Приспособления к металлорежущим станкам.
Информационно-поисковая система по выбору.
Основные требования
Содержание
ВВЕДЕНИЕ
1. ТРЕБОВАНИЯ К ИНФОРМАЦИОННО-ПОИСКОВОЙ СИСТЕМЕ ПО ВЫБОРУ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Рис.1. Общая функциональная схема ИПС
Рис.2. Раскрытый граф ИПС
Рис.3. Схема прохождения основных информационных процессов в ИПС по выбору станочных приспособлений
Рис.4. Информационная карта системы поиска чертежей станочных приспособлений
Рис.5. Принципиальная схема работы ИПС, реализованной на счетно-перфорационной машине. (Пунктирными линиями отмечены области работ, выполненных в определенных подразделениях предприятия)
Рис.6. Схема двухступенчатого поиска аналога микрофиш через поисковое устройство
Рис.7. Схема прохождения заказов на проектирование и изготовление технологической оснастки
Рис.8. Схема построения (модель) информационно-поискового языка
2. ТРЕБОВАНИЯ К ФОРМИРОВАНИЮ ИНФОРМАЦИОННОГО МАССИВА ОСНАЩАЕМЫХ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
3. ТРЕБОВАНИЯ К ФОРМИРОВАНИЮ ИНФОРМАЦИОННОГО МАССИВА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис.9. Схема построения информации о детали станочного приспособления
Рис.10. Схема построения информации об универсальном наладочном (УНП) и специализированном наладочном приспособлении (СНП)
Рис.11. Схема построения информации о наладке или специальном приспособлении
4. ТРЕБОВАНИЯ К ФОРМИРОВАНИЮ ОПЕРАЦИЙ В ПАКЕТЫ ДЛЯ ОПРЕДЕЛЕНИЯ УРОВНЯ ЗАГРУЗКИ ОСНАСТКИ И ОРГАНИЗАЦИОННОЙ ФОРМЫ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
5. ТРЕБОВАНИЯ К ВЫБОРУ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Схема 1. Цикл оснащения операции неразборными универсальными и специализированными наладочными приспособлениями (УНП или СНП)
Схема 2. Цикл оснащения операции неразборным специальным приспособлением
Схема 3. Цикл оснащения операции приспособлениями всех видов, собранными из элементов УСП
Схема 4. Цикл оснащения операции приспособлениями всех видов, собранными из элементов СРП
ПРИЛОЖЕНИЕ (рекомендуемое). НОРМАТИВЫ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННЫХ ЦИКЛОВ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ТРУДОЕМКОСТЬ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
ПРИЛОЖЕНИЕ 3 (обязательное). КЛАССИФИКАТОРЫ ТЕХНИКО-ЭКОНОМИЧЕСКОЙ ИНФОРМАЦИИ (ТЭИ), ИСПОЛЬЗУЕМЫЕ В ФОРМАХ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
СПИСОК ЛИТЕРАТУРЫ
РД 50-533-85 РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Система стандартов технологической оснастки.
Приспособления к металлорежущим станкам.
Информационно-поисковая система по выбору.
Основные требования
ОКСТУ 0007 Дата введения 1986-01-01
УТВЕРЖДЕНЫ Постановлением Госстандарта СССР от 15 марта 1985 г. N 594, срок введения установлен с 01.01.86
Введены впервые
Методические указания разработаны в соответствии с заданием 7.01 ПКС "Переналаживаемая технологическая оснастка" N 131-1.16.82 на 1981-1985 гг. и устанавливают основные требования, обеспечивающие единство методического подхода к созданию информационно-поисковых систем (ИПС) по выбору станочных приспособлений.
Настоящие методические указания являются основополагающими для комплекса методических указаний на правила формирования информационного массива оснащаемых технологических операций, технологической оснастки в ИПС и требования к выбору оснащения технологических операций (РД 50-534-85 - РД 50-536-85).
Комплекс МУ дополняет требования ГОСТ 22771-71, ГОСТ 14.301-83, ГОСТ 14.305-73, ГОСТ 14.315-74, ГОСТ 14.407-75, ГОСТ 14.409-75, ГОСТ 14.411-77, ГОСТ 14.412-79 и ГОСТ 14.414-79 в части учета при построении ИПС специфических особенностей конструкции технологической оснастки и ее эксплуатационных характеристик.
