Повышение производительности и качества работ на металлорежущих станках связано с механизацией и автоматизацией цикла обработки заготовки.
Под управляющей программой понимают совокупность команд на языке программирования, соответствующую заданному алгоритму функционирования станка по обработке конкретной заготовки.
В зависимости от способа задания размерной информации все системы управления станками разделяют на аналоговые ( нечисловые) и числовые. Аналоговые системы управления преобразуют исходную информацию, заложенную в программоноситель в процессе подготовки производства. Программоносителями могут быть: упоры, расположенные определенным образом на станке, копиры, кулачки и распределительные валы. Исполнительные органы станка, по исходной информации, представленной в виде аналога программы перемещений, воспроизводят данную программу обработки заготовки. Аналоговые системы управления классифицируют на следующие типы: замкнутые, незамкнутые, копировальные со следящим приводом.
Системы управления замкнутого типа осуществляют контроль исполнительного органа станка по пути (путевые), времени (временные), скорости, мощности, давлению и другим параметрам.
Системы управления с приводом от копира, кулачка, храпового механизма и другие, осуществляющие дозированное перемещение исполнительных органов станка, а также системы без усилителя мощности (копировальные прямого действия) относят к незамкнутым.
Широкое применение в станках различных типов нашли копировальные системы со следящим приводом (гидравлическим, электрогидравлическим или электрическим). Эти системы имеют обратную механическую или электрическую связь.
Копировальные системы широко применяют для управления обработкой детали по одной, двум и трем координатам. Возможность быстрой смены программоносителя (копира) позволяет использовать их в условиях серийного производства.
Аналоговые системы управления позволяют повысить производительность механической обработки, но не обладают достаточной гибкостью. Это обусловливает высокую стоимость переналадки оборудования.
Частично или полностью программировать цикл работы станка, режим обработки и смену инструмента, задавать путем предварительно налаживаемых упоров величину перемещений его исполнительных органов можно с помощью системы циклового программного управления (ЦПУ). Будучи аналоговой системой управления замкнутого типа, она обладает высокой гибкостью, обеспечивает легкое изменение последовательности включения аппаратов (электрических, гидравлических, пневматических и т. д.), управляющих элементами цикла. Преимущество системы ЦПУ: простота конструкции и обслуживания, а также низкая стоимость; недостаток — трудоемкость размерной наладки упоров и кулачков.
Станки с ЦПУ применяют в условиях серийного, крупносерийного и массового производства деталей простых геометрических форм. Этими системами оснащают токарно-револьверные, токарно-копировальные, лоботокарные, вертикально-фрезерные, копировально-фрезерные, вертикально-сверлильные, агрегатные станки, промышленные роботы (ПР) и др.
В систему ЦПУ (рис. 2) входит программатор циклов, схема автоматики, исполнительное устройство и устройство обратной связи. Само устройство ЦПУ состоит из программатора циклов и схемы автоматики. Программатор циклов состоит из блока 1 задания программы и блока 7 поэтапного ее ввода. Часть программы, одновременно вводимую в систему управления называют этапом. Из блока 1 информация поступает в схему автоматики, состоящую из блока 2 управления циклом работы станка и блока 6 преобразования сигналов контроля.
Действия программатора циклов с исполнительными органами станка и датчиком обратной связи согласует схема автоматики, которая усиливает и размножает команды и может выполнять ряд логических функций, в том числе реализацию стандартных циклов. Сигнал из блока 1 через блок 2 поступает в исполнительное устройство, которое обеспечивает отработку заданных программой команд: включает исполнительные элементы 3 (приводы исполнительных органов станка, электромагниты, муфты и т. д.) и исполнительные органы 4 станка (суппорты, револьверные головки, столы и т. д.).
Окончание обработки контролирует датчик 5, который через блок 6 дает команду блоку 7 на включение следующего этапа программы.
