Автоматизированная система контроля и учета электроэнергии на предприятии
Доля потребленных энергоресурсов в себестоимости продукции любого производственного предприятия значительна. В связи с этим возрастает роль автоматизированных систем контроля и учета энергии (АСКУЭ), которые позволяют проанализировать потребление энергии и найти пути ее экономии.
Автоматизированная система учета электроэнергии на предпри-ятии, как правило, является многоуровневой.
Первый, или нижний уровень системы учета образуют цифровые многофункциональные электронные счетчики электроэнергии совме-стно с измерительными трансформаторами, их первичными цепями и соединительными линиями.
Второй, или промежуточный уровень системы учета образуют специализированные устройства сбора и передачи данных (УСПД). УСПД обеспечивают круглосуточный, автоматический, с программи-руемой дискретностью опроса, дистанционный сбор данных со счет-чиков, подключенных к этим средствам через цифровые интерфейсы по проводным каналам связи.
Третий, или верхний уровень системы для учета электроэнергии образуют персональный компьютер (ПК) и программное обеспечение.
Для технической реализации таких систем учета используется УСПД сумматор СЭМ-2.01, обеспечивающий прием информации со счетчиков различных типов по цифровому интерфейсу RS485.
Алгоритм работы УСПД СЭМ-2.01 основывается на опросе 30-минутных профилей энергии, сохраненных в памяти счетчиков ниж-него уровня системы, и позволяет восстанавливать информацию со счетчиков при нарушении питания или связи.
Важнейшей характеристикой системы является поддержание точ-ного времени всех ее элементов: счетчиков, УСПД и ПК. Сумматор автоматически корректирует время и дату счетчиков, а при возникно-вении ситуации, когда это невозможно, сигнализирует в ПК об ава-рийной ситуации. Программное обеспечение верхнего уровня имеет возможность контроля синхронизации времени всей системы.
На рис. 4.11 приведена типовая структурная схема автоматизированной системы учета, состоящая из трех уровней. Верхний уровень
— это АРМ энергетика и прочие ПК, соединенные с помощью ком-пьютерной сети Ethernet. АРМ энергетика постоянно осуществляет
сбор данных с двух УСПД СЭМ-2.01, которые каждые 3 минуты сни-мают информацию с 37 счетчиков «Меркурий-230» с профилями на-грузки

На всех ПК системы установлено программное обеспечение предназначенное для сбора на ПК информации о потреблении электроэнергии или других видов учитываемых энер-горесурсов, изучения динамики их потребления, анализа данных, на-пример, мощности, потребляемой предприятием в течение суток, энергии, потребляемой предприятием в течение месяца. На базе этих сведений формируется отчет о потреблении электроэнергии за месяц по подразделениям предприятия.
АСКУЭ «Меркурий-энергоучет»
«Меркурий PLC» — это АСКУЭ(автоматизированная система контроля и учета энергии)) ориентированная на применение в промышленных и офисных зданиях предприятия. Эта система сбора данных с абонентских устройств учёта потреблённой электроэнергии предназначена для организации автоматизированного сбора данных о потреблении электроэнергии одно- и трёхфазными абонентами рас-пределительной электросети переменного тока 220/380В 50Гц.
Отличительной особенностью системы от множества других яв-ляется то, что контроль за потреблением электроэнергии осуществля-ется по силовой сети 220 В. Обеспечивая функциональность АСКУЭ, построенных на базе счётчиков с проводными цифровыми интерфей-сами RS-485 или подобными, система «Меркурий PLC», за счёт от-сутствия объединяющего интерфейсного кабеля резко удешевляет стоимость монтажных работ и последующую эксплуатацию системы, увеличивает надежность функционирования.
Оборудование системы состоит из концентратора данных «Мер-курий 225», который является основным узлом системы и множество (в любых сочетаниях) одно- и трёхфазных счётчиков типов «Мерку-рий-200, 201, 201, 230, 231» со встроенными PLC-модемами (рис. 4.12).
