

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В результате проектирования технологического процесса должны быть разработаны и выполнены титульный лист(ТЛ), маршрутная карта (МК) и одна операционная карта (ОК) механической обработки, и составлен альбом карт технологического процесса.
Маршрутные карты (МК) и операционные карты (ОК) механической обработки являются основными документами:
МК и ОК являются технологическими документами, поэтому при
их оформлении следует учитывать общие требования к выполнению графических и текстовых технологических документов в соответствии со стандартами ЕСТД.
1. Титульный лист оформляется в соответствии с ГОСТ 3.1105-84.
2. МК оформляется в соответствии с ГХТ 3.III8-82, ОК оформляется в соответствии с ГОСТ 3.1404-86.
3. В МК и ОК должны быть заполнены все графы.
4. МК и ОК заполняются только черной пастой (чернилами), от руки, четко.
5. Рекомендуется оставлять одну - две свободных строки между описаниями операций, переходов.
6. На КЭ (карта эскизов) в соответствии с ГОСТ 1105-84.выполняется эскиз с размерами, получаемыми после выполнения операции.
Обрабатываемые поверхности нумеруют арабскими цифрами и выделяют сплошной линией (в два раза толще сплошной линии по ГОСТ 2303-68). Номер обрабатываемой поверхности проставляют в окружности 6 - 8 мм и соединяют выносной линией с изображением этой поверхности. Для обозначения баз и зажимных усилий пользуются условными знаками в соответствии с ГОСТ 3.1107-81. На эскизах указывают размеры, предельные отклонения, шероховатость по ГОСТ 2789-73 и ГОСТ 2.309-73, базы и другие данные, необходимые для выполнения операции.
ГОСТ 3.1702-79 устанавливает правила записей операций и переходов обработки резанием.
МК и ОК должны быть датированы и подписаны студентами.
|
|
Подробно правила и примеры оформления технологических процессов изложены в литературе [6,192-220].
Выбор варианта, исходные данные для выполнения контрольной работы № 1, № 2.
Таблица 4. Выбор вариантов заданий на контрольные работы №1и №2
| Предпоследняя цифра номера | Последняя цифра номера зачетной книжки | |||||||||
Таблица 4. Исходные данные для выполнения контрольной работы № 1
| № вари-анта | Наименование детали | Поверхности, на которые следует определить припуски методами: | Тип произ-водства | № чертежа детали | |
| Табличным | Аналити-ческим | ||||
| Штырь | Æ30f9 | Æ30Is6 | КСП | АКТМ.ЗОКР.001 | |
| Фланец | Æ44h11 | Æ30Н7 | МСП | АКТМ.ЗОКР.002 | |
| Стакан | Æ40Н7 | Æ60 h6 | ССП | АКТМ.ЗОКР.003 | |
| Ось | Æ18d11 | Æ43k6 | КСП | АКТМ.ЗОКР.004 | |
| Муфта | Æ38Н7 | Æ60k6 | МСП | АКТМ.ЗОКР.005 | |
| Крышка | Æ50Н8 | Æ70h8 | ССП | АКТМ.ЗОКР.006 | |
| Корпус | Торец основания (р-р10) | Æ24Н7 | КСП | АКТМ.ЗОКР.007 | |
| Колесо зубчатое | Æ110h11 | Æ50Н7 | ССП | АКТМ.ЗОКР.008 | |
| Вал | Æ35 h9 | Æ40k6 | ССП | АКТМ.ЗОКР.009 | |
| Рычаг | 18Н11 | Æ25Н7 | КСП | АКТМ.ЗОКР.010 | |
| Колесо зубчатое | Æ35 h14 | Æ25Н7 | ССП | АКТМ.ЗОКР.011 | |
| Вал-шестерня | Æ44h7 | Æ40f7 | ССП | АКТМ.ЗОКР.012 | |
| Вал | Æ38h6 | Æ32h8 | КСП | АКТМ.ЗОКР.013 | |
| Вал | Æ65h6 | Æ50Is6 | КСП | АКТМ.ЗОКР.014 | |
| Вал | Æ45h8 | Æ60m6 | CСП | АКТМ.ЗОКР.015 | |
| Шестерня | Æ63h11 | Æ20Н9 | МСП | АКТМ.ЗОКР.016 | |
| Шестерня | Æ32 Is6 | Æ63 h11 | МСП | АКТМ.ЗОКР.017 | |
| Полумуфта | Æ100h6 | Æ250h8 | ССП | АКТМ.ЗОКР.018 | |
| Серьга | Æ20Н8 | Æ25Н7 | МСП | АКТМ.ЗОКР.019 | |
| Ступица | Æ23Н8 | Æ70d11 | ССП | АКТМ.ЗОКР.020 |
|
|
Примечание:
МСП – мелкосерийное производство,
ССП - среднесерийное производство,
КСП - крупносерийное производство.