Методические указания предназначены для работников служб ТПП, АСТПП и САПР, осуществляющих разработку и внедрение ИПС технологического назначения на предприятиях машино- и приборостроения, имеющих единичный и серийный тип производства.
Методические указания разработаны с целью обеспечения единства методического подхода к унификации работ по созданию ИПС.
В основу методических указаний положен опыт разработки и применения ИПС, функционирующих на ряде предприятий различных отраслей.
Введение
Выбор приспособлений для изготовления изделий является решающим фактором в процессе формирования парка оснастки многократного применения на предприятии и планирования эффективности его эксплуатации.
Внедрение стандартных методов выбора и проектирования приспособлений обеспечивает: поиск оптимальных вариантов станочных приспособлений; оснащение единичных операций оснасткой для серийного производства; сокращение воспроизводства оснастки за счет повышения ее загрузки; повышение производительности труда и интенсивности эксплуатации оборудования.
Организационные формы производства, связывающие каждую единицу оборудования, участок и цех в единое целое, диктуют необходимость учета при выборе приспособлений значительных объемов информации, которая выходит за рамки компетентности отдельного специалиста.
Информационно-поисковая система (ИПС), применяемая в качестве основного информационно-поискового звена и банка данных, а также как автономная обслуживающая система при технологическом проектировании, призвана обеспечивать высокую степень механизации и единство методов эффективной разработки и оснащения технологических процессов стандартными приспособлениями; улучшения планирования потребности в оснастке, современный учет и экономическую оценку уровня оснащения, а также осуществление комплексных работ по унификации и стандартизации станочных приспособлений в целом.
Информационно-поисковую систему по выбору станочных приспособлений следует рассматривать как средство автоматизации наиболее трудоемких процессов поиска, систематизации информации и выдачи решений в процессе проведения технологической подготовки производства к выпуску заданных изделий.
Основным назначением ИПС является сокращение многообразия конструкторских и технологических решений, применяемых на стадии ТПП серийного и единичного производства, путем заимствования и унификации.
Эффективность от применения ИПС образуется за счет оперативной выдачи решений, а также за счет осуществления мероприятий по их реализации, обеспечивающих:
- сокращение сроков и стоимости технологической подготовки производства и решения задач, связанных с определением потребности в оснастке, объемов ее проектирования и изготовления;
- сокращение воспроизводства оснастки за счет организации ее эксплуатации и повышения уровня загрузки;
- повышение производительности и интенсификацию эксплуатации оборудования совместно с оснасткой в основном и вспомогательном производствах.
1. Т ребования к информационно-поисковой системе по выбору станочных приспособлений
1.1. Информационно-поисковая система (ИПС) должна обеспечивать единство методов разработки и оснащения технологических процессов станочными приспособлениями, планирование потребности в оснастке, учет и экономическую оценку уровня оснащения, а также осуществление работ по унификации и стандартизации элементов технологических процессов изготовления изделий и станочных приспособлений в целом.
1.2. Разрабатываемая формируемая и выдаваемая ИПС информация должна удовлетворять запросам:
- технологов, разрабатывающих техпроцессы и определяющих задания на проектирование и использование стандартных приспособлений;
- сотрудников БПП и НОТ, планирующих подготовку производства и координирующих деятельность соответствующих служб предприятия;
- отделов стандартизации, ведущих учет применяемости стандартных деталей, узлов, приспособлений и видов станочных приспособлений в целом, а также занимающихся сокращением номенклатуры приспособлений, их унификацией и стандартизацией;
- работников ВТИ, обновляющих фонд стандартных конструкций;
- бюро нормирования ОТЗ, работающих и применяющих трудовые нормативы и т.д.
1.3. Создание ИПС и ее функционирование должно проводиться с учетом основных правил и норм, изложенных в РД 50-536-85.
1.4. Описание состава, структуры, технические характеристики системы, указания по ее внедрению и расчету экономической эффективности должны соответствовать изложенным в ТПР, "Автоматизированная информационно-поисковая система технологического назначения" (М., ВНИИНМАШ, 1981).
1.5. Обобщенный алгоритм решения задач заимствования и унификации должен обеспечивать четыре последовательно выполняемых этапа:
- постановка задачи и формирование запроса на поиск аналогов;
- целенаправленный поиск аналогов;
- систематизация выявленных аналогов;
- анализ выявленных аналогов и принятие решения об их заимствовании, унификации или указания о их создании.
