Внешний осмотр и наружная чистка реле
Проверьте наличие клейма на винтах закрывающих корпус, этикетки РТУ, маркировки завода-изготовителя. Сверьте вырезы кода АБВГД ЕЖЗИК в пластине избирательности с код избирательности для этого типа реле (таблица 1). На рисунке 4 показана пластина избирательности АБВ ИК реле РЭЛ-1600.



Рис. 1 Рис. 2 Рис. 3




Рис. 4 Рис. 5 Рис. 6 Рис. 7
Таблица 1 – Коды избирательности
| Тип реле
| Код избирательности
| Тип реле
| Код избирательности
|
| РЭЛ1-1600
| АБВИК
| РЭЛ1М-10
| АБЖЗИ
|
| РЭЛ1М-600
| АБЗИК
| РЭЛ1М-5/200
| АБВГЕ
|
| РЭЛ1-400
| АБЕЖЗ
| РЭЛ2-2400
| АВГДЕ
|
| РЭЛ1М-160
| АБЕЗИ
| РЭЛ2М-1000
| АВГДЖ
|
| РЭЛ1-6,8
| АБЕЗК
|
|
|
О выявленных отступлениях от установленных норм доложите ШНС.
Выполните очистку реле снаружи от пыли и грязи тканью. Проверьте перпендикулярность контактных ножей основанию реле. Ножи должны выступать на 8мм. Погнутые ножи выправите регулировкой или плоскогубцами. Почистите контактные ножи резинкой, протрите бензином и вытрите салфеткой.


Рис. 8
Ржавчина на направляющих не проваеряем в ТК пусто?
Вскрытие реле
Удалите отверткой мастику с винтов, отверните четыре винта, крепящих кожух. Снимите кожух, почистите его внутри тканью. Намочите и удалите старую этикетку РТУ. Проверьте отсутствие механических повреждений (сколов, трещин) кожуха, основания реле, плотность прижатия кожуха к основанию. Основания и кожухи с трещинами и сколами необходимо заменить.




Рис. 9 Рис.10 Рис. 11 Рис. 12
Нет фото плотности прилегания
Рис. 13
Внутренний осмотр реле
При внутреннем осмотре реле проверьте провода выводов катушек: монтажные провода не должны иметь нарушения изоляционного покрытия, должны быть гибкими, аккуратно без натяжения уложены и не должны препятствовать ходу якоря и грузов. Осмотрите катушки: катушки не должны иметь повреждения внешней изоляции, трещин и сколов шпулей. Проверьте наличие на катушках этикеток с указанием марки провода, диаметра, числа витков. Попыткой вытягивания пинцетом проверьте качество паек. Пайки должны быть ровными, гладкими, без следов канифоли. В местах паек не должно быть не припаянных и оборванных проводников.

 Нет фото с пинцетом крепления проводов
Нет фото с пинцетом крепления проводов
Рис. 14 Рис. 15 Рис. 16
Ремонт контактной системы
Осмотрите контакты: контактные пружины должны быть ровными, без деформаций и следов изгиба. Проверьте целость изоляционных пластмассовых прокладок контактных групп, отсутствие сколов и трещин в этих прокладках. Неисправные прокладки замените новыми. Серебряные наклепы подвижных и неподвижных пружин отполируйте ластиком (при необходимости предварительно зачистите мелкозернистой шлифовальной шкуркой). При значительном подгаре почистите контакты плоским «бархатным» надфилем с последующей шлифовкой и полировкой.




Рис. 17 Рис. 18 Рис.19 Рис. 20
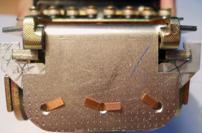
Графитовые контакты реле не должны иметь трещин, сколов. Проверьте пинцетом крепление графитовых контактов в металлических держателях попыткой смещения. Расстояние между контактной поверхностью угольных контактов и нижними краями металлических держателей должно быть не менее 1,5 мм (у новых контактов) и не менее 1,0 мм, у контактов, бывших в эксплуатации. Проверку произведите прикладыванием к контакту щупа 1 или 1,5 мм.
Шлифовку фронтовых контактов проведите протягиванием мелкозернистой шкурки приклеенной к пластине. После очистки всех контактов протрите их спиртом, а затем чистой салфеткой.
Проверьте надежность крепления контактных групп путем захвата каждой контактной группы пинцетом и попытки ее смещения относительно основания реле.
 Фото щупа у графита
Фото щупа у графита 
Рис. 21 Рис 22 Рис. 23
+ Подпись сверху «прижать контакты»