Таблица 5. Исходные данные для выполнения классной контрольной работы № 2
| № вари-анта | Наименование детали | № чертежа детали | Тип произ- водства | Содержание подробно разрабатываемой операции |
| Штырь | АКТМ.ЗОКР.001 | КСП | Окончательная обработка Æ30Js6 | |
| Фланец | АКТМ.ЗОКР.002 | МСП | Обработка 4отв.Æ5 | |
| Стакан | АКТМ.ЗОКР.003 | ССП | Фрезерование лыски в р-р 38 | |
| Ось | АКТМ.ЗОКР.004 | КСП | Обработка отв. Æ6 | |
| Муфта | АКТМ.ЗОКР.005 | МСП | Обработка шпоночного паза | |
| Крышка | АКТМ.ЗОКР.006 | ССП | Обработка отв. Æ10Н8 | |
| Корпус | АКТМ.ЗОКР.007 | КСП | Обработка 2 отв. Æ9 | |
| Колесо зубчатое | АКТМ.ЗОКР.008 | ССП | Чистовая токарная обработка | |
| Вал | АКТМ.ЗОКР.009 | ССП | Окончательная обработка Æ40k6 | |
| Рычаг | АКТМ.ЗОКР.010 | КСП | Фрезерование паза 18Н11 | |
| Колесо зубчатое | АКТМ.ЗОКР.011 | ССП | Обработка шпоночного паза | |
| Вал-шестерня | АКТМ.ЗОКР.012 | ССП | Обработка зубьев | |
| Вал | АКТМ.ЗОКР.013 | КСП | Фрезерование лысок в р-р 44 | |
| Вал | АКТМ.ЗОКР.014 | КСП | Обработка шпоночных пазов | |
| Вал | АКТМ.ЗОКР.015 | CСП | Обработка шпоночного паза | |
| Шестерня | АКТМ.ЗОКР.016 | МСП | Обработка шпоночного паза | |
| Шестерня | АКТМ.ЗОКР.017 | МСП | Чистовая токарная обработка | |
| Полумуфта | АКТМ.ЗОКР.018 | ССП | Обработка 8 отв. Æ17 | |
| Серьга | АКТМ.ЗОКР.019 | МСП | Обработка паза 32Н12 | |
| Ступица | АКТМ.ЗОКР.020 | ССП | Обработка 12отв. Æ16 |
Примечание:МСП – мелкосерийное производство, ССП - среднесерийное производство, КСП - крупносерийное производство.
Литература
Основная:
1. Данилевский В.В. Технология машиностроения: Учебник для техникумов.-5-е изд., перераб. и доп. - М: Высш. шк., 1984.-416 с., ил.
2. Клепиков В.В. Бодров А.Н. Технология машиностроения –М: ФОРУМ-ИНФРА-М, 2004.-859с
3. Проектирование технологических процессов в машиностроении: Учебное пособие для вузов/И.П.Филонов, Г.Я.Беляев, Л.М.Кожуро и др..; Под общ.ред.ИП.Филонова;+CD/-Мн.: УП «Технопринт», 2003.-910с.
4. Силантьева Н.А. Малиновский В.Р. Техническое нормирование труда в машиностроении: Учебник для учащихся сред. Спец. учеб. Заведений по курсу «Техническое нормирование труда в машиностроении».-2-е изд., перераб. и доп.- М.: Машиностроение,1990.-256с.: ил.
|
|
5. Технология машиностроения: В2кн. Кн.1. Основы технологии машиностроения: Учеб. пособ. для вузов/Э.Л.Жуков, И.И. Козарь,
С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2003.-278 с.: ил.
6. Технология машиностроения: В2кн. Кн.2. Производство деталей машин: Учеб. пособ. для вузов/Э.Л.Жуков, И.И.Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2005.-295 с.: ил.
Дополнительная:
7. Технология машиностроения: Сборник задач и упражнений: Учеб.пособие/В.И. Аверченков и др.; Под общ. ред. В.И. Аверченкова и Е.А.Польского.-2-е изд., перераб. и доп.-М.: ИНФРА-М,2005.-288 с9) Гельфгат Ю.И. Сборник задач и упражнений по технологии машиностроения, М: Высшая школа, 1986г.
8. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [Учеб.пособие для машиностроительных спец. вузов]. -4-е изд, перераб. и доп.- Мн: Высшая школа, 1983.-256с., ил.
9. Дерябин А.Л., Эстерзон М.А. Технология изготовления деталей на станках с ЧПУ и ГПС - М: Машиностроение, 1999.-288с.
10. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учебн. пособие для техникумов по спецальности «Обработка металлов резанием».: - М: Машиностроение, 1985.-184с., ил.