1.6. Функционирование ИПС должно осуществляться как на основе сформулированных требований подготовки производства (задание на постановку изделий или изменения в действующем производственном процессе), так и на основе задания по поиску различных данных, заложенных в информационном массиве, и задания по внесению дополнительных данных.
Общая функциональная схема ИПС приведена на рис.1.
Формирование запроса 4 определяется:
. требованиями производства 1, заданиями на разработку технологического процесса, оснастки и т.п. 2. или изменениями в действующем процессе, оснастки и т.п. 3.
Рис.1. Общая функциональная схема ИПС
Устройство поиска 6, взаимодействуя с оперативной памятью 5, позволяет получить четыре разновидности решения запроса:
- однозначное решение 7 или прямую выдачу (в случае полного совпадения запроса с ответом система выдает адрес, по которому определяется искомый документ);
- многовариантную выдачу 8 (требует анализа полученных вариантов в соответствии с принятыми ограничениями для установления оптимального);
- косвенную выдачу 9 или частичный ответ (выдается адрес типового решения, являющегося базовым для последующей конструктивной доработки);
- отказ 10 выдается при отсутствии искомой информации (является основой для формирования заказа на новую конструктивную разработку).
На рис.2 приведены в виде графа варианты работы ИПС в своей активной и пассивной частях.

Рис.2. Раскрытый граф ИПС
При прямой выдаче активная часть работы состоит из получения исходного комплекса документов 7  и отбора документа однозначно отвечающего на заданный вопрос 7.
и отбора документа однозначно отвечающего на заданный вопрос 7.
Пассивная часть работы заключается в возврате несоответствующих запросу данных в хранилище 70.
При многовариантной выдаче происходит отделение исходного комплекса документов 7 , отбор документов, отвечающих заданным требованиям 8 и выбору наилучшего из них 8.
Пассивная часть работы содержит возврат в хранилище документов, как не соответствующих запросу, так и соответствующих, за исключением отобранных, рациональных 80 и 80.
При косвенной выдаче происходит выделение исходной информации 7 , отбор базовой конструкции 9, доработка в соответствии с установленным запросом 9.
Пассивная часть содержит возврат в хранилище исходной документации, кодирование доработанной конструкции и введение в хранилище 70 , 90 и 90.
При отказе 10 производится разработка новой конструкции 11 и введение закодированных данных в память системы 11.
1.7. В общем виде информационные процессы в ИПС должны соответствовать указанным на рис.3.

Рис.3. Схема прохождения основных информационных процессов в ИПС по выбору станочных приспособлений
1.8. Выбор станочных приспособлений для оснащения операций технологических процессов должен осуществляться на различных этапах технологической подготовки производства:
- определение перспективной номенклатуры и объемов приспособлений на стадии проектирования изделия;
- доукомплектование перспективной номенклатуры и объемов приспособлений на начальной стадии ТПП до разработки технологии с целью планирования работ по оснащению;
- определение рабочей номенклатуры и объемов приспособлений, на стадии проектирования и изготовления приспособлений.
На первом этапе устанавливается вероятностный объем подлежащих проектированию и изготовлению базовых переналаживаемых приспособлений, а также деталей и узлов специальных приспособлений, на втором - плановый объем приспособлений, на третьем - рабочий объем приспособлений.
1.9. Выбор конструкций приспособлений должен производиться с учетом возможности группирования операции в пакеты, обеспечивающие оптимальный уровень загрузки и интенсивность эксплуатации оборудования и закрепляемых за ним приспособлений вплоть до организации их беспрерывной работы.
1.10. Правильность выбора приспособления определяется оценкой соответствия его требованиям закрепляемого за ним пакета операции, а также технических характеристик оборудования, уровня загрузки, организации и интенсивности эксплуатации.
1.11. Исходными данными для выбора станочных приспособлений являются:
- массив типовых технологических операций на изготовление деталей изделий;
- технико-экономические характеристики станочных приспособлений;
- планово-экономическая информация о постановке и освоении выпуска изделий;
- сведения о мощности технологических служб и производственных подразделений;
- сведения о наличии оснастки и конструкторско-технологической документации на нее.
