Дзержинский индустриально-коммерческий техникум
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА
В УЧЕБНОЙ СЛЕСАРНОЙ МАСТЕРСКОЙ
Учебное пособие
Для специальности:
190631 «Техническое обслуживание и ремонт автомобильного транспорта»,
Дзержинск
2017
Составитель:
Володькин С.А., преподаватель
Рецензенты:
В пособии приведены инструкционно-технологические карты, применяемые при изучении приемов пользования инструментами, а также технологических операций слесарного дела.
Пособие предназначено для преподавателей и студентов начального и среднего профессионального образования по специальностям: 190631 «Техническое обслуживание и ремонт автомобильного транспорта», 270835 «Строительство железных дорог, путь и путевое хозяйство», 190631.01 «Автомеханик», 190632.01 «Машинист локомотива», 190709.02 «Сварщик», - и может быть использовано также при выполнении курсового и дипломного проектирования.
Содержание
|
|
| Стр.
|
|
| Введение
| 4
|
|
| Памятка обучающемуся
| 6
|
|
| Инструкционно-технологические карты
|
|
|
| №1 Пользование разметочным инструментом
| 8
|
|
| № 2 Пользование измерительным инструментом
| 12
|
|
| № 3 Разметка плоских поверхностей
| 16
|
|
| № 4 Разметка плоских поверхностей
| 21
|
|
| № 5 Рубка металла
| 25
|
|
| № 6 Рубка металла
| 28
|
|
| № 7 Правка металла
| 34
|
|
| № 8 Гибка металла
| 38
|
|
| № 9 Резание металла ножовкой и труборезом
| 41
|
|
| № 10 Резание металла ножницами
| 46
|
|
| № 11 Опиливание
| 49
|
|
| № 12 Опиливание плоских поверхностей
| 51
|
|
| № 13 Опиливание сопряженных плоских поверхностей
| 54
|
|
| № 14 Опиливание криволинейных поверхностей
| 55
|
|
| № 15 Сверление
| 57
|
|
| № 16 Зенкование, зенкерование и развертывание отверстий
| 60
|
|
| № 17 Нарезание наружной резьбы
| 63
|
|
| № 18 Нарезание внутренней резьбы
| 67
|
|
| № 19 Шабрение плоских поверхностей
| 69
|
|
| № 20 Распиливание и припасовка
| 73
|
|
| № 21 Притирка
| 77
|
|
| № 22 Клепка
| 80
|
|
| № 23 Паяние мягкими припоями и лужение
| 83
|
Введение
В разных образовательных концепциях имеется широкий спектр представлений о том, насколько сопрягаются получаемые знания и реальная жизнь. Между тем до недавнего времени в самых смелых реализациях этих концепций технологизация знаний предъявляла себя, как правило, в отчужденных формах и доходила лишь до ручного труда, лабораторных практик, простейших операций рабочих профессий.
НПО – практикоориентированное обучение, качество профессиональной подготовки зависит от уроков производственного обучения. Одним из важных средств совершенствования производственного обучения является применение документации письменного инструктирования — инструкционных карт для изучения трудовых операций и технологических карт для выполнения работ комплексного характера.
Руководство содержит инструкционно-технологические карты для проведения упражнений по выполнению приемов основных общеслесарных операций. Инструкционно-технологические карты составлены применительно к учебным программам производственного обучения слесарей в средних профессиональных учебных заведениях, они могут быть использованы также и при обучении обучающихся другим профессиям, программы производственного обучения которых включают изучение общеслесарных операций.
Карты содержат инструктивные указания о последовательности и правилах выполнения основных приемов общеслесарных операций, рисунки приемов, а также указания по проверке качества их выполнения.
В картах раскрыты в основном все приемы выполнения общеслесарных операций, предусмотренные программой.
Учебный материал тем или подтем программы, охватываемый картой, разделен на упражнения, представляющие самостоятельные части операции. Упражнения разделены на приемы, расположенные в типовой технологической последовательности их выполнения. По наиболее трудоемким и сложным операциям даны технические требования, способы контроля и правила безопасности труда. Таким образом, каждая карта дает обучющемуся практические рекомендации, что делать и как делать.
Приемы пользования разметочным и измерительным инструментом как общие для многих операций раскрыты в отдельных картах. Указания о выполнении этих приемов в другие карты не включаются.
В отличие от ранее изданных пособий по обучению общеслесарным операциям, рассчитанных на мастеров производственного обучения, данные карты содержат необходимые инструктивные указания только о последовательности и правилах выполнения приемов и предназначены для обучающихся начального профессионального обучения, а также для молодых рабочих, обучающихся непосредственно на производстве.
