Фрезерные станки с верхним расположением шпинделя (ВФК), служат для обработки деталей с криволинейными контурами, создания пазов и фигурных рельефов на пласти заготовки (рис. 12).

Рис. 12. Общий вид фрезерного станка с верхним расположением шпинделя Router 800 E
В качестве режущего инструмента применяют концевые фрезы диаметром от 2 до 60 мм.
Фрезерный станок с верхним расположением шпинделя показан на рис. 13.

Рис. 13. Одношпиндельный фрезерный станок с верхним расположением шпинделя:
1 - электрошпиндель; 2- упор; 3- винт-ограничитель; 4- поворотная головка; 5 – фреза; 6- ручка; 7- педаль; 8- станина; 9- маховичок; 10- стол; 11- направляющая линейка; 12- палец; 13 – суппорт
На станине станка 8 размещены стол 10 и шпиндельный суппорт 13. К суппорту прикреплен высокооборотный электрошпиндель 1, вращающиеся с частотой 12000 или 18000 об/мин. На конце шпинделя расположено коническое отверстие для закрепления патрона с фрезой 5. Подача на заданную глубину производится вертикальным перемещением суппорта пневмоприводом педалью 7. Величина перемещения устанавливается винтом-ограничителем 3, взаимодействующим с упором 2. в поворотной головке 4 можно установить несколько винтов ограничителей выдвинутых на различную высоту для быстрой настройки на различную глубину паза.
Для продольной прямолинейной обработки используют стол 10 и направляющею линейку 11. регулировку стола по высоте осуществляют маховиком 9.
Для копировальных работ используют шаблон, в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную перемещая шаблон по копирному пальцу 12, которым управляют ручкой 6.
На рисунке 14 показана схема фрезерования детали в шаблоне по двум контурам. Шаблон состоит из плиты 7, в нижней части которой находятся пазы различной глубины соответствующие контуру обработки. Заготовку базируют по упорам 4 и закрепляют эксцентриковыми прижимами.

Рис. 14. Схема обработки детали в шаблоне на фрезерном станке с верхним расположением шпинделя:
ручка с эксцентриком; 2- фреза; 3 –деталь; 4- упор; 5- копирные кромки; 6- копирный палец; 7- плита; 8- прихват
Упоры устанавливают относительно копирной кромки на расстоянии А (мм):
А=В+((dоб- dп)/2)
Где В – расстояние от торца детали до паза, мм;
dоб – диаметр фрезерования, мм;
dп – диаметр копирного пальца, мм.
При переходе на другую форму контура детали поворотом рукоятки поднимают копирный палец 6, до касания второй копирной кромки 5.
В настоящие время станки с верхним расположением шпинделя используются редко, им на смену пришли станки нового поколения с числовым программным управлением (ЧПУ).
Фрезерование древесины
Фрезерование древесины – это резание ее вращающимися фрезами. Различают:
- цилиндрическое,
- коническое,
- торцовое,
- торцово-коническое,
- продольное,
- фасонное фрезерование.
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое – происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов.
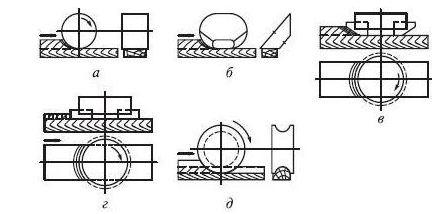
Рис. 104. Виды фрезерования древесины:
а – цилиндрическое;
б – коническое;
в – торцовое;
г – торцово-коническое;
д - фасонное
Все фрезерные работы можно подразделить на следующие четыре вида:
фрезерование прямолинейных кромок по линейке;
фрезерование криволинейных кромок по кольцу и шаблону;
фрезерование поверхностей двойной кривизны;
торцовое фрезерование канавок и профилей по копиру.
Фрезерование плоских и профильных кромок прямолинейных деталей ведется на фрезерном станке.
Различают три вида таких работ:
выверку гладких поверхностей, преимущественно кромок, под прямую плоскость;
сквозное фрезерование профиля;
несквозное фрезерование профиля (рис. 105).
В этих случаях фрезерование выполняется с помощью направляющей линейки.
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-249919-3", renderTo: "yandex_rtb_R-A-249919-3", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks");
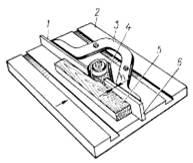
Рис. 105. Обработка прямолинейной кромки на фрезерном станке по линейке: 1 – задняя направляющая линейка; 2 – стол; 3 – - скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис.106).
Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль. Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
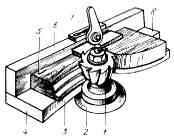
Рис. 106. Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону: 1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
Шипорезные станки
При сборке различных изделий, а также для сращивания досок или брусков по длине применяют шиповые соединения. Соответственно шиповые соединения делятся на угловые и серединные. Соединения концов двух деталей под углом осуществляют с помощью плоских прямоугольных (рамных) или клиновых (зубчатых) шипов. Рамные шиповые соединения бывают на сквозной одинарный, двойной или тройной шипы и соответствующие им проушины. Их делают на рамных шипорезных станках.
Различают следующие элементы плоского одинарного рамного шипа:
- две боковые грани (пласти),
- два заплечика и торцовую грань (вершину).
У проушины – две боковые пласти, внутренняя торцовая грань (дно) и две внешние торцовые грани.
Клиновые шипы для углового концевого соединения формируют на специальных усофрезерных станках или на рамных шипорезных станках.
Угловое концевое соединение широких дощечек (ящики, коробки) осуществляют с помощью прямоугольных ящичных открытых шипов, которые обрабатывают на ящичных шипорезных станках.