1.12. В общем виде ИПС должна обеспечивать решение следующих задач:
- организацию производственных процессов изготовления изделий в части формирования и выполнения пакетов операции, определяющих интенсивность эксплуатации приспособлений и оборудования;
- определение номенклатуры и количества конструкций приспособлений для оснащения устанавливаемых пакетов операций и отдельных негруппируемых операций;
- планирование объемов оснастки при разработке плана ТПП;
- решение других планов - экономических и технических задач, связанных с организацией проектирования, изготовления и эксплуатации станочных приспособлений на предприятии (закрепление оснастки за оборудованием, составление графиков оснащения и движения заготовок, планирование расцеховки изделий и др.).
1.13. При разработке ИПС необходимо учитывать, что станочные приспособления в зависимости от своего назначения, степени универсальности, метода сборки и др. имеют определенные эксплуатационные характеристики - требования к организации производственного процесса их проектирования, изготовления и эксплуатации.
1.14. Разработка ИПС по выбору приспособлений должна быть увязана с планированием и проведением мероприятий, решающих задачи:
- обеспечения заинтересованных служб предприятия необходимой нормативно-технической и методической документацией и средствами оргтехники;
- создания специальных служб или закрепление за имеющимися ответственности за проектирование, изготовление, внедрение, эксплуатацию, техническое обслуживание и ремонт переналаживаемой и обратимой (сборно-разборной) оснастки;
- организации применения рациональных методов проектирования приспособлений, обеспечивающих переход от разработки отдельных конструкций к созданию целевых комплексов для оснащения групп операций;
- организации специализированного производства оснастки в инструментальных цехах и в основном производстве на основе типовых и стандартных технологических процессов;
- введения аттестации оснастки и уровня оснащения технологии производства изделий;
- обеспечение требуемых сформированными пакетами операций правил расцеховки и соблюдения графиков движения обрабатываемых заготовок и приспособлений.
1.15. Число решаемых задач, глубина индексирования и организационная форма ИПС устанавливается с учетом:
- заданий по повышению гибкости производства и уровня механизации работ;
- степени готовности, определяемой:
-наличием и опытом применения переналаживаемой оснастки и документации на нее;
-наличием и опытом работы служб, ведающих созданием и учетом применения
переналаживаемой оснастки;
-уровнем технической оснащенности рабочих мест, определяемым наличием и
возможностью приобретения и применения вычислительной и сопутствующей ей
организационной техники в технологических службах.
Расчет экономической эффективности ИПС различных видов приводится в приложении.
1.16. При небольших объемах исходной информации для решения отдельных задач, связанных с выбором приспособления, а именно:
- нахождения и использования ранее спроектированного приспособления;
- заимствования схем компоновок и отдельных элементов приспособлений;
- оценки проектируемых приспособлений в сравнении с имеющимися аналогами и т.п.
- рекомендуется использовать ИПС с несложной оргтехникой.
1.17. Определение организационной формы ИПС рекомендуется производить с учетом анализа следующих факторов:
- объемом хранимой и вновь вводимой информации (зависит от сложности изготавливаемых изделий и масштаба производства);
- частоты обновления массива информации (зависит от устойчивости производства);
- числа запросов за анализируемые отрезки времени, числа потребителей, скорости приращения запросов и их сложности;
- глубины индексирования и методов поиска.
1.18. Простейшие системы базируются на использовании карт с краевой перфорацией.
Системы оборудуются селекторами, позволяющими осуществлять поиск прямым методом. Поисковая информация вводится в виде специальных спиц и при последующем встряхивании массива, содержащегося в селекторе, обеспечивается получение карт с искомой информацией, содержащей основные характеристики станочного приспособления вплоть до его микроизображения. Указанные системы эффективны при наличии массива в 1-3 тыс. документов. Средняя скорость поиска при этом составляет 1-1,5 мин.
На рис.4 изображен примерный макет карты с краевой перфорацией как носитель информации о станочном приспособлении.

Рис.4. Информационная карта системы поиска чертежей станочных приспособлений
При обороте массивов, содержащих более 3 тыс. документов, рекомендуется применять системы, построенные на применении суперпозиционных просветных карт, в сочетании с просмотровой техникой. Скорость поиска в такой системе при массиве свыше 10 тыс. документов составляет 10-15 мин. Схема работы системы приведена на рис.5.