11. Курсовое проектирование по предмету «Технология машиностроения» Методические указания для учащихся средних специальных учебных заведений. Часть 1.- Днепропетровск,1990.- 129с. С ил.
12. Курсовое проектирование по предмету «Технология машиностроения» Методические указания для учащихся средних специальных учебных заведений. Часть 2 Приложения.- Днепропетровск,1990.- 116с. с ил.
13. Некрасов С.С. Практикум и курсовое проектирование по технологии сельскохозяйственного машиностроения –М: МИР, 2004.-240с., ил.
14. Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах: Учебное пособие для техникумов. 2-е изд., перераб. и допол. - М: Высшая школа 1986.-239с., ил.
15. Стародубцева В.С. Сборник задач по техническому нормированию в машиностроении. Учебное пособие для техникумов. Изд.2-е, перераб. и доп. М., Машиностроение, 1974.- 272с. с ил.
|
|
Справочная
16. Балабанов А. Н. Краткий справочник технолога-машиностроителя – М.: Машиностроение, 1992 -464с.
17. ГузеевВ.И., БатуевВ.А., Сурков И.В. Режимы резания для токарных и сверлильно-фрезерных-расточных станков с числовым программным управлением: Справочник, -М: машиностроение, 2005. 368 с.
18. Марочник сталей и сплавов/В.Г.сорокин,А.В. Волосникова, С.А. Вяткин др.; Под общ. ред.В.Г. Сорокина – М.: Машиностроение. 1989.- 640с.
19. Нормативы режимов резания при работе на станках с ЧПУ. Днепропетровск: Центр по НОТ; 1985.
20. Нормативы времени при работе на станках с ЧПУ. Днепропетровск: Центр по НО, 1985. 136с.
21. Общемашиностроительные нормативы времени: вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд.2-е - М: Машиностроение, 1974. 421с.
22. Общемашиностроительные нормативы времени на слесарно-сборочные работы по сборке машин- Серийное производство. Изд.2-е - М: Машиностроение, 1974. 243с.
23. Общемашиностроительные нормативы времени: вспомогательного,на обслуживание рабочего места и подготовительно-заключительного на работы выполняемые на металлорежущих станках. Среднесерийное и крупносерийноее производство. – М: НИИ Труда, 1984.-460с.
24. Обработка металлов резанием: Справочник технолога/ А.А.Панов., В.В.Аникин, Н.Г.Бойм. и др.: Под общей ред. А.А.Панова. - М.: Машиностроение 1988.-756 с.
25. Справочник технолога-машиностроителя. В 2-х т.Т.1 / Под ред. А.Г Косиловой и Р.К Мещерякова.- 4-е изд., перераб. и доп.. – М.: Машиностроение 1985. 656 с., ил.
26. Справочник технолога-машиностроителя. В 2-х т.Т.2 / Под ред. А.Г Косиловой и Р.К Мещерякова.- 4-е изд., перераб. и доп.. – М.: Машиностроение 1986. 496 с., ил.
.
ПРИЛОЖЕНИЕ 1
Пример выполнения контрольной работы № 1.
Тема: Выбор заготовки и расчет припусков на обработку.
Содержание работы:
Для шестерни (рисунок 1) в условиях среднесерийного производства:
1. Выбрать вид заготовки и обосновать способ ее получения.
2. Определить общие припуски и рассчитать размеры заготовки с допусками.
3. Определить коэффициент использования металла.
4. Составить плана обработки обрабатываемых поверхностей.
5. Определить припуски на обработку по стадиям, установить промежуточные размеры с допусками расчетно-аналитическим методом на заданную поверхность Æ72Н7.
6. Определить припуски на обработку по стадиям, установить промежуточные размеры с допусками статистическим методом на заданную поверхность Æ153-0,5.
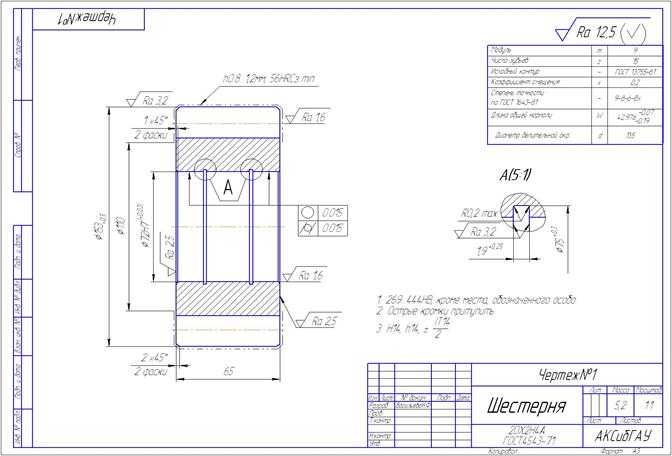
Рисунок 1 - Чертеж детали
|
|
|

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!