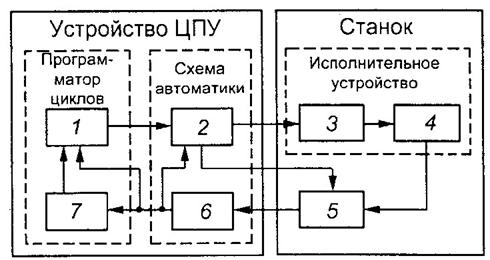
Рис. 2. Функциональная схема системы ЦПУ
В качестве примера на рис. 3, а приведена система ЦПУ станком, исполнительные органы которого (продольные 1 и поперечные 2 салазки) приводятся в движение от электродвигателей 4 и 3 соответственно.
Перемещение салазок 1 ограничивают переключатели К.1В и К1Н, а салазок 2 — переключатели К2В и К.2Н. Величину хода салазок задают упорами..
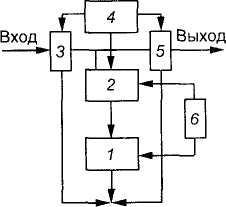
Рис. 6. Функциональная схема программируемого командоаппарата: 1 — центральный процессор; 2 — постоянное запоминающее устройство; 3 — входное устройство; 4 — сканатор; 5 — выходное устройство; б — программная панель
Программируемые командоаппараты (ПК), построенные на базе микроэлектроники, являются универсальными системами ЦПУ. Они представляют собой управляющие логические машины последовательного действия.
Числовое программное управление для автоматизированного оборудования
Термины и определения основных понятий в области числового программного управления металлорежущим оборудованием устанавливает ГОСТ 20523—80.
Числовое программное управление станком (ЧПУ) — управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта, называют устройством числового программного управления (УЧПУ).
Различают аппаратное и программируемое УЧПУ. В аппаратном (NC) устройстве алгоритмы работы реализуются схемным путем и не могут быть изменены после изготовления устройства. Такие УЧПУ изготовляют с вводом управляющей программы на перфоленте. В программируемых устройствах (CNC) алгоритмы реализуются с помощью программ, вводимых в память устройства, и могут быть изменены после изготовления устройства. Устройства УЧПУ типа CNC включает малую ЭВМ, оперативную память и внешний интерфейс.
Система числового программного управления (СЧПУ) представляет собой совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих ЧПУ станком.
Основной функцией СЧПУ является управление приводами подач станков в соответствии с заданной программой, а дополнительными — смена инструмента и т. д. На рис. 7 представлена обобщенная структурная схема СЧПУ. Схема работает следующим образом: устройство 1 ввода программы преобразовывает ее в электрические сигналы и направляет в устройство 7 отработки программы, которое через устройство 8 управления приводом воздействует на объект регулирования — привод 4 подач. Подвижную часть станка, связанную с приводом 4 подач, контролирует датчик 5, включенный в цепь главной обратной связи.

Рис. 7. Обобщенная структурная схема СЧПУ:
1 — устройство ввода программы;
2 — устройство реализации дополнительных функций;
3 — исполнительные элементы; 4 — привод подач;
5— датчик;
6 — устройство обратной связи;
7 — устройство обработки программы;
8 — устройство управления приводом.
С датчика 5 через устройство 6 обратной связи информация поступает в устройство 7 отработки программы. Здесь происходит сравнение фактического перемещения с заданным по программе для внесения соответствующих коррективов в производимые перемещения. С устройства 1 электрические сигналы также поступают в устройство 2 для реализации дополнительных функций. Устройство 2 воздействует на исполнительные элементы 3 технологических команд (двигатели, электромагниты, электромагнитные муфты и др.), при этом исполнительные элементы включаются или выключаются.
Достоинство станков с ЧПУ — быстрое переналаживание без смены или перестановки механических элементов. Нужно только изменить вводимую в станок информацию и он начнет работать по другой программе, т. е. обрабатывать другую заготовку (деталь). Высокая универсальность станков с ЧПУ удобна в тех случаях, когда нужен быстрый переход на изготовление другой детали, обработка которой на обычных станках требует использования специальной оснастки.
Точность размеров и формы обрабатываемой детали, а также требуемый параметр шероховатости поверхности обеспечиваются жесткостью и точностью станка, дискретностью и стабильностью позиционирования и ввода коррекции, а также качеством СЧПУ.