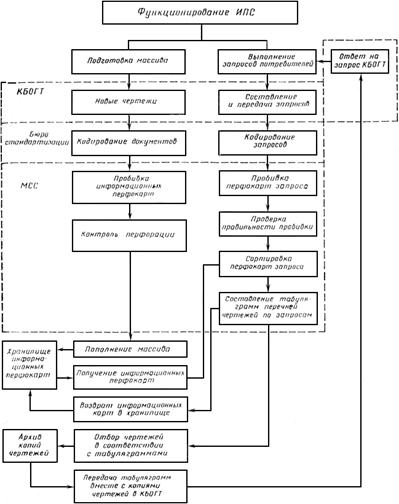
Рис.5. Принципиальная схема работы ИПС, реализованной на счетно-перфорационной машине. (Пунктирными линиями отмечены области работ, выполненных в определенных подразделениях предприятия)
1.19. Для решения задач, связанных с необходимостью оперативного получения искомых документов, рекомендуется использовать ИПС с видеотерминалами и печатающей оргтехникой, которая может работать как в полуавтоматическом, так и в автоматическом режимах. Типовая схема работы такой системы и схема прохождения заказов приведены на рис.6 и 7.
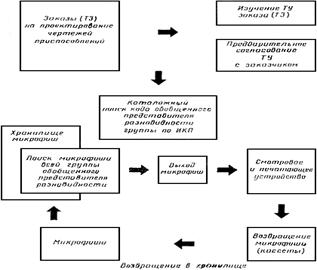
Рис.6. Схема двухступенчатого поиска аналога микрофиш через поисковое устройство
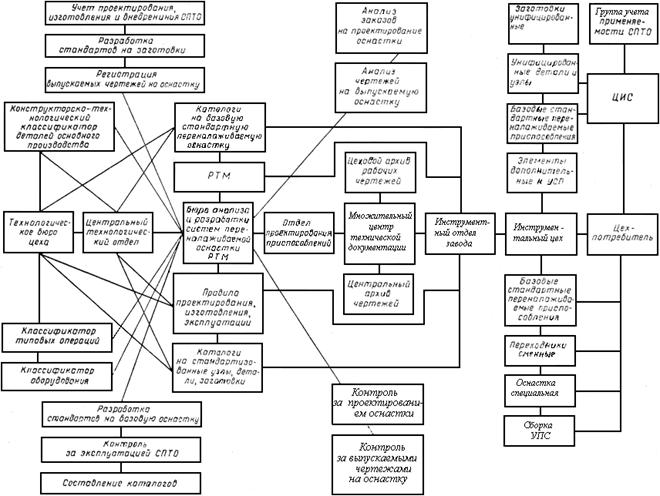
Рис.7. Схема прохождения заказов на проектирование и изготовление технологической оснастки
1.20. Создание системы информационного поиска должно проводиться в двух направлениях:
- создание, исходя из поставленных задач, информационно-поисковой системы принятой организационной формы;
- разработка и конкретизация носителей информации на основе единого метода кодирования.
1.21. Разработку и конкретизацию носителей информации рекомендуется производить с учетом основных требований, установленных в РД 50-534-85; РД 50-535-85.
Общая модель построения информационно-поискового языка системы приведена на рис.8.
1.22. Информационный массив, в зависимости от способа реализации системы, может формироваться на массивах перфокарт, перфолент, микрофиш, магнитных лент и просто на карточках при ручном способе обработки.
1.23. Номенклатура параметров, закладываемых при разработке в информационные массивы, должна соответствовать установленным для ИПС решаемым задачам.
Включаемые в информационный массив сведения должны подбираться преимущественно на основе данных об их применяемости. Объем информации, ее качество определяют скорость поиска, полноту и точность ответа.
1.24. В зависимости от решаемой задачи, организационной формы ИПС и способа реализации выделяемые ответы могут быть получены в виде закодированной или открытой текстовой распечатки, в виде адресов получения необходимой информации, а также в виде другой документации (чертежей, графиков, техпроцессов и т.п.).