Карты являются документом письменного инструктирования и используются обучающимися на рабочем месте в процессе выполнения учебно-производственных работ. Если у обучающихся возникают затруднения при выполнении приема, они самостоятельно обращаются к соответствующим разделам инструктивных указаний, помещенных в картах, и без дополнительных разъяснений мастера продолжают работу. Карты повышают уровень самостоятельности обучающихся, приучают их пользоваться инструкционно-технической документацией.
Инструкционные карты могут быть также использованы мастерами производственного обучения при проведении вводного инструктажа. Для этого карты необходимо изготовить на листах бумаги размером 600X800 или 800X 1000 мм и пользоваться ими как пособиями при объяснении и показе приемов.
Карты для проведения упражнений по пользованию измерительным и разметочным инструментом, а также карты для проведения тренировочных упражнений по управлению сверлильным станком и его наладке могут быть применены в качестве постоянных инструкционных документов в учебной мастерской. Для этого их необходимо изготовить в крупном масштабе и вывесить у разметочной плиты и у сверлильных станков.
Рекомендованные в руководстве объекты работ, инструменты, приспособления являются примерными. В зависимости от конкретных условий мастер может заменять их. В руководстве не приводятся конкретные данные по выбору режимов при сверлении (определенные скорость и подача), по подбору сверл при нарезании резьбы в отверстиях и т. п. Эти данные определяются по таблицам, которые постоянно находятся в мастерской колледжа.
ПАМЯТКА
I. До начала работы
1. Проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе.
2. Ознакомиться с инструкционно-технологической картой, чертежом и техническими требованиями к предстоящей работе.
3. Проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе, получить недостающее.
4. Отрегулировать высоту тисков по своему росту так, чтобы выпрямленные пальцы левой руки, согнутой в локте и поставленной на губки тисков, касались подбородка.
5. Расположить на верстаке инструменты, заготовки, материалы, приспособления, необходимые для начала работы. При этом руководствоваться следующими правилами:
а) то, что берется правой рукой — располагать справа;
б) то, что берется левой рукой — располагать слева;
в) то, что берется двумя руками — располагать перед собой;
г) то, чем пользуются чаще — располагать ближе;
д) то, чем пользуются реже — располагать дальше;
е) контрольно-измерительный инструмент располагать на полочках или в футлярах;
ж) рабочий инструмент располагать на специальных планшетах.
II. Во время работы
1. На верстатке должен находиться только тот инструмент и приспособления, которыми пользуются в данное время. Все остальное должно быть убрано в ящики верстака.
2. Использовав тот или иной инструмент, следует сразу же положить его на определенное ему место.
3. Запрещается:
а) бросать инструменты друг на друга или на другие предметы;
б) ударять по рычагу тисков молотком или другими предметами;
в) применять трубу для удлинения рычага тисков;
г) загромождать верстак заготовками и обработанными деталями.
4. Соблюдать принятый темп и ритм работы, чередовать работу с отдыхом, так как переутомление приводит к ошибкам.
5. Постоянно поддерживать чистоту и порядок на рабочем месте.
III. По окончании работы
1. Очистить инструмент от стружки, обтереть его ветошью, уложить в верстачные ящики и футляры или сдать в инструментальную кладовую.
2. Очистить от стружки и обрезков тиски и столешницу верстака.
3. Убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали.
4. Выключить индивидуальное освещение.
5. Сдать рабочее место дежурному по учебной мастерской.
РУБКА МЕТАЛЛА
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
.
|
- Усвоение рабочего положения при рубке

- Нанесение кистевых ударов
 3. Нанесение локтевых ударов
3. Нанесение локтевых ударов
 4. Нанесение плечевых ударов
4. Нанесение плечевых ударов
|
1. Принять правильное рабочее положение.
Установить тиски на определенную высоту соответственно своему росту.
Вставить прямо так, чтобы корпус был слева от оси тисков под углом 45° (рис. 40). Левая нога должна быть впереди на полшага (положение ступней показано на рис. 40).
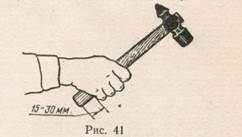
Взять молоток правой рукой за рукоятку на расстоянии 15—30 мм от ее конца так, чтобы пальцы охватили рукоятку, а большой палец был наложен на указательный (рис. 41).
1. Наносить кистевые удары без разжатия пальцев.
При замахе и ударе молотком пальцы не разжимать. Удар молотком происходит в результате только движения кисти. Темп — 40—60 ударов в минуту (рис. 42).
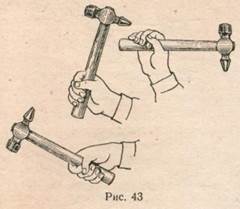
2. Наносить кистевые удары с разжатием пальцев.
