CYCLE 96 (DIATH,SPL,FORM,VARI)
DIATH Номинальный диаметр резьбы
SPL начальная точка по Z
FORM форма резьбовой выточки
Значения:
A-D: для формы A-D в соответствии с DIN 76
VARI Определение позиции выточки

Для станков с инструментом ниже (перед) оси вращения (например, PC TURN 50/55), значения в скобках достоверны
Диаметр резьбы Начальная точка Длины Форма
Данный цикл позволяет выполнять резьбовые выточки в соответствии с DIN 76 форм А - D для траекторий с метрическими резьбами ISO с размерами МЗ - М68. Выточки (форма Е и F DIN 509) см. CYCLE 94.
DIATH, SPL
DIATH указывает номинальный диаметр
резьбы.
Резьбовые выточки ниже МЗ и выше М68 не
могут выполняться при помощи данного
цикла.
SPL указывает конечный размер (плечо) в Z.
FORM
Форма определяет тип резьбовой выточки в
соответствии с DIN 76.
Форма А: для внешних резьб
Форма В: для внешних резьб, короткая
версия
Форма С: для внутренних резьб
Форма D: для внутренних резьб, короткая
версия
VARI:
Только инструменты с позицией резца 1, 2, 3,
4 могут использоваться для данного цикла.
Если в данные инструмента введен угол
зазора, он соблюдается.
Если обнаруживается что данная форма
выточки не может быть выполнена
выбранным инструментом по причине
большого углового зазора, выводится
сообщение: "changed form of undercut"
(изменение формы выточки).
Обработка продолжается (погрешность
формы обычно совсем невелика).
CYCLE 97 Цикл нарезания резьбы
CYCLE 97 (P!T,MPIT,SPL,FPL,DM1,DM2,APP,R0P,TDEP,FAL,IANG, NSP,NRC,NID,VARI,NUMTH)
PIT шаг резьбы как значение
MPIT шаг резьбы как номинальный размер
Шаг резьбы регулярной метрической резьбы,
значение 3 (МЗ) - 60 (М60).
Программировать либо MPIT, либо PIT. Противоречивые
установки приведут к
появлению сигнала тревоги.
SPL начальная точка резьбы по Z
FPL конечная точка резьбы по Z
DM1 диаметр резьбы в начальной точке
DM2 диаметр резьбы в конечной точке
АРР траектория подвода без знака
ROP траектория вывода без знака
TDEP глубина резьбы без знака
FAL припуск на чистовую обработку без знака
IANG угол врезной подачи
положительное значение: боковая подача для одной боковой стороны отрицательное значение: изменяемая боковая подача
NSP сдвиг начальной точки для первой резьбы без знака
NRC количество проходов черновой обработки
NID количество холостых проходов
VARI вариант обработки
NUMTH количество резьб
VRT(*) Переменное расстояние отвода от контура
Шаг Метрический шаг
Начальная точка Конечная точка
Траектория подвода
Траектория выхода
Глубина резьбы
Припуск на чистовую
Обработку
Угол врезной подачи
Количество Черновых
Проходов
Количество холостых
Проходов
Вариант
Количество резьб
Функции:
•Цикл нарезания резьбы выполняет обработку прямой или конической резьбы, внутренней или наружной, с
постоянным шагом.
•Резьбы могут быть однозаходными или многозаходными.
Многозаходные резьбы выполняются одна-за-одной.
•Правосторонняя резьба или левосторонняя резьбы определяется направлением вращения перед началом цикла.
•Вы можете выбрать режим работы либо с постоянную подачей на проход, либо с постоянным сечением прохода.
Последовательность обработки:
■ Подвод к начальной точке в начале траектория подвода функцией GO.
•Врезная подача для черновой обработки в соответствии с VARI.
•Повтор черновой обработки в соответствии с NRC (количество черновых проходов).
•Следующий проход снимает припускна чистовую обработку G33.
•Чистовая обработка повторяется в соответствии с N1D (количество холостых проходов).
•Для каждой последующей резьбы последовательность повторяется.