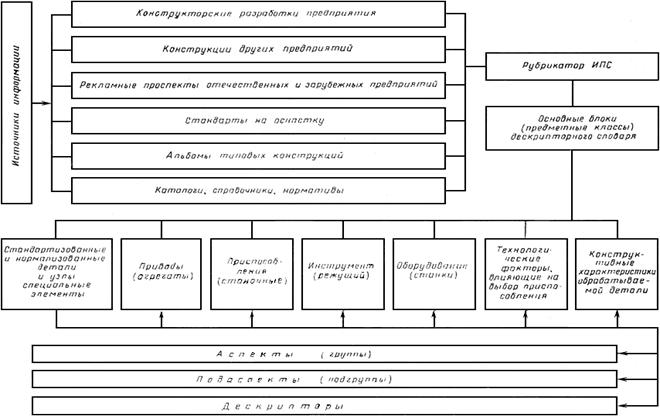
Рис.8. Схема построения (модель) информационно-поискового языка
Примечание. В РД 50-534-85 - РД 50-536-85 в качестве примера приведены правила формирования информационного массива оснащаемых технологических операций и технологической оснастки, а также требования к выбору оснащения технологических операций для:
- ИПС, предназначенных для заимствования и унификации станочных приспособлений из числа ранее спроектированных и внедренных в производство;
- ИПС, предназначенных для выбора на стадии проектирования типовых технологических процессов и по критерию экономической эффективности оптимальных объемов их оснащения станочными приспособлениями.
Требования к формированию информационного массива оснащаемых технологических операций
2.1. Для обеспечения достоверности и однозначности выбора станочных приспособлений, разработка технологических процессов изготовления изделий должна проводиться на основе использования унифицированного массива оснащаемых технологических операций.
2.2. Правила документального оформления и механизации процесса формирования и использования информационного массива оснащаемых технологических операций - с использованием основных требований РД 50-534-85 - РД 50-536-85.
2.3. Информация массива оснащаемых технологических операций (ОТО) должна в общем случае содержать:
- адресные конструкторские образцы типовых представителей деталей;
- параметрические ряды деталей, вошедших в объединение ОТО, увязанные с типоразмерным рядом оснастки, в которой они могут изготавливаться;
- типы постановки главных размеров (конструкторские базы), обеспечение которых при изготовлении деталей определяет выбор технологических баз;
- технологические базы и обрабатываемые с каждой из них поверхности, обеспечивающие заданные главные размеры (конструкторские базы);
- положения заготовки по ее основным элементам на оборудовании в процессе изготовления детали;
- типы и марки оборудования и инструмента для выполнения каждой из включенных в массив операции и т.д.
2.4. Полнота массива ОТО измеряется объемом информации об операциях, позволяющим описать изготовление основных поверхностей любой детали, относимой к данной группе, с заданной конструкторской базой.
2.5. Закладываемые в массив диапазоны основных габаритных размеров деталей должны обеспечивать группирование операций по их изготовлению на приспособлениях установленного типоразмерного ряда (см. пп.4.10 и 4.11 настоящих методических указаний).
2.6. Количество и разновидности технологических баз определяются с учетом обеспечения конструкторских баз, применяемых в деталях, относимых к данному ОТО.
2.7. Систематизируемые схемы базирования должны обеспечивать:
- правильность выбора поверхностей и точек приложения сил, создающих контакт;
- последовательность приложения зажимных сил при фиксации заготовки;
- требуемую точность относительных поворотов в процессе изготовления поверхностей, точность координирующих размеров и размеров поверхностей;
- соблюдение правила единства технологических баз;
- типизацию разновидностей конструкций оснастки.
2.8. Номенклатура и содержание операций, выполняемых на каждой из принятых технологических баз, должны обеспечивать изготовление элементов или деталей в установленных диапазонах размеров с принятой степенью точности из применяемых на предприятии (в отрасли) типовых видов заготовок.
2.9. Принятые (унифицированные) технологические базы, состав и содержание операций должны быть обязательными для применения в производстве и являются определяющими для конструкций оснастки.
2.10. Разрабатываемые вновь, повторяющиеся при разработке технологических процессов прогрессивные операции, технологические базы и другая нормативно-техническая информация должны вноситься в массивы ОТО в установленном на предприятии порядке.
Требования к формированию информационного массива технологической оснастки
3.1. Формирование сведений о наличии оснастки и конструкторско-технологической документации на нее должно обеспечивать качество получаемой информации при выборе, проектировании и изготовлении приспособлений.
3.2. Правила оформления информационного массива технологической оснастки - с использованием общих требований.
3.3. Информация о станочных приспособлениях, деталях и сборочных единицах, конструкторской и технологической документации составляется на основе анализа данных применяемости.
3.4. Состав информации должен обеспечивать выдачу рабочей документации или типовых решений разработки новых конструкций.