При замахе разжимать мизинец, безымянный и средний пальцы. Ручку молотка охватывать только указательным и большим пальцами. Удар молотком происходит в результате сжатия пальцев и движения кисти. Темп — 40—60 ударов в минуту (рис. 43).
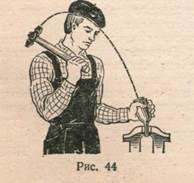
Наносить локтевые удары.
При замахе правую руку согнуть в локте до отказа, кисть отогнуть назад, пальцы, кроме большого и указательного, слегка разжать, но так, чтобы мизинец не сходил с рукоятки молотка. Удар происходит в результате разгибания руки, движения кисти и сжатия пальцев. Темп — 40—50 ударов в минуту (рис. 44).
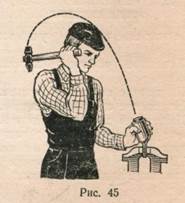
Наносить плечевые удары.
При замахе согнуть руку в локте до отказа, кисть отогнуть назад и поднять до уровня уха, пальцы расслабить. Удар происходит в результате резкого опускания предплечья разгибания руки в локте, движения кисти и сжатия пальцев. Темп — 30— 40 ударов в минуту (рис. 45).
| Молотки слесарные массой 500—600 г, деревянные бруски или тренировочные приспособления.
|
РУБКА МЕТАЛЛА
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
1. Рубка полосового металла по уровню губок тисков
 2. Срубание слоя металла на широкой плоской поверхности
2. Срубание слоя металла на широкой плоской поверхности
- Вырубание криволинейных канавок

- Рубка металла на плите
- Разрубить круглый и квадратный прутки.
4. Разрубить листовой металл.
 5. Вырубить из листового металла заготовку.
5. Вырубить из листового металла заготовку.
 6. Рубка пневматическим рубильным молотком
6. Рубка пневматическим рубильным молотком
 7. Заточка инструмента для рубки
7. Заточка инструмента для рубки
 2. Заточить канавочник.
2. Заточить канавочник.

|
1. Закрепить заготовку в тисках.
При закреплении заготовки обратить внимание на следующее:
часть заготовки, уходящая в стружку, должна быть над губками тисков;
риска разметки должна находиться точно на уровне губок, перекос заготовки не допускается;
заготовка не должна выступать за правый торец губок.
2. Приготовиться к рубке.
Принять правильное рабочее положение.
Взять зубило четырьмя пальцами левой руки на расстоянии 20—25 мм от ударной части его бойка, большой палец наложить на указательный. Зубило держать свободно, слегка расслабив пальцы. Установить зубило на выступающий из тисков край заготовки с правой стороны так, чтобы рубку выполнять серединой лезвия (угол между заготовкой и осью зубила 45°), угол наклона зубила 30—35° в зависимости от угла заострения режущей части.
Взять молоток (рис. 46).
3. Обрубить заготовку.
Рубку выполнять локтевыми ударами, соблюдая следующие правила:
- смотреть не на головку, а на режущую кромку зубила;
- после каждого удара переставлять зубило справа налево, заканчивать рубку кистевыми ударами.
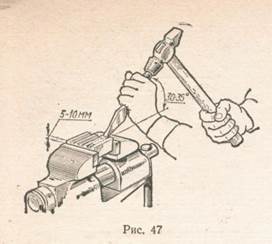
1.Закрепить заготовку в тисках.
Закрепить чугунную плитку прочно и без перекоса так, чтобы она выступала над губками тисков на 5—10 мм.
2. Прорубить канавки крейцмейселем.
Разметить на обрабатываемой поверхности плитки прямолинейные канавки шириной 8—10 мм так, чтобы расстояние между ними было 9— 10 мм. Снять зубилом фаски (скосы) под углом 30—45° на переднем и заднем ребрах плитки.
Крейцмейселем прорубить канавки, причем за каждый рабочий ход снимать стружку 1,5—2 мм, регулируя ее толщину наклоном крейцмейселя.
Рубку выполнять локтевыми ударами и только остро заточенным крейцмейселем.
Заканчивать прорубание канавок следует с обратной стороны детали, чтобы избежать откалывания кромки, применяя при этом кистевые удары (рис. 47).
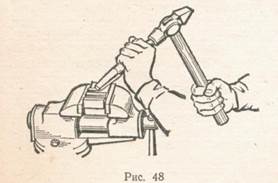
3. Срубить зубилом выступы на поверхности.
При рубке зубилом соблюдать те же правила, что и при рубке крейцмейселем.
Рубку выполнять плечевыми ударами.
После срубания всех выступов проверить плоскостность обработанной поверхности линейкой и устранить неровности (рис. 48).
