ЗАДАНИЕ №3
Анализ кинематики и настройка токарно-винторезного станка
Модель 16К20 на обработку конической поверхности
Теоретическая часть
Назначение станка, краткая техническая характеристика и технологические возможности токарной обработки
Назначение станка модели 16К20
Токарно-винторезный станок мод. 16К20 предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания, незакаленных, закаленных, а также трудно обрабатываемых материалов (нержавеющих жаропрочных сталей) в условиях единичного и серийного производства.
На модели 16К20 перенесены все лучшие качества системы управления станка 1К62:
– управление всеми рабочими и вспомогательными операциями централизовано;
– все рукоятки расположены удобно для токаря;
– рабочими и ускоренными перемещениями суппорта (продольными и поперечными) управляют одной рукояткой.
Краткая техническая характеристика станка мод. 16К20
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной......................................................................................................................400
над поперечным суппортом................................................................................................220
Расстояние между центрами, мм.............................................................700, 1000, 1400, 2000
Число частот вращения шпинделя........................................................................................22
Частоты вращения, мин−1.........................................................................................12,5–1600
Подача, мм/об:
Продольная...............................................................................................................0,055–2,8
Поперечная...............................................................................................................0,025–1,4
Шаг нарезаемой резьбы:
метрической, мм..........................................................................................................0,5–112
дюймовой, число ниток на 1".........................................................................................56–05
модульной, мм.............................................................................................................0,5–112
Мощность электродвигателя главного привода, кВт............................................................10
Габаритные размеры станка, мм:
Длина × ширина × высота...................................................................................2470 × 1470 × 1195
Масса станка, кг............................................................................................................................3000
Обработка конических поверхностей с помощью конусной или копирной линейки
Точение конусов с помощью конусной линейки (рис. 5) является наиболее универсальным и удобным способом, но для него требуется специальное приспособление – конусная или копирная линейка.
Основание 2 линейки монтируется сзади станины на кронштейне 1. На основании 2 устанавливается под углом направляющая 3, по которой перемещается ползун 4. Ползун связан с поперечным суппортом 5. Во время продольного перемещения суппорта по направляющим станины ползун 4 также перемещается по направляющей 3, но одновременно перемещаясь и в поперечном направлении (ввиду установки под углом направляющей 3),увлекает и поперечный суппорт.
Таким образом, резец при обработке конической поверхности получает одновременно два равномерных движения: в продольном через коробку подач и в поперечном от направляющей 3 направлениях.
Из графика движения (рис. 4) видно, что  ,
,
где s попи s прод – соответственно поперечное и продольное перемещение резца. Направляющая линейка 3 устанавливается под углом b.
Угол установа линейки: b = a.
Рисунок 4 – Точение конусов с помощью конусной линейки
Преимущества способа:
– механическая подача;
– совпадение осей центровых гнезд с осью конуса;
– большая длина обрабатываемой детали.
Недостаток способа: малый угол уклона – до 10°.
Иногда смещение линейки на угол b измеряется по шкале (в мм),где величина смещения т определяется по формуле
т = A tg a.
Следует отметить, что резцовую головку, заднюю бабку и линейку устанавливают предварительно и после одного или двух проходов резца корректируют их до получения точного угла уклона, который проверяется по втулке или по контрольной оправке для отверстий.
Кинематическая настройка станка на обработку детали методом смещения задней бабки
Расчетная часть
Исходные данные к рис.1
| Номер варианта
| L,
мм
| l,
мм
| D,
мм
| d,
мм
| Скорость резания V, м/мин
| Подача
S,
мм/об
|
|
|
|
|
|
|
| 0,6
|

Рисунок 1 – Эскиз задания
4.1 Определение угла наклона конуса, угла конуса, конусности, необходимой величины смещения корпуса задней бабки (рис. 2).
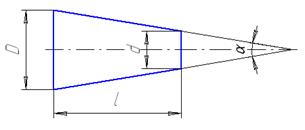
Рисунок 2 – Определение угла наклона конуса, угла конуса, конусности
4.1.1 Угол наклона конуса:
 ,
, 
4.1.2 Конусность: c = 
4.1.3 Угол конуса:  .
.
4.1.4 Необходимая величина смещения задней бабки (рис. 3): h = L . sina.

Рисунок 3 – Обработка конуса при смещении задней бабки
4.1.4.1 Расчет необходимой величины смещения задней бабки:
h» L . tga = L (d1 – d2) / 2 l = 300(100 − 80) / (2 . 200) = 15 мм.
ЗАДАНИЕ №3
Анализ кинематики и настройка токарно-винторезного станка