PIT, MPIT
Шаг резьбы параллельно оси вводится без
знака.
PIT определяет шаг резьбы в мм, MPIT как
номинальное значение (МЗ - М60) для
регулярных метрических резьб.
Программируйте либо MPIT, либо PIT.
Противоречивые установки приводят к
появлению сигнала тревоги.
SPL, FPL, APP, ROP
Параметры SPL и FPL определяют
начальную и конечную точки резьбы.
Обработка резьбы начинается с АРР
(траектория подвода) перед SPL и
заканчивается ROP (траектория вывода)
после резьбы.
Траектории подвода и вывода необходимы
для ускорения и замедления суппортов.
В зоне подвода и выхода резьба не точная,
поэтому следует использовать выполнение
выводной канавки для резьбы.
Начальная точка по оси X для обработки
находится на 1 мм выше
запрограммированного диаметра резьбы.
TDEP, FAL, NRC, NID
Припуск на чистовую обработку FAL
вычитается из глубины резьбы TDEP a
остаток делится на проходы черновой
обработки (количество NRC). Деление
проходов черновой обработки выполняется в
соответствии с VARI (постоянное или
дигрессивное).
Впоследствии припуск на чистовую обработку
FAL снимается в один проход.
Выполняется установленное количество
холостых проходов NID.
Примечание:
Для регулярных метрических резьб:
Глубина резьбы = 0,613435 х шаг резьбы

IANG
Угол врезной подачи
Прямая врезная подача
Для прямой врезной подачи (вертикально
резьбе), программируйте IANG = 0.
Боковая врезная подача Значение IANG должно быть максимум половина угла резьбы (например, для метрических резьб максимум 30°).
Изменяемая боковая подача
Отрицательное значение для IANG
активирует переменную боковую подачу. При выполнении конических резьб переменная боковая невозможна.
NSP
Данный угол определяет точку врезания
первой резьбы на окружности заготовки.
Если NSP не запрограммирован, резьба
начинается в позиции 0°.
Диапазон ввода 0.0001° по +359.9999°
VARI
VARI определяет внешнюю / внутреннюю
обработку и тип врезания.
VARI может иметь значения от 1 до 4.
При делении врезания на отдельные врезные подачи с постоянным сечением прохода (VARI 3, 4) давление резания одинаково для всех проходов черновой обработки. Врезная подача выполняется с различными значениями для каждой глубины врезания. Для врезной подачи с постоянной глубиной врезания (VARI 1, 2) сечение стружки увеличивается от прохода к проходу.

NUMTH
Количество резьб для многозаходных резьб.
Для нормальной резьбы программируйте О или не программируйте параметр.
Единичные резьбы размещаются равномерно на окружности, начало первой резьбы определяется параметром NSP.
Для выполнения многозаходной резьбы с нерегулярным расположением единичных резьб нужно запрограммировать отдельный цикл для каждой резьбы, с отдельной начальной позицией в параметре NSP.
VRT
Траектория возврата во время нарезания резьбы. Если VRT = 0 (параметр не запрограммирован) инструмент отводится на 1 мм.
Продольная - торцевая резьба
Если угол конусности для конической резьбы ^45°, резьба выполняется на продольной оси, если угол конусности более 45°, резьба выполняется на поперечной оси.
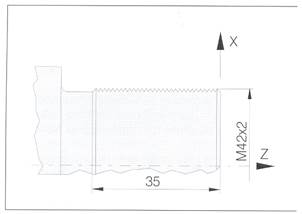
Пример CYCLE 97 Внешняя резьба
Данная программа выполняет метрическую
резьбы М42х4,5.
Врезная подача на боковой стороне с
постоянным поперечным сечением.
5 проходов черновой обработки выполнятся
до глубины резьбы 2.76 мм без.припуска на
чистовую обработку.
После этого 2 холостых прохода.
Шаг резьбы как номинальный размер резьбы MPIT M42
Начальная точка, продольно SPL О
Конечная точка, продольно FPL -35
Диаметр резьбы в начальной точке D1 42
Диаметр резьбы в конечной точке DM2 42
Траектория подвода АРР 10
Траектория вывода ROP 3
Глубина резьбы TDEP 2.76
Припуск на чистовую обработку FAL 0
Угол врезной подачи IANG 30
Сдвиг начальной точки NSP 0
Количество проходов черновой обработки NRC 5
Количество холостых проходов NID 2
Вариант обработки VARI 3
Количество резьб NUMTH 1
Траектория обратного хода VRT 1
Программа:
G54 Сдвиг нуля
G53 GO X610 Z350 Подвод к позиции смены инструмента (без ZO)
Т5 D1 G95 S1000 М4; резьбонарезной инструмент Вызов инструмента
G0X44 212 Подвод к заготовке
CYCLE97(,42,0,-35,42,42,10,3,2.76,,30,,5,2,3,1,1) Вызов цикла
G0X200Z100 Подъем
МЗО Конец программы
CYCLE 98 Цепочка резьб
CYCLE97 (РО1,DM1,PO2,DM2,PO3,DM3,PO4,DM4,APP,ROP,TDEP,FAL,IANG,
NSP,NRC,NID,PP1,PP2,PP3,VARI,NUMTH)
PO1 начальная точка резьбы по Z
DM1 диаметр резьбы в начальной точке
РО2 первая промежуточная точка резьбы по Z
DM2 диаметр резьбы в первой промежуточной точке
РОЗ вторая промежуточная точка резьбы по Z
DM3 диаметр резьбы во второй промежуточной точке
РО4 конечная точка резьбы по Z
DM4 диаметр резьбы в конечной точке
АРР траектория подвода без знака Траектория подвода
ROP траектория вывода без знака Траектория выхода
TDEP глубина резьбы без знака Глубина резьбы
FALnpnnycKHa чистовую обработку без знака Припуск на чистовую
Обработку
IANG угол врезной подачи Угол врезной подачи
положительное значение: боковая подача для одной боковой стороны
отрицательное значение: переменная боковая подача
NSP сдвиг начальной точки для первой резьбы без знака
NRC количество проходов черновой обработки Количество черновых
Проходов
NID количество холостых проходов Количество холостых
Проходов
РР1 шаг резьбы 1 как значение
РР2 шаг резьбы 2 как значение
РРЗ шаг резьбы 3 как значение
VARI вариант обработки Вариант
NUMTH количество резьб Количество резьб
VRT переменная траектория обратного хода от контура