1.Разметить канавки.
Покрыть поверхность плитки (вкладыша) раствором мела и по шаблону разметить канавки.
Накернить разметочные риски.
2.Прорубить канавки.
Прорубить канавки за один рабочий ход, снимая стружку толщиной 1,5—2 мм.
Глубину врезания регулировать наклоном канавочника.
Рубку выполнять, применяя локтевые или кистевые удары в зависимости от обрабатываемого материала.
Выровнять канавки по глубине и ширине (рис. 49).
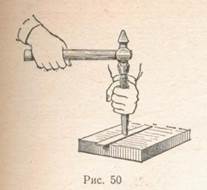
1. Разрубить полосу.
Отметить мелом места разрубания (риски) с обеих сторон.
Положить полосу на плиту (наковальню), установить зубило вертикально на риску и надрубить полосу сначала с одной стороны примерно на половину толщины. Рубить, применяя локтевые или плечевые удары в зависимости от толщины полосы.
Надрубить полосу по риске с обратной стороны.
Надрубленную полосу осторожно переломить в тисках или на ребре плиты (рис. 50).
Отметить мелом место разрубания со всех сторон.
Надрубить пруток со всех сторон, поворачивая его во время рубки.
Переломить разрубаемый пруток.
При первом рабочем ходе надрубить лист, устанавливая зубило точно на риске разметки (рубить локтевыми ударами).
Последующие рабочие ходы выполнять таким же образом, передвигая зубило по сделанному надрубу (рубить плечевыми или локтевыми ударами в зависимости от толщины листа).
Заканчивать разрубание легкими ударами (рис. 51).
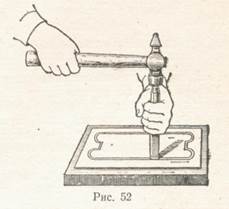
Вначале надрубить листовой металл, а затем окончательно вырубить заготовку. При рубке оставлять припуск 1,5—2 мм для последующей обработки заготовки.
При вырубании заготовки с криволинейными контурами пользоваться зубилом с закругленным лезвием или крейцмейселем (рис. 52)
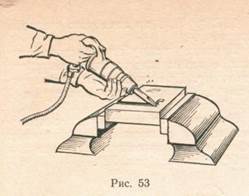
Обрубить деталь пневматическим рубильным молотком.
Присоединить воздушный шланг к молотку и, нажимая на курок, проверить его работу на холостом ходу.
Вставить зубило хвостовиком в ствол молотка так, чтобы режущая кромка при работе располагалась перпендикулярно плоскости рукоятки.
Взять молоток правой рукой за рукоятку, а левой — за конец ствола, •установить зубило режущей кромкой на место обработки и включить молоток.
При выполнении работы нажимать на молоток обеими руками. Толщину стружки регулировать наклоном молотка (рис. 53).
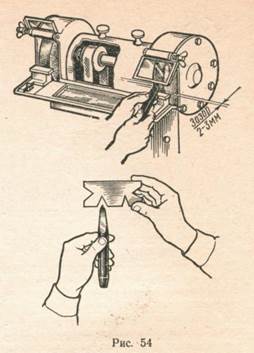
1. Заточить зубило (крейцмейсель).
Установить подручник заточного станка таким образом, чтобы зазор между ним и периферией шлифовального круга не превышал 2—3 мм.
Опустить защитный экран и включить заточный станок. Взять зубило (крейцмейсель) в обе руки и, опираясь левой рукой на подручник, расположить зубило под углом 30—40° к периферии круга.
Заточить зубило (крейцмейсель) равномерно с двух сторон, перемещая его влево и вправо по периферии круга и опуская режущую часть (по мере затачивания) в воду для охлаждения и предотвращения отпуска. Угол заточки выбрать в зависимости от обрабатываемого материала, град:
Твердые материалы (твердая сталь, бронза, чугун) 70
Материалы средней твердости (сталь) 60
Мягкие материалы (медь, латунь) 45
Алюминиевые сплавы 35
Проверять угол заточки по шаблону (рис. 54).
Заточить нижнюю полукруглую часть лезвия канавочника.
Заточить на периферии круга верхний скос канавочника под угол в соответствии с обрабатываемым материалом (рис. 55).
| Молотки слесарные массой 500—600 г, зубила слесарные длиной 175 мм, крейцмейсели длиной 175 мм, Канавочники, линейки измерительные металлические, чертилки, кернеры, шаблоны разметочные, пневматические рубильные молотки, заточный станок, шаблоны для проверки углов заточки.