Конструктивно системы ЧПУ бывают разомкнутыми, замкнутыми и самонастраивающимися;
по виду управления движением — позиционными, прямоугольными, непрерывными (контурными).
Системы ЧПУ разомкнутого вида используют один поток информации. Программу считывает устройство, в результате чего на выходе последнего появляются командные сигналы, которые после преобразования направляют к механизму осуществляющему перемещение исполнительных органов станка (например, суппортов). Контроль соответствия действительного перемещения заданному отсутствует.
В замкнутых СЧПУ для обратной связи используются два потока информации. Один поток поступает от считывающего устройства, а второй — от устройства, измеряющего действительные перемещения суппортов, кареток или других исполнительных органов станка.
У самонастраивающихся систем ( CNC) информация, поступающая от считывающего устройства, корректируется с учетом поступающих из блока памяти сведений о результатах обработки предыдущей заготовки. За счет этого повышается точность обработки, так как изменения условий работы запоминаются и обобщаются в устройствах самонастройки памяти станка, а затем преобразуются в управляющий сигнал. От простых СЧПУ CNC отличается автоматической приспособляемостью процесса обработки заготовки к изменяющимся условиям обработки (по определенным критериям) для лучшего использования возможностей станка и инструмента. Станки с простой СЧПУ отрабатывают программу без учета действия случайных факторов, например припуска, твердости обрабатываемого материала и состояния режущих кромок инструмента.
CNC, в зависимости от поставленной задачи и методов ее решения разделяют на:
- системы регулирования какого-либо параметра (например, скорости резания и т. д.),
- системы, обеспечивающие поддержание наибольшего значения одного или нескольких параметров.
Системы ЧПУ, обеспечивающие точную установку исполнительного механизма в заданное положение, называют позиционными. Исполнительный орган в этом случае в определенной последовательности обходит заданные координаты по осям X и Y (рис. 8). При этом сначала выполняется установка (позиционирование) исполнительного органа в точке с заданными координатами, а затем — обработка. Разновидностью позиционных СЧПУ являются прямоугольные СЧПУ, в которых программируются не точки, а отдельные отрезки, но при этом продольная и поперечная подачи разделены во времени.
Системы ЧПУ (рис. 8, 6) обеспечивающие последовательное включение продольной и поперечной подач станка при обработке поверхности ступенчатой формы, называют прямоугольными. Эти СЧПУ используют в токарных, карусельных, револьверных, фрезерных и других станках. Обработку ступенчатых валов и других деталей с прямоугольными контурами выполняют только по траекториям, параллельным направлению перемещений рабочих органов.
Системы ЧПУ (рис. 8, в), обеспечивающие непрерывное управление рабочими органами в соответствии с заданными законами изменения их пути и скорости перемещения для получения необходимого контура обработки, называют контурными. При этом инструмент движется относительно заготовки по криволинейной траектории, которая получается в результате сложения движений по двум (плоская криволинейная траектория) или трем (пространственная криволинейная траектория) прямолинейным координатам.

Рис. 8. Виды обработки при использовании позиционных (а), прямоугольных (б) и контурных (в) СЧПУ.
Такие СЧПУ применяют в токарных и фрезерных станках при изготовлении деталей с фасонными поверхностями. Подача S инструмента в каждый момент обработки складывается из поперечной snon и продольной Sпр подач. Следовательно, перемещения инструмента по различным координатным осям функционально связаны друг с другом.
В руководстве к станку с ЧПУ приводят следующие сведения:
- перечень и назначение всех реализуемых подготовительных и вспомогательных функций;
- таблицы кодов скоростей подач и главного движения;
- таблицы кодовых номеров позиций инструмента;
- перечень номеров корректоров с указанием их назначения и особенностей применения; -
- пределы размерных перемещений по всем осям координат;
- перечень всех воспринимаемых и реализуемых символов кодового набора;
- перечень и кодовые номера всех подпрограмм, хранящихся в памяти УЧПУ.






