Шаг чистовых и калибрующих зубьев одинаков.
t чист. = t кал.. (15)
Определение параметров канавки зубьев
По окончательно принятым значениям шагов определяют остальные размеры стружечной канавки: длину спинки зуба q, радиусы закругления спинки зуба R и дна канавки r (приложение А, таблица А.3).
Определение количества одновременно работающих черновых и чистовых зубьев
Количество одновременно работающих черновых zi черн . и чистовых zi чист . зубьев определяется по формуле
 , (16)
, (16)
 . (17)
. (17)
Внимание: Полученную величину zi округляют до ближайшего целого в меньшую сторону.
Определение передних и задних углов
Передний угол выбирают в зависимости от обрабатываемого материала и принимают по таблицам, составленным на основании исследований и производственного опыта (приложение А, таблица А.5):
- γ черн .– для черновых зубьев;
- γ пер – для переходных зубьев;
- γ чист. – для чистовых зубьев;
- γ кал . – для калибрующих зубьев;
- γ 1 – угол дополнительной заточки на чистовых и калибрующих зубьях протяжек, обеспечивающих точность 7 квалитета:
– для чугуна, бронзы, латуни: γ 1 = -5°– -10° (рисунок 10в);
– для стали, алюминия, меди, баббита: γ 1 = 5°(рисунок 10б).
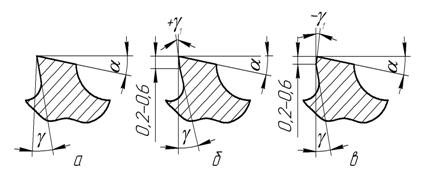
Рисунок 10 – Передние и задние углы
На чистовых и калибрующих зубьях, не обеспечивающих точность 7 квалитета, а также черновых и переходных зубьях, угол дополнительной заточки γ 1 отсутствует и профиль зуба соответствует рисунку 10а.
При этом передний угол одинаков:
– на чистовых и калибрующих зубьях
γ чист. = γ кал . ; (18)
– на черновых и переходных зубьях
γ черн. = γ пер .. (19)
Задний угол протяжки имеет обычно небольшую величину, для сохранения поперечных размеров зубьев при переточках по передней поверхности в течении возможно большого времени. Рекомендуемые значения задних углов:
– для черновых и переходных зубьев (задний угол на переходных и черновых зубьях одинаков): α черн. = α пер. = 3°– 4°;
– для чистовых зубьев: α чист. = 2° – 3°;
– для калибрующих зубьев: α кал. = 0° 30' – 1°.
Определение поперечных размеров зубьев круглой части
Профиль круглых зубьев, работающих по одинарной схеме резания, приведен на рисунке 11а.
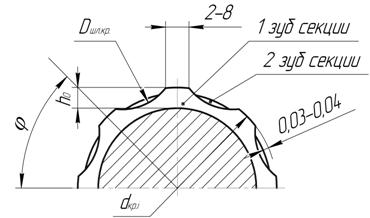
На рисунке 11б показан профиль круглых зубьев, работающих по групповой схеме резания (приведен пример схемы переменного резания с выкружками, в секции два зуба). Диаметр круга D кр для шлифования выкружек (выбирается из нормального ряда диаметров: 80, 100, 125, 160 мм). Угловой шаг j =36°; 40°; 45°.
| 
|
| а
| б
|
Рисунок 11 – Профиль круглых зубьев
Определение диаметра первого режущего круглого зуба
Диаметр первого режущего круглого зуба d кр.1 определяется по формуле
 . (20)
. (20)
Первый режущий круглый зуб является первым черновым круглым зубом.
Определение диаметра последнего режущего круглого зуба
Диаметр последнего режущего круглого зуба d кр.п ., мм определяется по формуле
 . (21)
. (21)
где dmax – максимальный внутренний диаметр шлицевого отверстия (формула (4)), мм.
Последний режущий круглый зуб является последним чистовым круглым зубом.