Тиски параллельные, плита для рубки (наковальня), мел, очки защитные.
|
ПРАВКА МЕТАЛЛА
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
- Правка полосового металла, изо гнутого в плоскости

 2. Правка круглого металла
2. Правка круглого металла
 3.Правка металла, изогнутого по ребру
3.Правка металла, изогнутого по ребру
 4. Правка листового металла
4. Правка листового металла

| 1. Отметить выпуклые места полосы мелом. Надеть рукавицы.
Левой рукой взять полосу за конец и положить ее на плиту выпуклостью вверх.
Правой рукой взять молоток.
2. Наносить удары по выпуклым местам полосы.
Наносить сильные удары молотком (кувалдой) по наиболее выпуклым местам полосы, уменьшая силу удара по мере выпрямления и поворачивая полосу с одной стороны на другую по мере необходимости.
Силу удара регулировать в зависимости от размера сечения полосы и степени искривления, заканчивать правку легкими ударами (рис. 56).
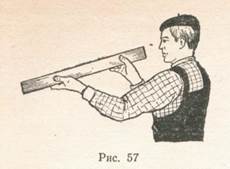
3. Проверить выправленную полосу.
Проверить выправленную полосу «на глаз» или положить полосу на плиту и определить величину просвета между плитой и полосой (если просвет по всей длине равномерный, то полоса выправлена правильно) (рис. 57).
1. Выправить круглый пруток на плите.
Править и проверять круглые прутки, так же как и полосовой металл.
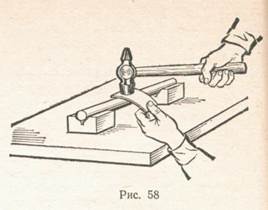
2. Выправить круглый пруток на призмах.Перекатыванием прутка по плите определить выпуклые места и отметить их мелом.
Установить пруток на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50—100 мм.
Наносить удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца).
Если правку производят стальным молотком, то применяют подкладки из мягкого металла (рис. 58).
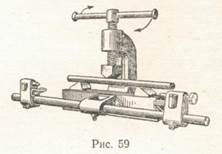
3. Выправить вал под прессом. Вставить вал в центры пресса так, чтобы он свободно вращался.
Взять в правую руку мел и упереть руку в неподвижную поддержку. Левой рукой вращать вал, постепенно подводя мел к валу (если вал искривлен, то мел будет касаться его только в отдельных выпуклых местах).
Установить вал на призмы под винт (или шпиндель) пресса выпуклой частью вверх.
Вращая рычаг, нажать винтом пресса на вал, периодически проверяя прямолинейность вала линейкой на просвет.
Чтобы избежать вмятин и забоин, под вал и под шпиндель пресса устанавливать подкладки из мягкого металла (рис.59).
1. Выправить полосу.
Удары наносить носком молотка по вогнутой части полосы, располагая боек молотка поперек кромки до тех пор, пока она не примет прямолинейную форму (рис. 60).
2. Проверить качество правки. Проверять «на просвет» по плите.
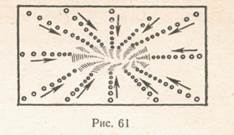
1. Выправить лист с одной выпуклостью.
Обвести мелом место выпуклости.
Положить лист на плиту выпуклостью вверх так, чтобы он лежал всей поверхностью на плите.
Придерживая лист левой рукой, правой наносить удары молотком от края листа по направлению к выпуклости, как показано стрелками на рисунке, по мере приближения к выпуклости удары наносить чаще и слабее.
Во время правки поворачивать лист в горизонтальной плоскости так, чтобы удары равномерно распределялись по всей его площади (рис. 61).
2. Выправить лист с несколькими выпуклостями.
Обвести выпуклости мелом.
Нанося удары молотком между выпуклостями, свести все выпуклости в одну.
Выправить лист способом, указанным выше (рис. 62).
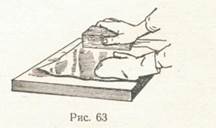
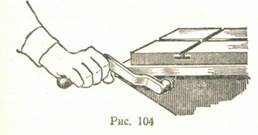
3. Выправить тонкий лист на плите с помощью бруска.
Придерживая лист на плите левой рукой, прогладить его деревянным или металлическим бруском.
При правке лист периодически переворачивать (рис. 63).
| Молотки слесарные массой 500—600 г, молотки со вставками из мягкого металла, кувалда массой 1,5 кг, линейки поверочные длиной 600—700 мм, пресс винтовой или гидравлический, плита правильная (наковальня), призмы, подкладки из мягкого металла, мел.
|
ГИБКА МЕТАЛЛА
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
1. Изогнуть полосу под прямым углом.
 2. Изогнуть полосу под острым углом с применением оправок.
2. Изогнуть полосу под острым углом с применением оправок.
