

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
а) Назначение станка.
Токарно-винторезный станок ИЖ-250 - один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях. Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
б) Основные узлы станка

Рисунок 1 - Основные узлы станка ИЖ 250:
1 – маховик выбора частоты вращения шпинделя; 2- рукоятка переключения частоты вращения шпинделя; 3, 4, 5 – рукоятки установки величины подач и шага резьбы; 6 – рукоятка переключения трензеля и звена увеличения шага; 7 – рукоятка переключения перебора; 8 – вводный выключатель; 9 – выключатель электронасоса охлаждения; 10 – пульт предварительного набора; 11* – Цифровое табло; 12* – кнопка 0 сброса цифрового табло на нуль; 13* – кнопка А вызова на цифровое табло назначение абсолютной команды; 14* – выключатель Сеть блока индикации; 15 – кнопка включения маслонасоса; 16 – кнопка общей остановки и аварийного отключения станка; 17 – маховик ручной продольной подачи; 18 – маховик ручной поперечной подачи; 19 – рукоятка закрепления резцедержателя; 20 – выключатель освещения; 21 – рукоятка включения и выключения гайки ходового винта; 22 – маховик перемещения верхних салазок; 23 – рукоятка зажима пиноли; 24 – рукоятка закрепления задней бабки на станице; 25 – рукоятка реверсирования подачи; 26 – маховик перемещения пиноли; 27 - гайка для закрепления задней бабки на станине; 28 – винт регулирования предохранительного механизма; 29 – рукоятка пуска и остановки; 30* – маховик верньера
*для модификации ИЖ-250ИТВФ1
Основные узлы, части токарного станка ИЖ-250 и их назначение:
– станина – служит для размещения и закрепления на ней всех основных узлов и частей станка;
– передняя тумба – служит для размещения на ней и закрепления станины, в ней находится электродвигатель;
– задняя тумба – служит для размещения на ней и закрепления станины, в ней находится СОЖ и насос, который её подает;
– передняя бабка – служит для размещения коробки скоростей, шпиндельного узла (шпиндель и закрепленные на нем шестерни) и других элементов;
– задняя бабка – служит для закрепления в пиноли сверл, разверток, задних центров, других приспособлений с коническим хвостовиком;
– коробка передач – служит для передачи движения от шпинделя к суппорту с помощью ходового винта при нарезании резьбы резцом;
– коробка подач – служит для выбора необходимой механической подачи;
– ходовой вал – служит для передачи движения суппорту при обработке деталей механической подачей.
в) Способ закрепления заготовок на станке
На учебной практике закрепление заготовок осуществлялось в трехкулачковомсамоцентрирующем патроне (рис. 2) в центрах станка. При этом заготовка закрепляется в кулачках патрона с помощью винта зажимного приспособления. Для затяжки этого винта используется завертывающая головка с регулировкой крутящего момента, установленная в шпиндель станка. Затяжка винта осуществляется с помощью конических зубчатых колес.
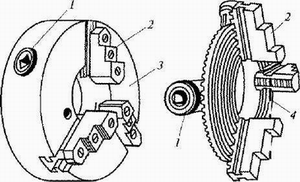
Рисунок 2 – Трехкулачковыйсамоцентрирующий патрон: 1– коническое зубчатое колесо, 2 – кулачки, 3 – корпус, 4 – диск, с одной стороны которого спиральная нарезка, с другой – зубья.
При установке длинных заготовок в качестве второй опоры используют задний центр (рис. 3). Предварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
Рисунок 3 – Схема закрепления длинной заготовки
г) Виды, материал и способы крепления применяемых на станке инструментов

Рисунок 4 – Резцы: а – прямые, б – отогнутые, в – оттянутые
Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые. На практике применялись прямые, отогнутые и оттянутые резцы (рис. 4). Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В.
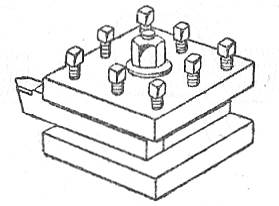
Рисунок 5 – Установка резца в резцедержателе
Резец состоит из режущей части и державки, служащей для закрепления резца в резцедержателе (рис. 5). Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок.
Перед вытачиванием детали с цилиндрической поверхностью в первую очередь обрабатывают её торцевую поверхность. Торцы обрабатывают подрезным, проходным, отогнутым или проходным упорным резцами. Подрезной торцовый резец предназначен обрабатывать различные торцы и другие поверхности с продольной и поперечной подачами. Подрезные резцы изготавливают с пластинками из быстрорежущих сталей и твердых сплавов. Для обработки наружных цилиндрических поверхностей чернового и чистового точения применяют проходные резцы.

Рисунок 6 – Элементы токарного резца: 1 – главная режущая кромка: 2 – передняя поверхность лезвия, 3 – главная задняя поверхность лезвия, 4 – вспомогательная задняя поверхность лезвия, 5 – вершина лезвия, 6 – вспомогательная режущая кромка
При вытачивании канавок форма режущей кромки резца соответствует форме вытачиваемой канавки. Прорезные резцы бывают прямыми и отогнутыми, которые в свою очередь делят на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые. Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один рабочий ход резца. Если необходимо проточить в нежесткой детали широкую канавку, то выполняют несколько рабочих ходов с поперечной подачей. На торцах и по диаметру канавки оставляют припуск для чистовой обработки. Окончательную обработку выполняют этим же резцом или канавочным резцом с режущей кромкой, равной заданному размеру канавки.
Канавочный и отрезной резцы следует устанавливать по прямым углом к оси обрабатываемой заготовки. Установка режущей кромки резца даже на 0,1 – 0,2 мм выше оси заготовки может привести к его поломке, а при установке режущей кромки резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до обработанного торца после отрезки должно быть минимальным и не превышать диаметра отрезаемого прутка. При отрезке хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки, в результате чего на торце заготовки остается выступ.
д) Движения формообразования
Обтачивание — обработка наружных поверхностей (рис. 7)

Рисунок 7– Схема обтачивания
Растачивание — обработка внутренних поверхностей (рис. 8)
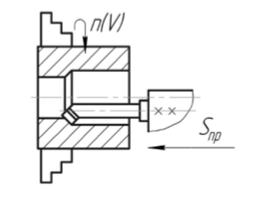
Рисунок 8 – Схема растачивания
Подрезание — обработка плоских торцевых поверхностей (рис. 9).

Рисунок 9 – Схема подрезания
Резка — разделение заготовки на части или отделение готовой детали от заготовки (рис. 10).

Рисунок 10 – Схема резки
е) Способ удаления стружки
Для удаления стружки используется щётка-смётка и крючок, чтобы убирать её из мест не доступных для щётки.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!