Рис. 24 Рис. 25 Рис. 26
Убрать руки от контактов!!!, НЕЛЬЗЯ ТРОГАТЬ – замучаешься регулировать потом заводик (с)
Замена дефектных контактов производится при снятом основании без разборки всей контактной системы. Открутите винт нужной контактной группы, изымите дефектный контакт и вставьте новый, затем контактную группу закрепите винтом. (ПЕРЕНЕСТИ это в блок про замену контактов и других узлов и развить)
Снятие якоря
Отверните два винта крепящих скобу к ярму. Следующее действие на уроке не выполнять (пластина уже будет отогнута): Слегка отогните угол пластины якоря регулировкой как это показано на рисунке. Снимите один груз, повернув его по часовой стрелке и опустив. Снимите якорь со скобой.






Рис. 27 Рис. 28 Рис. 29




Рис. 30 Рис. 31 Рис. 32
Очистите сердечники, якорь, грузы, ярмо. Намотав салфетку на отвертку, протрите ярмо под контактами. Упор ярма, на котором качается якорь, протрите салфеткой смоченной в спирте.

Рис. 33
Предварительная регулировка контактного нажатия тыловых контактов
При снятом якоре установите между всеми тыловыми контактами и упором тыловых контактов (гусем) металлическую пластину толщиной 0,5 мм. Подключите один вывод светового или звукового индикатора к платине. Последовательно переключая второй вывод индикатора к тыловым контактам, измерьте нажатие тыловых контактов на пластину. Для этого прикладывайте граммометр к общему контакту до погасания лампочки или выключения звука индикатора (до размыкания тылового контакта и пластины). Норма нажатия тылового контакта на пластину 0,1-0,15 Н (10-15 Гс). В случае отклонения произведите подгиб тылового контакта в сторону общего (нажатие менее 0,1 Н) или от общего (нажатие более 0,15 Н).



Выньте пластину 0,5 мм.
Установка якоря
Проверьте отсутствие трещин в шайбах Гровера при помощи увеличительного стекла.




Установите якорь со скобой на место. Надавите на все общие контакты снизу отверткой чтобы поставить контакты на один уровень. Вставьте лепестки общих контактов в вырезы диэлектрика на якоре.
Положите на скобу пластину и прикрутите скобу к ярму винтами с шайбами Гровера. Винты не затягивайте. Для обеспечения нормативного люфта якоря вложите между скобой и якорем щуп 0,2 мм. Прижмите якорь к сердечнику, а скобу к щупу и якорю. Затяните винты, крепящие скобу. Проверьте щупами зазор между якорем и скобой (норма 0,1- 0,25 мм): щуп 0,1 мм должен проходить в зазор, а щуп 0,3 мм не должен проходить.
Может какое-то дополнительное фото как взять якорь со скобой? при установке.
Вставьте снятый груз в вырез на якоре, поверните якорь. Написанное далее на уроке не выполнять (оставить пластину на якоре слегка загнутой): Выпрямите пластину на якоре, зафиксировав груз на якоре.