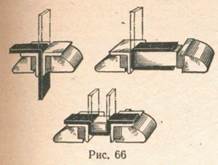
 3. Изогнуть полосу двойным изгибом с применением оправок.
3. Изогнуть полосу двойным изгибом с применением оправок.
 4. Гибка с применением приспособлений
4. Гибка с применением приспособлений


- Гибка труб

|
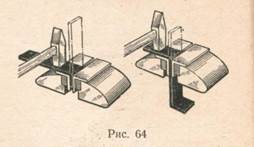
Отметить чертилкой место изгиба.
Закрепить полосу в тисках так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней на 0,5 мм.
Ударами молотка, направленными к неподвижной губке, изогонуть полосу под прямым углом.
Следить, чтобы на детали не оставалось вмятин, при необходимости применять молоток со вставками из мягкого металла (рис. 64).
Отметить чертилкой место изгиба.
Закрепить полосу в тисках вместе с оправкой так, чтобы риска была обращена в сторону загиба и выступала над ребром оправки на 0,5 мм.
Ударами молотка изогнуть полосу до полного прилегания ее к грани оправки (рис. 65).
Изогнуть полосу способом, описанным в п. 1.
Отметить место второго изгиба.
Закрепить полосу в тисках вместе с оправкой, соблюдая ранее указанные требования.
Изогнуть полосу до полного прилегания к грани оправки (рис. 66).
1. Изогнуть пруток в кольцо в гибочном приспособлении.
Закрепить в тисках гибочное приспособление штифтами вверх.
Вставить пруток в зазор между штифтами.
Нажимая рукой на свободный конец прутка, изогнуть второй его конец в кольцо.
Если свободный конец прутка короткий или пруток толстый, изгибать его ударами молотка (рис. 67).
2. Изогнуть деталь из листового материала в гибочных штампах.
Смазать маслом ручьи матрицы и пуансон.
Положить заготовку на матрицу так, чтобы совпадали оси заготовки и матрицы.
Включив гидравлический пресс или вращая маховик винтового пресса, опустить пуансон так, чтобы заготовка полностью вошла в ручей матрицы.
Извлечь деталь из ручья матрицы (рис. 68).
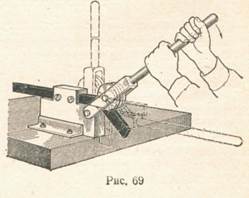
3. Изогнуть полосовой материал «на ребро».
Закрепить приспособление в тисках или на плите.
Вложить полосу в прорезь на верхней полке приспособления и закрепить ее винтом упора.
Смазать маслом верхнюю часть заготовки и ролик. Нажимая на рычаг, изогнуть заготовку (рис. 69).
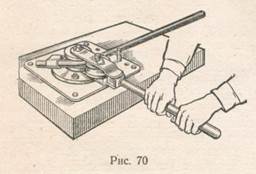
1. Изогнуть трубу без наполнителя с помощью роликового приспособления..
Отметить мелом от конца трубы расстояние до середины изгиба.
Вставить трубу в приспособление между роликами так, чтобы конец ее вошел в скобу (если труба сварная, то шов при этом должен быть расположен снаружи).
Нажимая на рычаг, подвижным роликом изогнуть трубу до заданного угла, соблюдая точно середину изгиба (рис. 70).
2. Изогнуть трубу с наполнителем в холодном состоянии..
Отжечь трубу при 600—700°С.
Закрыть один конец трубы пробкой, через другой конец заполнить трубу мелким сухим песком и закрыть пробкой.
Изогнуть трубу в роликовом приспособлении или на оправке.
Вынуть пробки и высыпать из трубы песок (рис. 71).
| Молотки слесарные массой 500 г, линейка измерительная, разметочный инструмент (чертилка, циркуль разметочный), пресс винтовой или гидравлический;
тиски, оправки разные, гибочные штампы разные, трубогиб роликовый, гибочное приспособление для чертилок, масло машинное, песок речной мелкий.
|
РЕЗАНИЕ МЕТАЛЛА НОЖНИЦАМИ
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
1. Резание металла ручными ножницами
 2. Резание металла рычажными ножницами
2. Резание металла рычажными ножницами
 3. Резание металла электровибрационными ножницами
3. Резание металла электровибрационными ножницами

|
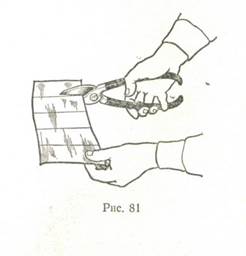
1. Разрезать лист металла по прямой линии.
Разметить заготовку.