3.5. Формирование информации о наличии оснастки и конструкторско-технологической документации на нее осуществляется по двум направлениям:
- классификация приспособлений по видам, групповым и подгрупповым разновидностям совместно с данными о технологических процессах их изготовления;
- классификация деталей и сборочных единиц приспособлений по видам их функционального назначения совместно с данными о технологических процессах их изготовления.
3.6. Разработка информации о наличии оснастки и конструкторско-технологической документации на нее подразделяется на:
- создание сведений о базовых видовых группах деталей, сборочных единиц и приспособлений на основе их технико-эксплуатационной характеристики,
- создание в каждой группе сведений о подгруппах деталей, сборочных единиц и приспособлений по их функциональному назначению.
3.7. Степень детализации конструктивных и функциональных характеристик должна соответствовать глубине индексирования и методам поиска.
3.8. Исходя из установленных ГОСТ 14.305-73 систем оснастки, сведения о применяемых станочных приспособлениях и составляющих их деталях и сборочных единицах рекомендуется классифицировать по схеме, приведенной в табл.1.
Таблица 1 - Общая схема классификации базовых основ станочных приспособлений

3.9. Детали и сборочные единицы станочных приспособлений в зависимости от их принадлежности к системам классифицируются по группам следующего функционального назначения:
- базовые, корпусные, установочные, направляющие, зажимные, крепежные, приводные, вспомогательные, арматура, элементы блокировки и управления.
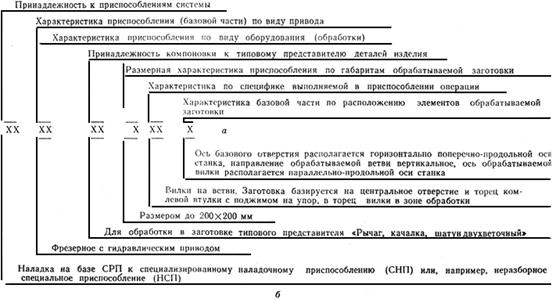
Дальнейшая детализация по функциональным признакам производится по типовой схеме, представленной на рис.9.

а - характеристика кодируемой информации;
б - содержание кодируемой информации
Рис.9. Схема построения информации о детали станочного приспособления
3.10. При систематизации специальных приспособлений и наладок основными базовыми признаками - носителями информации, являются сведения, характеризующие специфику оснащаемой операции.
Типовая схема такой систематизации приведена на рис.10.

а - характеристика кодируемой информации;
б - содержание кодируемой информации (пример)
Рис.10. Схема построения информации об универсальном наладочном (УНП)
и специализированном наладочном приспособлении (СНП):
3.11. При систематизации базовых переналаживаемых приспособлений такими признаками являются сведения об их назначении по степени универсальности, специализации.
Например, специализированные наладочные приспособления подразделяются на:
СНП для фрезерования проушин в деталях типа "Рычаг";
СНП для сверления отверстий в деталях типа "Фланец" и т.д.
Типовая схема такой систематизации приведена на рис.11.
а - характеристика кодируемой информации;
б - содержание кодируемой информации (пример)
Рис.11. Схема построения информации о наладке или специальном приспособлении:
3.12. Для решения задач, связанных с разработкой графиков проектирования, изготовления, технического обслуживания и ремонта оснастки, в информационный массив необходимо вводить сведения о трудоемкости соответствующих видов работ по каждому из заносимых туда представителей. В качестве типовых источников рекомендуется использовать:
- таблицу средней стоимости изготовления станочных приспособлений и справочные данные для определения затрат на оснащение операций станочными приспособлениями (МУ "ЕСТПП. Выбор и рациональное применение систем станочных приспособлений". - М.: Издательство стандартов, 1979);
- нормативы длительности производственных циклов изготовления технологической оснастки (приложение 1);
- трудоемкость технического обслуживания и ремонта (приложение 2).
3.13. Для упорядочения работ по проектированию и унификации, а также для упорядочения функционирования служб предприятия, влияющих на качество, достоверность и эффективность информации о приспособлениях и составляющих их деталях и сборочных единицах, необходимо осуществление ряда дополнительных мероприятий и в том числе введение в действие соответствующих стандартов и в том числе:
а) правила организации разработки, изготовления и эксплуатации станочных приспособлений;
б) правила конструирования основных элементов базовых поверхностей переналаживаемых и сборно-разборных станочных приспособлений (УБП, УНП и СНП) со стандартными параметрами и в том числе:
-серии станочных приспособлений;
- базы и их элементы;
- нормы точности;
- общие технические требования по ГОСТ 22129-76;
в) для универсально-сборных приспособлений (УСП) - по ГОСТ 31.111.41-83* и ГОСТ 31.111.42-83; (* На территории Российской Федерации действует ГОСТ 31.111.41-93. - Примечание изготовителя базы данных.)