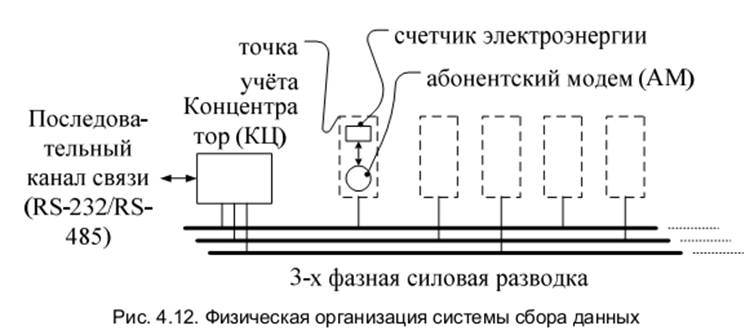
Концентратор устанавливается в любом подходящем месте трёх-фазной сети, например, в электрощитовой промышленного и/или офисного здания, а чаще на трансформаторной подстанции и подклю-чаются ко всем трём фазам. Основные его функции — обеспечить синхронизацию передачи данных счётчиками и собрать информацию об энергопотреблении с её последующем сохранением в собственной энергонезависимой памяти. Кроме этого он осуществляет раздачу сигналов точного времени и изменяет режимы работы счётчиков. Концентратор оснащён последовательными интерфейсами RS-485 и RS-232 через которые подключаются дополнительные контроллеры и устройства передачи информации на компьютер центрального дис-петчерского пункта. Это могут быть GSM-шлюзы, радиомодемы, адаптеры сети Ethernet. Возможен съём накопленной информации на переносной компьютер оператора непосредственно на месте установ-ки концентратора.
В основу обмена информацией в системе положен принцип пере-дачи данных с использованием всех известных видов разделения сиг-налов — временного, частотного и кодового. Обмен данными между счётчиками и концентратором происходит с помощью широкополос-ных сигналов с различной модуляцией. Все данные в системе переда-ются строго периодическими пакетами по 64 бита, и в случае сильных помех концентратор может накапливать сигнал для повышения рабо-чего соотношения сигнал/шум.
Система сбора данных работает следующим образом. Концентра-тор периодически (раз в несколько секунд) излучает синхросигнал длительностью 2,5 сек, принимаемый всеми подчинёнными узлами системы, которые интерпретируют факт приёма синхросигнала как команду на передачу одного бита своих данных. При этом узел № 1 передаёт свой бит сразу после окончания сигнала синхронизации, узел №2- с задержкой на 10 мс. Узел №3 с задержкой на 20 мс и т.д.
Сегмент сети обслуживаемый одним концентратором может включать до 1008 точек учёта. Периодичность передачи данных об энергопотреблении зависит от количества подчинённых узлов и со-ставляет от 3 минут (при 16-ти счётчиках) и до 14 минут (при 1000). Расстояние устойчивого приема от крайнего счетчика до концентра-тора не менее 500 метров при любом состоянии силовой сети и не за-висит от времени суток. При хорошем состоянии связь обеспечивает-ся на расстоянии в 1000 и более метров.
Технические средства АСУ
Это компьютеры и контроллеры с разными архитектурами, работающие по следующим принципам:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованиемстандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения
Общие подходы
При оценке возможности использования SCADA-системы необходимо учитывать:
‑объем данных (производительность, поддержка стандартных сетевых протоколов и форматов данных);
‑ удобство в работе (стандартизация пользовательского интерфейса, наличие и удобство языка описания данных и процессов);
‑описание пакета и эксплуатационных инструкций на русском языке;
‑уровень технической поддержки (с учетом доступности);
‑надежность (отсутствие рекламаций);
·‑число инсталляций за рубежом и в СНГ (особенно применимость в промышленных АСУ);
‑цена программного продукта.
Эксплуатационные показатели
Характеризуют скорость освоения продукта и разработки прикладных систем (что в конечном итоге, очень отражается на стоимости составляющих системы управления):
‑ качество документации SCADA-системы: полнота, ясность и наглядность описания первичных документов; русификация и ее качество (экраны, подсказки, справочная система, всевозможные обозначения и т. д.).
‑ доступность диалога: наглядность представления необходимой информации на экране, удобство использования справочной системы, информативность оперативных подсказок и т. д.;
‑ уровень сопровождения системы при ее эксплуатации: возможность внесения изменений в базу данных, коррекции мнемосхем без остановки системы, полнота средств диагностики системы при сбоях и отказах, возможность наращивания разнообразных функций системы, трудоемкость при инсталляции системы и т. д. Сюда можно отнести и доставку необходимой информации на верхний уровень управления;
‑ наличие и качество поддержки SCADA-системы: услуги организации-разработчика, обслуживание (в т. ч. консультации, которые необходимо проводить не только с программистами-разработчиками по месту создания системы, но иногда по месту внедрения на объекте), обучение специалистов, условия обновления версий.
Экономические показатели
Выражаются в стоимости следующих составляющих:
‑аппаратной платформы;
‑системы (средства разработки и среда исполнения);
‑разработки системы;
‑освоения системы (обучение пользователей);
‑сопровождения (консультации, смены версий продукта, прочиеуслуги);
‑окупаемости.
Технические показатели
‑Программно-аппаратные платформы, на которых реализует-ся SCADA-система
‑Средства сетевой поддержки.
‑Поддерживаемые базы данных
‑Встроенные командные языки.
‑Открытость систем.