Взять ножницы в правую руку — большой палец положить на верхнюю ручку ножниц, указательным, средним и безымянным пальцами охватить нижнюю ручку снизу, а мизинец расположить между ручками ножниц (он служит для их раздвигания во время разрезания) и развести лезвия ножниц примерно на 3/4 их длины; левой рукой взять разрезаемый лист металла и заложить его между лезвиями ножниц так, чтобы он был перпендикулярен им; при сжатии ручек ножниц во время разрезания следить за тем, чтобы лезвия не сходились полностью, так как это приводит к разрыву металла в конце разрезания; при раскрывании ножниц передвигать лист «на себя» осторожно держать лист левой рукой чтобы избежать пореза рук об острые кромки рекомендуется пользоваться рукавицами (рис. 81).
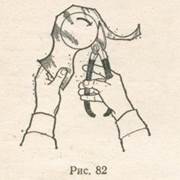
. Вырезать круг ручными ножницами.
Разметить круг и вырезать заготовку круга прямым резом с припуском 5—6 мм.
Поворачивая заготовку по часовой стрелке, вырезать круг по линии разметки, располагая ножницы так, чтобы они не закрывали лезвием линий разметки (рис. 82).
При вырезании круга соблюдать все правила, указанные выше.
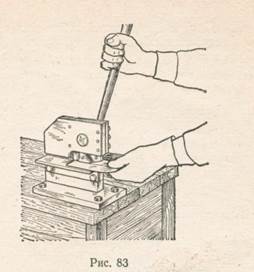
1. Разрезать лист металла на рычажных ножницах.
Вынуть фиксирующий штифт и поднять рычаг в верхнее положение.
Вставить между ножами разрезаемый лист так, чтобы линия разметки находилась точно против кромки верхнего ножа и лист был перпендикулярен ножу.
Придерживая лист рукой в горизонтальном положении, правой рукой опустить рычаг вниз, не доводя ножи до полного сжатия на 4—5 мм.
Поднять рычаг вверх, продвинуть разрезаемый лист «от себя» и продолжать разрезание до конца (рис. 83).
Разрезать лист металла электровибрационными ножницами.
Подключить токоподводящий провод к электросети и, нажимая кнопку на рукоятке, проверить работу электровибрационных ножниц на холостом ходу.
Взять ножницы правой рукой за рукоятку и подвести ножи к линии реза.
Включить двигатель и выполнить разрезание по разметке, передвигая электроножницы вперед.
При работе строго соблюдать правила электробезопасности (рис. 84).
| Заготовки из листовой низкоуглеродистой стали толщиной 0,7—2 мм с прямолинейными и криволинейными контурами;
ножницы ручные, линейка измерительная, разметочные инструменты (циркуль разметочный, кернер), ножницы рычажные, электровибрационные ножницы.
Материал — мел.
|
ОПИЛИВАНИЕ
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
1. Усвоение рабочего положения при опиливании

 2. Усвоение рабочих движений при опиливании
2. Усвоение рабочих движений при опиливании
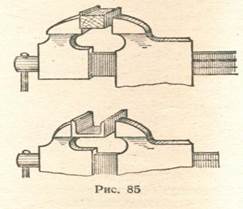
| 1. Закрепить в тисках тренировочное приспособление (или кусок швеллера).
Установить высоту тисков соответственно своему росту.
Предварительно слегка закрепить тренировочное приспособление (или кусок швеллера) в тисках, обращая при этом внимание на то, чтобы пластины приспособления были расположены в пазах деревянного бруска без перекоса, были параллельны губкам тисков и выступали над ними на 8— 10 мм.
Отрегулировать положение пластин (швеллера) относительно губок тисков легкими ударами молотка по бруску и пластинам и прочно закрепить тренировочное приспособление (швеллер) в губках (рис. 85).
2. Принять правильное рабочее положение у тисков.
Перед тисками стоять прямо и устойчиво, вполоборота к ним, корпус должен быть под углом 45° к оси тисков, правое плечо — против винта тисков.
Ступни ног поставить под углом 60—70° одна к другой, расстояние между пятками 200—300 мм (см. рис. 86).
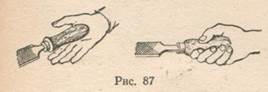
3. Взять напильник в правую руку.
Конец рукоятки должен упираться в середину ладони, четырьмя пальцами охватить рукоятку снизу, большой палец расположить сверху вдоль оси рукоятки (рис. 87).
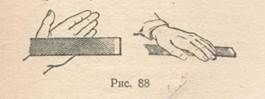
4. Наложить напильник на приспособление.
Напильник наложить на приспособление средней частью.
Ладонь левой руки расположить поперек напильника на расстояние 20—30 мм от его носка. Пальцы слегка согнуть, но не свешивать.