г) организация технического надзора за эксплуатацией станочных приспособлений и в том числе:
- состав и оформление технической документации при проверке приспособлений;
- основные задачи подразделений предприятия при проверке приспособлений;
- основные положения по организации системы планово-предупредительных работ;
д) общие требования безопасности и производственной санитарии при эксплуатации станочных приспособлений по ГОСТ 12.2.029-77*.(* На территории Российской Федерации действует ГОСТ 12.2.029-88. - Примечание изготовителя базы данных.)
3.14. В случае возможности машинного обсчета экономической эффективности от внедрения комплекса мероприятий, включающих ИПС по выбору, технологическую оснастку различных видов, организацию работы соответствующих служб и цехов предприятия и т.д., рекомендуется использовать методику "ЕСТПП. Выбор и рациональное применение систем станочных приспособлений". - М.: Издательство стандартов, 1979.
4. Требования к формированию операций в пакеты для определения уровня загрузки оснастки и организационной формы производственного процесса
4.1. Формирование в пакеты рекомендуется осуществлять на основе систематизации имеющихся в массиве операций по значениям оценочных коэффициентов. Под пакетом операций понимается совокупность отобранных по однородным признакам операций по изготовлению одного или нескольких изделий, выполняемая на единице оборудования в одном приспособлении.
4.2. Возможность группирования операций в пакеты на условные приспособления определяется коэффициентом сложности технологической схемы базирования изготовляемой детали - 
4.3. Коэффициент :
- запрещает включение операций в группируемый на приспособление пакет при определенной величине непроизводительных затрат, т.е. при
 , (1)
, (1)
где  - себестоимость изготовления приспособлений НСП;
- себестоимость изготовления приспособлений НСП;
 - себестоимость изготовления наладки на наладочное приспособление, руб.;
- себестоимость изготовления наладки на наладочное приспособление, руб.;
 - стоимость установки наладки на базовом приспособлении, руб.;
- стоимость установки наладки на базовом приспособлении, руб.;
- запрещает оснащение операций приспособлениями вообще, за исключением крепежных наборов; при простейших схемах технологического базирования, обеспечивающих закрепление обрабатываемых деталей непосредственно на оборудовании.
Значения коэффициента допускается определять экспертным путем, устанавливая:
- запрещающее группирование операций на переналаживаемые приспособления из-за сложности базирования;
- разрешающее группирование;
- запрещающее оснащение операции приспособлением.
4.4. Количество операций в пакете, а также возможность включения операции в пакет определяется коэффициентом суммарной загрузки приспособления операциями,  (см. п.5.5).
(см. п.5.5).
4.5. Коэффициент суммарной загрузки устанавливает предельное количество операций в пакете при условии  0,8.
0,8.
4.6. Коэффициент загрузки приспособления операцией  (см. п.5.6) запрещает включение операции в группируемой на приспособление пакет при условии
(см. п.5.6) запрещает включение операции в группируемой на приспособление пакет при условии  0,8.
0,8.
4.7. Коэффициент весомости организационных форм производства  устанавливает выбор характеристики формируемых пакетов по виду организационной формы их реализации в производстве (на приспособлении, оборудовании).
устанавливает выбор характеристики формируемых пакетов по виду организационной формы их реализации в производстве (на приспособлении, оборудовании).
Значение коэффициента определяется методом экспертной оценки при условии обеспечения предпочтительности организационных форм производства в последовательности:
- многономенклатурная (включая групповой метод) обработка;
- специализированная обработка (по типу детали);
- специальная обработка.
4.8. Для упрощения расчетной части рекомендуется применять таблицы укрупненных или экспертных показателей и соответствующих им величин оценочных коэффициентов.
4.9. По результатам группирования операций в пакеты устанавливаются:
- организационная форма производства по участкам и каждой единице оборудования;
- расцеховка и маршрут движения заготовок;
- объемы специализированного и многоном






