Передние и задние углы вдоль режущих кромок сверла можно рассматривать в двух сечениях (рисунок 4) в плоскости нормальной к режущей кромке, и в плоскости 0-0, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка.
Главные передние углы сверла γ1, γ2, γ3 определяются в плоскостях, нормальных к главной режущей кромке, т.е. в плоскостях N1 - N1; N2 – N2; N3 – N3.
Главным передним углом называется угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью к поверхности вращения режущей кромки вокруг оси сверла в той же точке. На рисунке 4 показаны главные передние углы γ1, γ2, γ3 соответствующие точкам режущей кромки I, 2 и 3.
Так как передняя поверхность сверла является винтом, то величина. передних углов для всех точек режущего лезвия сверла переменная. Наибольшую величину переднего угла имеют периферийные точки режущей кромки 1, где γ1=25 ¸ 30°, у точек 2 и 3, лежащих ближе к центру сверла, передний угол будет уменьшаться.
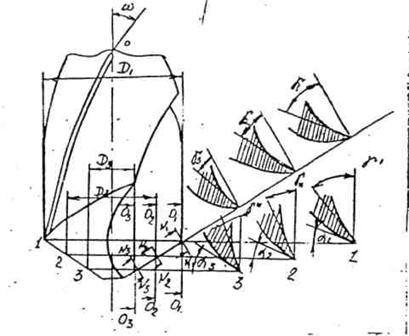
Рисунок 4 – Передние и задние углы сверла
Передние углы - в осевой плоскости γ', γ'', γ''' являются углами наклона винтовых линий для точек I, 2, 3 т.е.
γ'=w1; γ''=w2; γ'''=w3
Чтобы убедиться в этом, необходимо произвести развертку сверла для диаметров D 1, D 2, D 3 рисунок 5.

Рисунок 5 – Изменение углов в зависимости от диаметра
На основании рисунка 5 для угла γ, лежащего в плоскости 01 – 01 можно написать:
tg γ' = tgw1= 
Так как шаг спирали Т стружечной канавки для любого сечения величина постоянная, тогда
tg γ'х = tg γ' .  .
.
Передний угол в главной секущей плоскости N1 - N1 для любой точки режущей кромки может быть найден из формулы:
 ,
,
где D 1 - наружный диаметр сверла,- в мм;
Н - шаг винтовой линии сверла, в мм;
γ'х- передний угол для любой точки режущей кромки в плоскости, параллельной оси сверла;
D х - диаметр сверла для любой выбранной точки режущей кромки в мм;
γ' - передний угол в плоскости 01 – 01, равный углу w1;
j - половина угла при вершине сверла;
w - угол наклона винтовой канавки сверла на наружном диаметре.
Главные задние углы у спирального сверла измеряются в плоскостях, параллельных оси сверла и касательных к окружностям, описываемым точками I, 2, 3 при вращении сверла вокруг оси рисунок 4.
Величина задних углов у спирального сверла неодинакова в различных точках главной режущей кромки. У наружного диаметра задний угол a= 8 + 12°, а вблизи центра сверла a = 20 ¸ 25°.
Измерение спиральных сверл
Для измерения спирального сверла применяют следующие инструменты: универсальный угломер, штангенциркуль, микрометр, делительную головку, индикатор.
Диаметр сверла измеряют штангенциркулем между ленточками у заборного конуса с точностью до 0,05 мм рисунок 6.
Рисунок 6 – Измерительный диаметр
С целью определения угла обратного конуса j1 измеряют также диаметр сверла у хвостовика. Угол обратного конуса сверла определяют на длине 100 мм.
Угол наклона поперечной кромки ψ измеряют универсальным угломером рисунок 7.
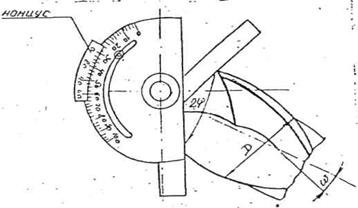
Рисунок 7 – Измерение угла при вершине
Толщину перемычки «в» измеряют штангенциркулем или микрометром с острыми наконечниками непосредственно у самой вершины сверла. Длину «а» поперечной кромки измеряют или подсчитывают по формуле:
а = 
где в - толщина перемычки;
ψ - угол наклона поперечной кромки.
Угол 2 j при вершине спирального сверла измеряют универсальным угломером, как показано на рисунке 7.
Угол наклона винтовой линии w определяют из соотношения

где Т - шаг винтовой линии;
D - диаметр сверла.
Схема измерения задних углов спирального сверла показана на рисунке 8.
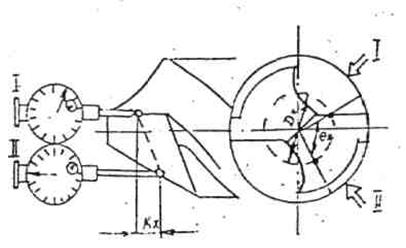
Рисунок 8 – Измерение задних углов
Сверло закрепляется в шпиндель делительной головки в горизонтальном положении. Измерительный стержень индикатора устанавливается в какой-либо точке режущей кромки диаметра Dx. После этого сверло поворачивается на угол θх порядка 15°. При повороте сверла измерительный стержень индикатора перемещается на величину Кх . Величина заднего угла подсчитывается по формуле