Локоть левой руки слегка приподнять (рис. 88).
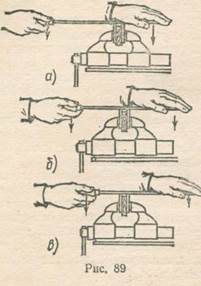
Выполнить рабочие движения напильником по пластинам приспособления (или по ребрам швеллера).
Напильник двигать строго горизонтально обеими руками вперед (рабочий ход) и назад (холостой ход) плавно так, чтобы он касался обеих пластин (или ребер швеллера).
Нажимать на напильник только при движении его вперед, строго соблюдая распределение усилий нажима на него правой и левой рук (балансировку), а именно:
а) в начале рабочего хода основной нажим выполнять левой рукой, правой — поддерживать напильник в горизонтальном положении;
б) в середине рабочего хода усилие нажима обеими руками на напильник должно быть одинаково;
в) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении.
В конце рабочего хода корпус слегка наклонять в сторону тисков. Упор делать на левую ногу.
Выдерживать темп 40—60 движений в минуту.
При движении напильника назад — холостой ход — не отрывать его от пластин тренировочного приспособления (швеллера) (рис. 89, а, б, в).
| Напильники плоские тупоносые с насечкой № 1 и 2 длиной 250—300 мм;
тиски параллельные, тренировочные приспособления или швеллеры № 10.
|
СВЕРЛЕНИЕ
| Последовательность
выполнения
операций
|
Инструктивные указания
| Оборудование,
инструменты, приспособления
|
1. Поднять (опустить) стол станка
 2. Установить сверло в сверлильный патрон
2. Установить сверло в сверлильный патрон
 3. Установить сверло (или патрон со сверлом) в отверстие шпинделя станка.
3. Установить сверло (или патрон со сверлом) в отверстие шпинделя станка.
 4. Сверление на станке
4. Сверление на станке
 5. Удалить сверло (или патрон со сверлом) из шпинделя станка.
5. Удалить сверло (или патрон со сверлом) из шпинделя станка.
|
Поднимать и опускать стол всегда в такой последовательности:
- ослабить прижимы клиньев;
- поднять или опустить стол, вращая соответствующую рукоятку;
- закрепить прижимы клиньев
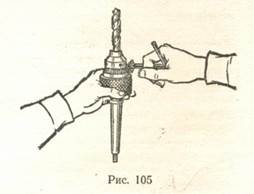
Проверить соответствие диаметра сверла размеру патрона.
Специальным ключом развести кулачки патрона так, чтобы хвостовик сверла свободно входил в патрон, протереть хвостовик сверла.
Вставить сверло в патрон так, чтобы оно упиралось хвостовиком в его дно, и ключом прочно закрепить сверло в патроне (рис 105).
Проверить соответствие номера конуса сверла (патрона) номеру конуса
Вставить сверло (патрон) в отверстие шпинделя так, чтобы лапка хвостовика вошла в прорезь, после этого сильным толчком вверх закрепить сверло (патрон) в отверстие шпинделя (рис. 106).
Просверлить отверстие насквозь по разметке при ручной подаче сверла. (рис 109)
Разметить на заготовке отверстие и сделать в центре его глубокое керновое углубление.
Установить заготовку и сверло, настроить станок на соответствующую для данных условий работы частоту вращения шпинделя (число оборотов в минуту).
Подвести сверло к заготовке, переместить машинные тиски с заготовкой на столе станка так, чтобы вершина сверла точно совпала с керновым углублением, поднять шпиндель и включить станок.
Засверлить пробное отверстие на глубину 1/3 режущей части сверла и проверить его совпадение с контрольными кернами.
Плавно нажимая на рукоятку подачи, просверлить отверстие насквозь. При выходе сверла из заготовки нажатие уменьшить.
Сталь сверлить с применением охлаждающей жидкости эмульсии, чугун — без охлаждения.
Вывести сверло из отверстия, не останавливая станок.
Выключить станок.
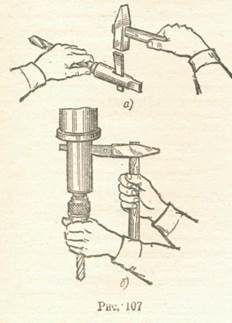
Удалить сверло (или патрон со сверлом) из шпинделя станка. Удалить сверло из переходной втулки.
Вставить клин узким концом в прорезь шпинделя. Придерживая левой рукой сверло (или патрон), наносить молотком легкие удары по широкому концу клина до тех пор, пока сверло (патрон) не выйдет из шпинделя.
Вынимать сверла из переходных втулок таким же способом (рис. 107) |





