

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Топ:
Оснащения врачебно-сестринской бригады.
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Влияние шероховатости поверхности.Шероховатость поверхности - технологический концентратор напряжений, снижает прочностные характеристики металла независимо от вида напряженного состояния и температуры нагрева Влияние шероховатости поверхности на износостойкостьВ 80% случаев потеря служебных характеристик машин: точности, надежности, мощности, производительности и др. происходит вследствие износа трущихся поверхностей подвижных соединений детали. Износ протекает постоянно, начиная с момента работы соединения, но происходит неравномерно (рис. 4). Различают три периода: 1.Первичный износ (приработка) сопряженной пары характеризуется участком I; 2.Нормальный износ (эксплуатационный), протекающий пропорционально времени работы соединения (участок II) 3.Аварийный износ трущейся пары характеризуется участком III. Он наступает вследствие нарушения кинематических и гидродинамических условий работы соединения.
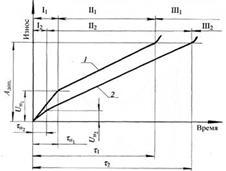



1 - с большими значениями шероховатости; 2-c меньшими значениями шероховатости. Из рис. 4 видно, что при меньшей исходной шероховатости (кривая 2), уменьшается величина начального износа и время приработки. Раньше начинается эксплуатационный (нормальный) износ, который протекает на участке II с такой же интенсивностью как и при большей шероховатости поверхности, сопрягаемой пары (кривая I). В итоге продолжительность сохранения допустимого эксплуатационного зазора - до аварийного износа, значительно возрастает. Для повышения износостойкости трущихся деталей путем уменьшения первичного износа целесообразно создавать поверхности скольжения, шероховатость которых соответствует шероховатости поверхностей приработанных деталей. На первичный износ сопряженных деталей влияют форма и высота микронеровностей. Зависимость износа от высоты неровностей показана на рис. Кривая 1 получена при сравнительно легких, а кривая 2 - в тяжелых условиях износа. Рис.. Зависимость износа от шероховатости поверхностей Из рис. видно, что минимальный износ получается не на самых гладких поверхностях, а при некоторых оптимальных значениях неровностей (точки О1 и О2). На очень чистых, зеркально гладких поверхностях смазка удерживается плохо, вследствие чего возникает сухое трение, которое сопровождается схватыванием сопряженных деталей и увеличением износа. Увеличение высоты неровностей по сравнению с оптимальным значением повышает износ, который протекает интенсивно даже при сравнительно небольших эксплуатационных нагрузках, так как при этом на вершинах выступов возникает высокое удельное давление, в результате чего происходит разрыв масляного клина и срезание микронеровностей Рис.. Характер протекания износа на первой стадии -в процессе приработки- увеличение посадки за счет износа; Q - нагрузка. Возникает сухое и полусухое трение. Процесс усугубляется: абразивным влиянием продуктов износа (срезанных вершин выступов);увеличением посадки - отклонением от расчетного значения, что приводит к более свободному выдавливанию смазки, а также появлению динамической нагрузки.Наиболее благоприятный характер микропрофиля, с точки зрения обеспечения минимальной величины износа, «плосковершинный», который образуется на поверхности при отделочных методах обработки: притирании, хонинговании, суперфинише, накатывании роликом и т.п. (рис. 7).Рис. 7. Вид микропрофиля обработанной поверхностиl - базовая длина; Fk1, Fk2 - фактическая площадь контакта соответственно после отделочной и лезвийной (абразивной) обработки В данном случае по сравнению с полученным после обработки лезвийным и абразивным инструментом: увеличивается площадь контакта - несущая поверхность, т.е. Fk1> Fk2уменьшается удельное давление у вершин выступов, а следовательно, и разрыв масляного клина происходит при более высоких эксплуатационных нагрузках.
|
|
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!