После сборки реле проверьте свободность перемещения якоря и грузов. Якорь и грузы должны перемещаться без зацепления, как при горизонтальном положении реле, так и при отклонении до 5° от горизонтального положения.
Ну что будем проверять это или нет???
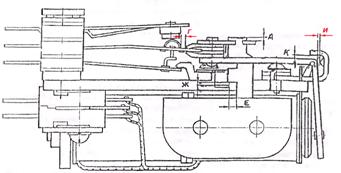
Проверить и отрегулировать зазоры между грузами и ограничителем в горизонтальной и вертикальной плоскостях за счет изгиба ограничителя. На рисунке 2 буквенные обозначения размеров соответствуют следующим данным:
Г - 0,8-1,5мм (при отпущенном положении якоря);
Ж - 0,2 – 0,5мм (обеспечить подгибкой ограничителя);
Е - 0,3 – 1,2мм (обеспечить подгибкой ограничителя);
А - 0,5 – 1,5мм (обеспечить подгибкой планки);
И - 0,1 – 0,25мм (зазор между якорем и скобой обеспечить перемещением скобы);
К - 0,1 – 0,25мм (обеспечить подгибкой полочек скобы)
* зазоры, указанные на рис.2 не проверять и не регулировать, кроме позиции И, задаются конструктивно при изготовлении реле, использовать как справочные данные.
* - ЦШЦ-37/142 от 13.06.06г. ЗамЦШ Балуев Н.Н.
Проверить и отрегулировать люфты и зазоры. Они должны соответствовать установленным нормам, указанным в таблице 2. Зазоры проверить щупами, люфты с помощью индикатора перемещения с ценой деления 0,01мм.
Ну что будем проверять это или нет???
Таблица 2 – Параметры магнитной системы
| №
п\п
| Наименование параметра
| Предельные значения, мм
|
| 1
| Зазор между полюсом и якорем в притянутом положении после покрытия их защитным слоем, не менее
| 0,15
|
| 2
| Люфт якоря вдоль призмы ярма
| 0,1-0,5
|
| 3
| Ход якоря, измеренный под упором, обеспечивающий проскальзывание контактов, не менее
| 0,35
|
Провод
Число витков одной обмотки
| Сопротивление одной обмотки, Ом
| | марка
| диаметр, мм
| Номинальное
| предельные отклонения
(±10%)
|
| РЭЛ1-1600
| ПЭВЛ
| 0,140
| 13000
| 800х2
| 720-880
|
| РЭЛ1М-600
| 0,160
| 5500
| 300х2
| 270-330
|
| РЭЛ1-400
| 0,200
| 6600
| 200х2
| 180-220
|
| РЭЛ1М-160
| 0,224
| 2900
| 80х2
| 72-88
|
| РЭЛ2-2400
| 0,125
| 15800
| 1200х2
| 1080-1320
|
| РЭЛ2М-1000
| 0,140
| 7000
| 500х2
| 450-550
|
| РЭЛ1-6,8
| ПЭВ1
| 0,560
| 900
| 3,4х2
| 3,06-3,74
|
| РЭЛ1М-10
| 0,450
| 740
| 5х2
| 4,5-5,5
|
| РЭЛ1М-5/200
| ПЭВЛ
| 0,200
| 6600
| 200,0
| 180-220
|
| ПЭВ1
| 0,450
| 740
| 5
| 4,5-5,5
|
| БН4М-360
| ПЭВ1
| 0,180
| 4200
| 180х2
| 162-198
|
Реле, сопротивление обмоток которых с учетом температуры окружающего воздуха выходит за установленные допуски, бракуются. Что значит бракуются… обмотки что нельзя заменить?
Ссылку на формулу перерасчета сделать добаваить
Тут нужно что-то типа «если сопротивление выходит за нормы проведите пересчет сопротивления с учетом температурного коэффициента …»
Дальше ничего не менял… пока не менял … или уже не поменяю!
Заполнение этикетки
Заполнить этикетку, положить ее внутрь кожуха, продуть реле сжатым воздухом и передать для контрольной проверки электромеханику-приемщику.
Контрольная проверка
Электромеханик-приемщик проверяет правильность сборки реле, крепление всех деталей, качество пайки, соответствие механических и электрических параметров данным технологической карты.
Проверку электрических параметров проводить при надетом кожухе. При соответствии параметров реле, установленным нормам, записать их значения в журнал приемки.
При использовании аппаратно-программных комплексов для измерения электрических и временных параметров реле необходимо руководствоваться утвержденной ЦШ эксплуатационной документацией на указанные комплексы.
Механические параметры записать в журнал, установленной формы, результаты проверки электрических параметров следует оформить в виде печатного протокола, который подписывает и подшивает в папку электромеханик-приемщик.
Закрытие реле
Продуть реле сжатым воздухом, наклеить на кожух этикетку, надеть кожух, закрутить винты, крепящие кожух реле.
Клеймение реле
Места нанесения клейма электромеханик-приемщик заполняет мастикой, и ставит оттиск персонального клейма
Изменения внесены на основании:
* - ЦШЦ-37/142 от 13.06.06г. ЗамЦШ Балуев Н.Н.
МОЖЕТ БЫТЬ попробовать вариант чистки без измерения предварительного нажатия на тыловые и без снятия якоря и грузов, откручивая только скобу, подлезть почистить вроде можно
Непонадобившееся:
Дополнительные блоки
1) замена основания
2) замена диэлектрика и контактов
3) замена катушки