Рис. Угловые концевые соединения:
а – на шип открытый сквозной одинарный УК-1, б – на шип открытый сквозной двойной УК-2, в – на шип открытый сквозной тройной УК-3, г – на шип с полуптемком несквозной УК-4, д – на шип с полупотемком сквозной УК-5, е – на шип с потемком несквозной УК-6, ж – на шип с потемком сквозной УК-7, з – ни шипы круглые вставные сквозные и несквозные УК-8, и – на ус со вставаным несквозным круглым шипом УК-9, к – на ус со вставным несквозным плоским шипом УК-10, л – на ус со вставным сквозным плоским шипом УК-11
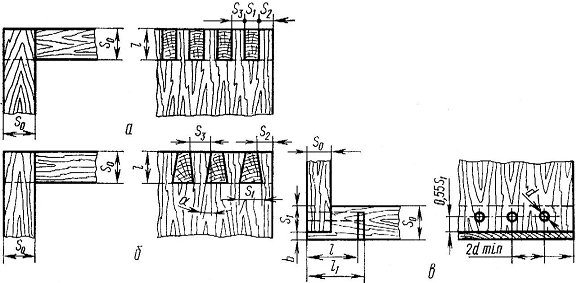
Рис. Угловые ящичные соединения:
а – на шип прямой открытый УЯ-1, б – на открытый шип «ласточкин хвост» УЯ-2, в – на открытый круглый шип УЯ-3
Угловое концевое соединение широких дощечек при сборке ящиков делают с помощью шипов типа «ласточкин хвост» с плоскими или закругленными гранями. У мебельных ящиков шипы «ласточкин хвост» делают с лицевой стороны закрытыми, а переднюю лицевую стенку толще боковой. Для получения таких шипов предназначены специальные шипорезные станки.
Клиновые шипы для соединения по длине брусковых заготовок характеризуются длиной шипа и шагом. Их получают на специальных шипорезных станках для сращивания или модернизированных ящичных шипорезных станках.
На шипорезные станки поступают высушенные заготовки правильной геометрической формы. Сучки, кармашки, червоточина, пробки и заделки в зоне формирования шипов не допускаются.
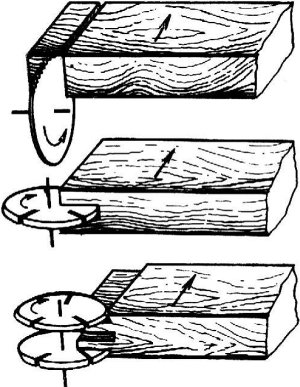
Рис. Технологическая схема образования шипов на одностороннем рамном шипорезном станке
Основное требование к шиповому соединению – его прочность, которая в значительной степени зависит от точности обработки шипов, отсюда вытекают высокие требования к точности элементов шипового соединения, которые выполняются на шипорезных станках.
Для шипорезных работ применяют круглые пилы и фрезерные инструменты общего или специального назначения. Множество вариантов инструмента определяется разнообразием шиповых соединений и приемов обработки их отдельных элементов.