РО1, DM1.. РО4, DM4, PP1, РР2, РРЗ
Параметр РО1, DM1.. РО4, DM4 определяет
точки контура цепочки резьб.
Параметры РР1, РР2 и РРЗ шаг отдельных
секторов резьбы.
Все другие параметры аналогичны
параметрам CYCLE 97.
Шаг между двумя коническими резьбами не должен быть точно 45°. Он всегда должен быть <45° (меньше) или >45° (больше).
Пример CYCLE 98 Цепочка резьб
Данная программа выполняется цепочку резьб, начиная с цилиндрической резьбы.
Врезная подача выполняется вертикально с постоянным сечением стружки.
5 проходов черновой обработки и 1 холостой проход.

Начальная точка, продольно РО1 О
Диаметр в начальной точке DM1 30
Первая промежуточная точка РО2 -30
Диаметр в первой промежуточной точке DM2 30
Вторая промежуточная точка РОЗ -60
Диаметр во второй промежуточной точке DM3 36
Конечная точка РО4 -80
Диаметр в конечной точке DM4 50
Траектория подвода АРР 10
Траектория вывода ROP 10
Глубина резьбы TDEP 0,92
Припуск на чистовую обработку FAL 0
Угол врезной подачи IANG 0
Сдвиг начальной точки NSP 0
Количество проходов черновой обработки NRC 5
Количество холостых проходов NID 1
Шаг резьбы 1,5
Шаг резьбы 2
Шаг резьбы 2
Вариант обработки VARI 3
Количество резьб NUMTH 1
Переменная траектория возврата VRT 1
Программа:
G54 Сдвиг нуля
G53 GO X610 Z350 Подвод к позиции смены инструмента (без ZO)
Т5 D1 G95 S1000 М4; резьбонарезной инструмент Вызов инструмента
G0X32Z12 Подвод к заготовке
CYCLE98(0,30,-30,30,-60,36,-80,50,10,10,0.92,,,,5,1,1.5,2,2,3,1)
Вызов цикла
G0X200Z100 Подъем
МЗО Конец программы

Фреймы
Фреймы изменяют текущую систему координат.
•Сдвиг системы координат: TRANS, ATRANS
•Вращение системы координат: ROT, AROT
•Программируемый масштабный
коэффициент: SCALE, ASCALE
•Зеркальная система координат: MIRROR,
AMIRROR
Команды фреймов программируются в отдельном кадре УП и выполняются в запрограммированном порядке.