| ЦШ
ОАО «РЖД»
|
Технологическая карта №11
|
| Реле электромагнитные РЭЛ
|
| Наименование работ
| Периодичность
| Профессия исполнителя
| Выполняемые пункты
|
| Ремонт и
проверка
| Один раз в 10 лет
| Электромонтер
Электромеханик
Электромеханик-приемщик
| 1…3
4…9
10…13
|
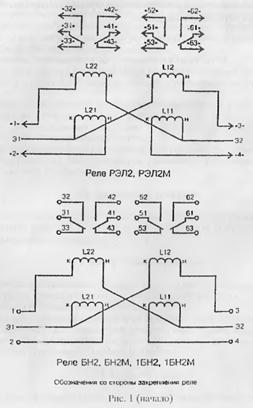
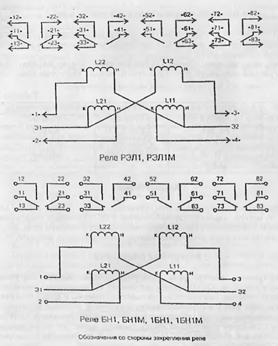
1.Электромагнитные реле РЭЛ предназначены для работы в устройствах автоматики и телемеханики. Электрическая схема включения реле и нумерация выводов приведены на рис. 1.
Для установки в релейных блоках до 1997 года выпускались реле БН с параметрами, аналогичными параметрам соответствующих реле РЭЛ.
Испытательное и технологическое оборудование, измерительные приборы, инструмент, материалы: Стенд для проверки реле с комплектом измерительных приборов, мегаомметр на 500В, индикатор перемещений, наборы щупов, линейка металлическая, пинцет, лупа, электропаяльник, граммометр, наборы специализированного инструмента ИР, набор надфилей, напильники, молоток, шлифовальная шкурка, компрессор сжатого воздуха, кисть, щетка, припой, канифоль, цапон-лак, эмаль, спирт технический, ручка, тушь, клей, технический лоскут, этикетка, клеймо, пломбировочная мастика, комплекты ЗИП.
 фото обрезано снято с надетым якорем лучше перефотать
фото обрезано снято с надетым якорем лучше перефотать
Заводик рекомендует измерять нажатия надавливая на кончик общего, тогда надо перефотать и поправить текст
+ проверка регулировки общих контактов от заводика
1)?нажимаем на общий до дохода до тылового норма (0-2 Гс) Если правильно понял конечно.
2)Там где нет тылового: должен быть зазор от общего до гуся 1-2 мм
Но здесь речь идет о собранном реле

