающие эластичность, липкость, снижающие интервал температур плавления и замедляющие процесс старения.. предпочтительнее использовать термоклеи с более низким интервалом рабочих температур, порядка 140-160°С, так как при больших его значениях не только увеличивается время затвердевания клеевого слоя, но и ускоряется процесс термической деструкции сополимера в готовой продукции.
При подготовке агрегата КБС к работе тщательно регулируются зазоры между зажимами цепного транспортера и резцами фрез, так как от этого зависит качество подготовки поверхности корешка. При первом фрезеровании сферезеровывается от 60 до 80% выступающей из зажимов части корешка. Эта величина зависит в основном от показателей, определяющих прочность бумаги блока на разрыв: от поверхностной плотности, объемной массы, степени проклейки и направления раскроя. При малой прочности бумаги на разрыв следует удалять 60-70% выступающей из зажимов части корешка, так как при большем значении этого показателя возможны крупные вырывы бумаги, которые невозможно будет удалить при последующей обработке корешка второй фрезой и абразивными материалами.
При скреплении блоков изданий, рассчитанных на интенсивное пользование, для повышения прочности КБС специальной фрезой выфрезеровываются узкие поперечные пазы по всей высоте корешка блоков. Ширину, высоту и шаг (расстояние между соседними пазами) устанавливают в соответствии со степенью проклейки и видом отделки бумаги, так как эти показатели определяют полноту смачивания и глубину проникания клея в поры бумаги. Ширина пазов может изменяться в пределах от 0,3 до 0,5 мм, глубина — от 0,5 до 1,0 мм, а шаг — от 4 до 8 мм.
Зазоры между фрезерованным корешком и двумя — четырьмя валиками двух клеемазальных аппаратов машин и агрега тов КБС устанавливаются в определенном порядке и на величину, оговариваемую инструкцией по эксплуатации оборудования. В большинстве машин по мере движения фрезерованного блока к секции крытья обложкой или приклейки корешкового материала зазор увеличивается от 0,1-0,5 до 0.5-1,5 мм, а излишки клея снимаются скребком или вращающейся щеткой и валиком противовращения. Увеличенные зазоры между клеевыми валиками и поверхностью корешка снижают динамическую нагрузку при контакте клея с бумагой и вероятность излишнего его проникания между листами блока.
Толщина клеевого слоя на корешке и расход термоклея регулируются установкой зазора между фрезерованной поверхностью корешка и валиком противовращения или скребком, снимающим излишки клея.
Величину зазора рекомендуется устанавливать в пределах 0,4-1,0 мм в зависимости от толщины блока Т0 и (при изготовлении изданий в обложке) от поверхностной плотности печатной и обложечной бумаги. При Тб<10 мм толщина клеевого слоя dк должна быть d к = (0,5 ± 0,1) мм; при Тб < 20 мм dK = (0,65±0,15) мм и при Тб > 20 мм d = (0.810.2) мм.
Варианты КБС с фрезерованием корешка.
Отличительной особенностью этого варианта является то, что после фрезерования на корешке делаются поперечные пропилы, в которые после приклейки марли этот корешковый материал вдавливается, соединяет листы блока нитями, повышая прочность скрепления листов в готовой книге.
Этот вариант КБС с фрезерованием корешка не получил широкого распространения по следующим причинам:
5) равномерному изгибу листов мешают несрезанные верхние фальцы тетрадей блока;
6) расстояние от зажимов транспортера до поверхности клеенаносящих роликов неодинаково,
7) тетради и листы блока, ориентированные в сторону вершины конуса, могут отклоняться при ничтожных нагрузках со стороны толстого слоя концентрированного высоковязкого клея;
8) листы каждой тетради, соприкасающиеся кромками с поверхностью конического ролика, от верхнего к переднему краю блока также распускаются веерообразно.