‑Реальное время
‑OPC. используемымдля связи с внешним миром
Технические средства АСУ
Основу технического обеспечения автоматизированных систем составляют компьютеры, являющиеся ядром любой информационной системы.
В настоящее время существует следующая классификация архитектур компьютеров:
— архитектура с одиночным потоком команд и одиночным потоком данных (SISD) центральный процессор работает с парами «атрибут-значение». Атрибут (метка) используется для локализации соответствующего значения в памяти, а одиночная команда, обрабатывающая содержимое накопителя (регистра) и значение, выдает результат. В каждой итерации из входного потока данных используется только одно значение;
— архитектура с одиночным потоком команд и множественным потоком данных (SIMD)состоит из одного контроллера, управляющего комплексом одинаковых процессоров (типы процессоров матричные, ассоциативные процессоры, процессорные ансамбли, конвейерные процессоры).
— архитектура с множественным потоком команд и одиночным потоком данных (MISD); отнесена единственная архитектура ‑‑ конвейер, но при условии, что каждый этап выполнения запроса является отдельной командой.
— архитектура с множественным потоком команд и множественным потоком данных (MIMD) относят следующие конфигурации: мультипроцессорные системы; системы с мультиобработкой; вычислительные системы из многих машин; вычислительные сети. Общим для данного класса является наличие ряда процессоров и мультиобработки. В отличие от параллельных матричных систем число процессоров невелико, а термин «мультиобработка» понимается в широком смысле для обозначения функционально распределенной обработки Базовым аппаратным средством уровня непосредственного цифрового управления является автономное программируемое устройство сбора и обработки информации — промышленный контроллер.
В отличие от персонального компьютера он рассчитан на решение ограниченного круга задач и должен обладать следующими основными свойствами:
1) работа в режиме реального времени, т.е. обеспечение высокой реактивности на запросы обслуживания со стороны объекта управления;
2) повышенные требования к надежности функционирования;
3) автоматический перезапуск в случае «зависания» программы;
4) конструкция, приспособленная для работы в цеховых («полевых») условиях (повышенные вибрации, электромагнитные помехи, запыленность, перепады температуры, иногда взрывоопасность);
5) возможность встраивания дополнительных блоков управляющей, регистрирующей, сопрягающей аппаратуры, что помимо специальных конструкторских решений обеспечивается использованием стандартных шин и увеличением числа плат расширения;
6) минимальное потребление энергии и рассеяние тепла в условиях ограниченной мощности источника питания и отсутствия элементов принудительной вентиляции и охлаждения
Основные требования к программному обеспечению для PLC:
— автономность;
— поддержка процессов сбора, анализа информации и управления, а также локальных баз данных в реальном времени;
— возможность дистанционного управления со стороны центрального диспетчерского пункта (станции);
— сетевая поддержка.
Программное обеспечение распределенной системы (компьютер-PLC) включает следующие основные компоненты:
— тестовое программное обеспечение;
— базовое программное обеспечение;
— прикладное технологическое программное обеспечение.
Тестовое программное обеспечение выполняет тестирование (отладку) отдельных PLC и системы в целом (включая тестирование и диагностику различных конфигураций) и содержит следующие компоненты:
— программы инициализации и конфигурирования, а также начальные тесты для PLC и сетевых адаптеров (внутреннее программное обеспечение, расположенное в ПЗУ);
— программы для тестирования PLC через линию связи с компьютером высшего уровня или специализированной наладочной аппаратурой;
— программы для тестирования, наладки и сбора статистики локальной сети распределенной системы;
— комплексное тестирование распределенной системы в целом;
— специализированное тестовое программное обеспечение для наладочных пультов, стендов, эмуляторов и т.д.
Отладка PLC выполняется с помощью компьютеров или специальных пультов, обеспечивающих доступ к памяти и портам PLC с целью отладки и оперативного ввода данных, уставок, управляющей информации. Отладчик позволяет перевести работу PLC в режим пошагового исполнения внутренних программ, эмулировать подачу внешних сигналов, отслеживать изменения состояний регистров и т.п.
Отчетов
· Показатели экономичности по оперативнорегулируемым параметрам
· Показатели эффективности работы узлов котла
· Контроль состояния конвективной шахты
· Показатели состояния поверхностей нагрева до и после ремонта
· Изменение экономичности котлоагрегата на оперативных интервалах
· Температурный режим металла котла
· Дополнительно выработанный ресурс металла поверхностей нагрева котла
· Отклонения параметров, влияющих на надежность энергоблока
· Пусковая ведомость
· Оценка качества пуска
· Показатели работы вахт
· Суточные ведомости
· Сменная ведомость
· Сведения о работе механизмов собственных нужд
· Сведения о состоянии автоматических регуляторов
· Усредненные параметры для расчета формы 3-тэк
· Ведомость параметров, контролируемых на достоверность
· Ведомость недостоверных параметров
· Отображение одного графика
· Отображение двух графиков
· Отображение до пяти графиков
Классификация производственных систем (предприятий) для АСУ
Существуют различные классификации производств.
