Проектирование технологического процесса изготовления детали базируется на групповой технологии изготовления. Составим группу деталей обрабатываемых на станке данного типа размера (рис.2.22).
Создадим комплексную деталь и присвоим коды элементарным поверхностям (рис.2.22). Комплексная деталь – вертуальная деталь, объединяющая множество элементарных поверхностей деталей, входящих в группу. Каждая деталь, принадлежащая группе, и комплексная деталь описывается соответствующей матрицей контуров (рис.2.24, 2.25)

Рисунок 2.22. Группа деталей обрабатываемых на станке
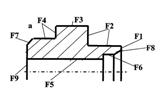
Рисунок 2.23. Комплексная деталь для группы
|
| F1
| F2
| F3
| F4
| F5
| F6
| F7
| F8
| F9
|
| a
| 1
| 1
| 1
| 1
| 1
| 1
| 1
| 1
| 1
|
| a1
| 1
| 1
| 1
| 1
| 1
| 0
| 1
| 1
| 1
|
| a2
| 1
| 1
| 1
| 1
| 1
| 1
| 1
| 0
| 1
|
| a3
| 1
| 0
| 1
| 0
| 1
| 0
| 0
| 0
| 1
|
| a4
| 1
| 1
| 1
| 0
| 1
| 0
| 0
| 0
| 1
|
Рисунок 2.24. Матрица состава контуров группы деталей
Установим множество переходов необходимых для обработки элементарных поверхностей комплексной детали.
 Объединим элементарные переходы в инструментальные и блочные. Это необходимо для минимизации времени обработки. Составим библиотеку переходов обработки комплексной детали, присвоим им коды и составим временную последовательность выполнения переходов в виде графа (рис.2.30).
Объединим элементарные переходы в инструментальные и блочные. Это необходимо для минимизации времени обработки. Составим библиотеку переходов обработки комплексной детали, присвоим им коды и составим временную последовательность выполнения переходов в виде графа (рис.2.30).
| Код
| Содержание элементарного перехода
|
| τ1
| Точить элементарную поверхность F3
|
| τ2
| Точить элементарную поверхность F2
|
| τ3
| Подать пруток в упор
|
| τ4
| Подрезать торец F1
|
| τ5
| Отрезать деталь F9
|
| τ6
| Сверлить элементарную поверхность F5
|
| τ7
| Расточит элементарную поверхность F6
|
Рисунок 2.28. Фрагмент библиотеки переходов обработки комплексной детали
Рисунок 2.30. Граф временной последовательности выполнения переходов
В соответствии с графом временной последовательности выполнения переходов составим матрицу вида nxn, n – число элементарных переходов в библиотеке. Для построения матрицы введем число «bij», которое принимает значение «1» или «0»: если есть путь из вершины «i» в «j»; если нет пути из вершины «i» в «j»,
Заполнение матрицы (рис.2.31) будем выполнять по строкам. То есть переход τ1 может быть выполнен после выполнения τ3, поэтому b 1,3 =1,
Берем за 1 переход τ3 и вычеркиваем строку τ3 и столбец τ3.
|
| τ1
| τ2
| τ3
| τ4
| τ5
| τ6
| τ7
|
| τ1
| 0
| 0
| 1
| 0
| 0
| 0
| 0
|
| τ2
| 1
| 0
| 1
| 0
| 0
| 0
| 0
|
| τ3
| 0
| 0
| 0
| 0
| 0
| 0
| 0
|
| τ4
| 0
| 0
| 1
| 0
| 0
| 0
| 0
|
| τ5
| 1
| 1
| 1
| 1
| 0
| 1
| 1
|
| τ6
| 0
| 0
| 1
| 0
| 0
| 0
| 0
|
| τ7
| 0
| 0
| 1
| 0
| 0
| 1
| 0
|
Рисунок 2.31. Матрица временной последовательности выполнения переходов
Получим новую матрицу из которой также вычеркнем нулевые строки и столбцы и получим матрицу
|
| τ2
| τ5
| τ7
|
| τ2
| 0
| 0
| 0
|
| τ5
| 1
| 0
| 1
|
| τ7
| 0
| 0
| 0
|
Рисунок 2.33. Новая матрица
Из этой матрицы видно, что на следующем шаге для обработки открыты τ2 и τ7 (строки заполнены «0»). Если эти переходы выполнены, то следует вычеркнуть строки и столбцы с номерами «τ2», «τ7» и получим новую матрицу После выполнения переходов «τ2» и «τ7» открыт переход «τ5».Т.О. мы получили временную последовательность переходов обработки комплексной детали формально.
Билет №27