если я правильно понимаю одной регулировкой не подогнешь или при одетом якоре, пружина зажата в диэлектрике с одной стороны и ее получиться подогнуть?
Внешний осмотр и наружная чистка реле
Проверьте наличие клейма на винтах закрывающих корпус, этикетки РТУ, маркировки завода-изготовителя. Сверьте вырезы кода АБВГД ЕЖЗИК в пластине избирательности с код избирательности для этого типа реле (таблица 1). На рисунке 4 показана пластина избирательности АБВ ИК реле РЭЛ-1600.
Рис. 1 Рис. 2 Рис. 3
Рис. 4 Рис. 5 Рис. 6 Рис. 7
Таблица 1 – Коды избирательности
| Тип реле
| Код избирательности
| Тип реле
| Код избирательности
|
| РЭЛ1-1600
| АБВИК
| РЭЛ1М-10
| АБЖЗИ
|
| РЭЛ1М-600
| АБЗИК
| РЭЛ1М-5/200
| АБВГЕ
|
| РЭЛ1-400
| АБЕЖЗ
| РЭЛ2-2400
| АВГДЕ
|
| РЭЛ1М-160
| АБЕЗИ
| РЭЛ2М-1000
| АВГДЖ
|
| РЭЛ1-6,8
| АБЕЗК
|
|
|
О выявленных отступлениях от установленных норм доложите ШНС.
Выполните очистку реле снаружи от пыли и грязи тканью. Проверьте перпендикулярность контактных ножей основанию реле. Ножи должны выступать на 8мм. Погнутые ножи выправите регулировкой или плоскогубцами. Почистите контактные ножи резинкой, протрите бензином и вытрите салфеткой.
Рис. 8
Ржавчина на направляющих не проваеряем в ТК пусто?
Вскрытие реле
Удалите отверткой мастику с винтов, отверните четыре винта, крепящих кожух. Снимите кожух, почистите его внутри тканью. Намочите и удалите старую этикетку РТУ. Проверьте отсутствие механических повреждений (сколов, трещин) кожуха, основания реле, плотность прижатия кожуха к основанию. Основания и кожухи с трещинами и сколами необходимо заменить.
Рис. 9 Рис.10 Рис. 11 Рис. 12
Нет фото плотности прилегания
Рис. 13
Внутренний осмотр реле
При внутреннем осмотре реле проверьте провода выводов катушек: монтажные провода не должны иметь нарушения изоляционного покрытия, должны быть гибкими, аккуратно без натяжения уложены и не должны препятствовать ходу якоря и грузов. Осмотрите катушки: катушки не должны иметь повреждения внешней изоляции, трещин и сколов шпулей. Проверьте наличие на катушках этикеток с указанием марки провода, диаметра, числа витков. Попыткой вытягивания пинцетом проверьте качество паек. Пайки должны быть ровными, гладкими, без следов канифоли. В местах паек не должно быть не припаянных и оборванных проводников.
Нет фото с пинцетом крепления проводов
Рис. 14 Рис. 15 Рис. 16
Ремонт контактной системы
Осмотрите контакты: контактные пружины должны быть ровными, без деформаций и следов изгиба. Проверьте целость изоляционных пластмассовых прокладок контактных групп, отсутствие сколов и трещин в этих прокладках. Неисправные прокладки замените новыми. Серебряные наклепы подвижных и неподвижных пружин отполируйте ластиком (при необходимости предварительно зачистите мелкозернистой шлифовальной шкуркой). При значительном подгаре почистите контакты плоским «бархатным» надфилем с последующей шлифовкой и полировкой.
Рис. 17 Рис. 18 Рис.19 Рис. 20
Графитовые контакты реле не должны иметь трещин, сколов. Проверьте пинцетом крепление графитовых контактов в металлических держателях попыткой смещения. Расстояние между контактной поверхностью угольных контактов и нижними краями металлических держателей должно быть не менее 1,5 мм (у новых контактов) и не менее 1,0 мм, у контактов, бывших в эксплуатации. Проверку произведите прикладыванием к контакту щупа 1 или 1,5 мм.
Шлифовку фронтовых контактов проведите протягиванием мелкозернистой шкурки приклеенной к пластине. После очистки всех контактов протрите их спиртом, а затем чистой салфеткой.
Проверьте надежность крепления контактных групп путем захвата каждой контактной группы пинцетом и попытки ее смещения относительно основания реле.
Фото щупа у графита
Рис. 21 Рис 22 Рис. 23
+ Подпись сверху «прижать контакты»
Рис. 24 Рис. 25 Рис. 26
Убрать руки от контактов!!!, НЕЛЬЗЯ ТРОГАТЬ – замучаешься регулировать потом заводик (с)
Замена дефектных контактов производится при снятом основании без разборки всей контактной системы. Открутите винт нужной контактной группы, изымите дефектный контакт и вставьте новый, затем контактную группу закрепите винтом. (ПЕРЕНЕСТИ это в блок про замену контактов и других узлов и развить)