1. Классификация производства по характеру производства. Де-лит на предприятия с дискретным, непрерывным и непрерывно-дискретным характером производства.
— непрерывные — продукция непрерывно вырабатывается при непрерывном подводе сырья и энергии;
— дискретные — периодическая повторяемость различных си-туаций с чередованием операций перемещения и преобразования. Ха-рактерный признак — большое число однородных изделий во време-ни;
— непрерывно-дискретные — в течение определённого (относи-тельно длительного) промежутка времени непрерывно вырабатывает-ся определённое количество продукта, периодически выгружаемого из аппарата. Характерно наличие циклов и сочетание непрерывного и дискретного процессов.
2. Классификация производства по типу основана на таких при-знаках, как состав номенклатуры, регулярность, стабильность и объем выпуска продукции. Существуют три типа производства: единичное, серийное, массовое.
— единичное производство —характерно: широкая номенклатура, нестабильность и нерегулярность выпуска, единичные экземпляры. В единичном производстве применяется универсальное, реже — спе-циализированное оборудование. Операции не закрепляются за рабо-чими местами. Основная форма организации процесса изготовления — последовательная: при которой партия изделий передается с одного рабочего места на другое;
— серийное производство — характерно: ограниченная номенк-латура, сравнительно большой выпуск периодически повторяющими-ся партиями. За одним рабочим местом закреплено несколько опера-ций. Оборудование специализированное, универсальное со специали-зированной оснасткой. Производственные участки организованы по предметному или технологическому принципу. Форма организации процесса изготовления — параллельная или параллельно-последовательная. При параллельной форме обработанная деталь или передаточная партия передается на следующее рабочее место сразу же по завершении данной операции, не дожидаясь изготовления всей партии. При параллельно-последовательной форме организации про-изводственного процесса обработка партии деталей на каждой опера-ции производится непрерывно с максимально возможной параллель-ностью на смежных операциях;
— массовое производство — характерно: узкая номенклатура, большой выпуск непрерывно в течение длительного времени. За од-ним рабочим местом нередко закрепляется одна операция. Оборудо-вание — специализированное, устанавливается по технологическому процессу. Форма организации производственного процесса — парал-лельная.
3. Классификация производства по связям предприятия с внешней средой. Здесь выделяются следующие типы производственных сис-тем:
— изготовление на склад означает, что конечная продукция изго-тавливается полностью и поступает на склад в ожидании заказов. В основе планирования — прогнозируемый спрос;
— сборка на заказ означает, что все компоненты изделий изго-тавливаются заранее и поступают на склад. В основе планирования производства компонент — прогнозируемый спрос на конечную про-дукцию или непосредственно на эти компоненты. При поступлении заказа на изделие определенной конфигурации выполняется оконча-тельная сборка. Исходными моментами для производства являются прогнозируемый спрос и заказы; — изготовление на заказ означает, что выполнена техническая подготовка производства, создан определенный запас материалов. Указанные действия могут быть выполнены полностью или частично, но в той степени, которая позволяет в случае необходимости завер-шить их, не нарушая установленных сроков выполнения заказов. При изготовлении на заказ часть работ выполняется на основе прогнози-руемого спроса, а часть — после получения заказа;
— конструирование на заказ означает, что техническая подготов-ка производства начинается только после получения заказа. В ряде случаев для предприятий со сложной продукцией данную классифи-кацию дополняют еще одним типом — проектирование на заказ.
4. Классификация производства по характеру самостоятельности подразделений:
— в централизованной системе управления наиболее полный набор функций управления реализуется на уровне предприятия.
— в децентрализованной системе полный набор функций управ-ления реализуется для структурных подразделений более глубокого уровня. Для объединения — это заводы, для завода — производства, цеха и т. д.
Для целей автоматизации используются типы моделей, наиболее полная классификация которых содержится в стандартах IDEF (Inte-grated Computer Automated Manufacturing DEFinition).
IDEF рассматривался как семейство методов и технологий для создания моделей сложных систем и проектирования компьютерных систем. Всего предполагалось создать 14 стандартов, в их числе: IDEF0 — моделирование функций; IDEF1 — информационное моделирование; IDEF1X — моделирование данных; IDEF2 — динамическое моделирование; IDEF3 — описание процессов; IDEF4—объектно-ориентированные методы проектирования;
IDEF8 — интерфейс пользователя; IDEF10 — техническое проектирование; IDEF14 — проектирование вычислительных сетей.