Рис. Нарезание шипов на фрезерном станке:
1 – фреза, 2 – ограждение фрезы, 3 – направляющая линейка, 4 – подпорный брусок, 5 – прижим, 6 – каретка
Длина главной режущей кромки лезвия цельных насадных двузубых фрез для обработки ящичных прямых шипов должна быть равна ширине вырабатываемой проушины. Диаметр – 200 мм, ширина – 5, 6, 8, 10, 12, 18 мм.
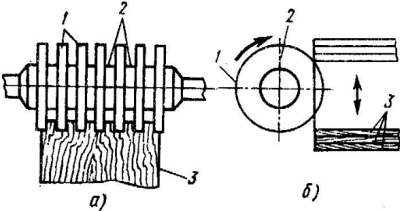
Рис. Формирование прямых ящичных шипов:
а – набор фрез с прокладками, б – нарезание шипов, 1 – фрезы, 2 – прокладки, 3 – заготовки
У фрезы цельной двузубой однорядной для обработки клиновых шипов боковые вспомогательные кромки зубьев скошены и образуют клин.
Однорядные фрезы применяют для фрезерования шипов длиной более 30 мм.
Фрезы насадные сборные для обработки шипов бывают двух типов:
- для торцового,
- поперечного фрезерования.
В корпусе шипорезной фрезы для торцового фрезерования укреплены четыре фасонных резца. У фасонного резца две режущих кромки:
- главная – для фрезерования заплечика,
- вспомогательная – для обработки пласти шипа.
Резцы в корпусе не регулируют и не снимают до полного износа. Их затачивают в сборе по задней поверхности режущих кромок.
В других конструкциях фрез для торцового фрезерования по два ножа и подрезающих резца. Ножи формируют заплечики шипа, а подрезающие резцы обеспечивают требуемую шероховатость граней шипа.
Фрезы шипорезные для поперечного фрезерования бывают:
- трехножевые с тонкими ножами,
- крыльчатые двухножевые с толстыми ножами.
Дисковые фрезы для обработки проушин аналогичны по конструкции шипорезным фрезам. Их ширина – 6, 8 12 и 14 мм.
Затачивают резцы в сборе по задней поверхности лезвия. По передним поверхностям затачивать нельзя, так как при заточке уменьшается размер по ширине проушины, что недопустимо. Резцы дисковых фрез оснащают пластинами из твердого сплава.
Подобны им дисковые сборные фрезы для выполнения подсечных операций и для фасонной обработки заплечиков шипа. В диске закрепляют фасонные резцы, форма режущей кромки которых совпадает с формой углубления на детали.
Если надо одновременно обработать несколько проушин, на шпинделе устанавливают соответствующее количество сборных дисковых фрез.
Концевые фрезы бывают цилиндрические – для обработки ящичных прямых шипов и фасонные – для обработки шипов "ласточкин хвост".
Концевые цилиндрические фрезы бывают затылованные и незатылованные с остроконечными зубьями. Их крепят на станке с помощью резьбового хвостовика, который ввинчивается в отверстие шпинделя.
Шипорезные фрезы работают при высокой частоте вращения, поэтому они должны быть отбалансированы. Балансировку проводят на специальных приспособлениях и станках.
Рамные шипорезные станки
Рамные шипорезные станки бывают двух типов:
- односторонние
- двусторонние.
На односторонних обрабатывают сначала один конец заготовки, затем заготовку переворачивают и вырабатывают шип или проушину на втором ее конце.
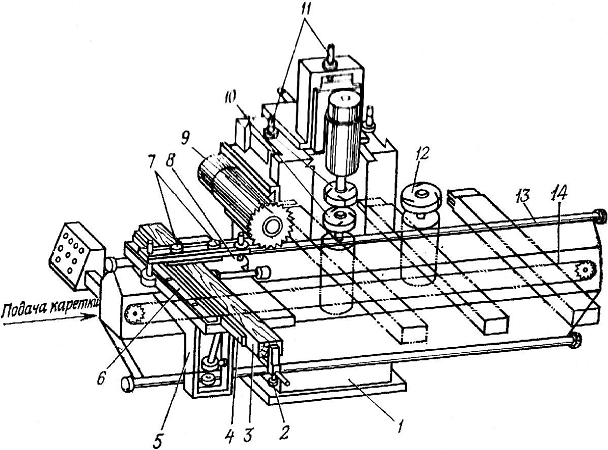
Рис. Односторонний рамный шипорезный станок:
1 – станина, 2 – упор, 3 – деталь, 4 – подпорный брусок, 5 – каретка, 6 – направляющая линейка, 7 – гидроприжимы, 8 – стол, 9 – пила, 10 – шипорезная фреза, 11 – винт настройки, 12 – дисковая фреза, 13 – направляющая, 14 – роликовтулочная цепь

Рис. Двусторонний рамный шипорезный станок:
1 – конвейерная цепь, 2 – клиновой ремень, 3 – подпружиненные ролики: 4 – вал, 5 – упор, 6 – редуктор, 7 – электродвигатель, 8 – упорная линейка
Двусторонние шипорезные станки позволяют одновременно вырабатывать шипы или проушины на обоих концах заготовки.
Надо иметь в виду, что пила и верхняя шипорезная фреза должны вращаться против часовой стрелки, а нижняя шипорезная и дисковая фрезы – по часовой стрелке (если смотреть на шпиндель со стороны установленного инструмента). Направляющую линейку на каретке настраивают по угольнику и индикатору.
Для предотвращения сколов детали при фрезеровании шипов используют подпорный брусок из древесины твердых пород. Его крепят к направляющей линейке так, чтобы на конце бруска можно было сформировать шип при обработке первой детали.
Ящичные шипорезные станки
Ящичные шипорезные станки бывают двух видов: для выработки прямых или клиновых шипов и шипов «ласточкин хвост».

Рис. Ящичный шипорезный станок с автоматической подачей ШПА40:
1 –пульт управления, 2 – электродвигатель, 3 – органы управления гидроприводом, 4 – подшипники рабочего вала, 5 – гидрозажимы, 6 – ременная передача, 7 – заготовки, 8 – стол, 9 – гидрошланги, 10 – гидроцилиндр подъема стола