где К х - перемещение измерительного стержня индикатора при повороте сверл на х
θх - угол поворота сверла;
Dx – диаметр выбранной точки режущей кромки сверла, в мм.
Зенкеры
Зенкеры применяются для обработки ранее просверленных, отлитых или штампованных отверстий, либо для обработки торцовых поверхностей. Зенкеры разделяются на следующие основные группы:
- цилиндрические зенкеры, служащие для обработки (зенкерования) цилиндрических отверстий на 1,0 - 0,8 мм;
- цилиндрические зенкеры (зенковки) с направляющей цапфой, предназначенные для получения отверстия под цилиндрическую головку винта;
- конические зенкеры (зенковки), применяемые для зенкерования конических отверстий под головки винтов, для удаления заусенцев с краев отверстий и для зенкерования центровых отверстий в деталях;
- торцовке зенкеры для зачистки торцовых плоскостей, бобышек, приливов и т.п.
По способу крепления зенкеры разделяются на хвостовые и насадные. По конструктивному оформлению зенкеры делятся на цельные, сварные, сборные и с пластинкам из твердого сплава.
Типы зенкеров
3.1.1 Цилиндрический спиральный зенкер широко применяется как промежуточный инструмент между сверлом и разверткой. Зенкер имеет три или четыре режущих лезвия. Это обеспечивает зенкеру лучшее направление в отверстии и более точную обработку, чем после сверла. У зенкера отсутствуют поперечная кромка, что значительно облегчает условия резания.
Трехзубые зенкеры (рисунок 9) изготавливают цельными для отверстий диаметром от 10 до 32 мм.
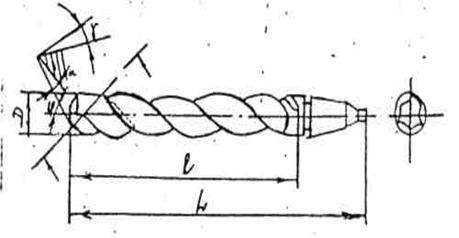
Рисунок 9 – Цельный трехзубый зенкер
Четырехзубые зенкеры делают насадными, цельными или со вставными регулируемыми ножами.
Насадные цельные зенкеры рисунок 10 делают для отверстий, диаметром до 40 мм.
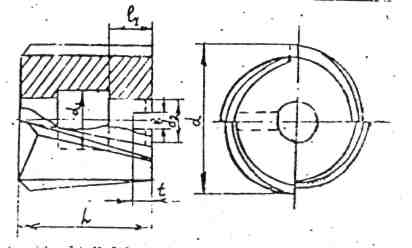
Рисунок 10 – Насадной четырехзубый зенкер
Насадные зенкеры со вставными регулируемыми ножами предназначены для отверстий диаметром от 40 до 100 мм рисунок 11.
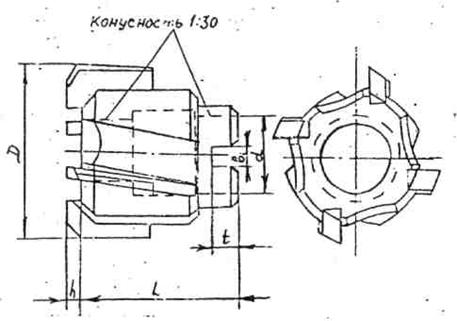
Рисунок 11 – Насадной четырехзубый зенкер со вставными ножами
Зенкеры, оснащенные твердым сплавом, выполняются двух видов: цельные и насадные рисунок 12.
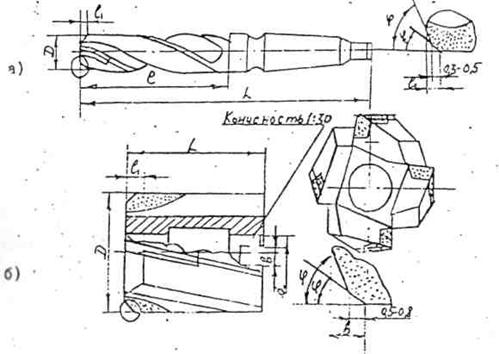
Рисунок 12 – Зенкеры с напаянными пластинками из твердого сплава
Цельные зенкеры изготавливают диаметром от 14 до 38 мм, а насадные от 34 до 60 мм. Применяются также зенкеры с пластинами из твердого сплава, напаянными на вставные ножки. Эти зенкеры делают хвостовыми и насадными.
Необходимо отметить, что зенкеры со вставными ножами являются более удобными в эксплуатации в сравнении с зенкерами, имеющими напаянные зубья. Корпус последних сохраняется долгое время, а заменяются лишь изношенные и выкрошенные зубья. Замена зубьев и их перешлифовка требует наибольшей затраты времени.
3.1.2 Цилиндрический зенкер с направляющей цапфой обеспечивает соосность рисунок 13.
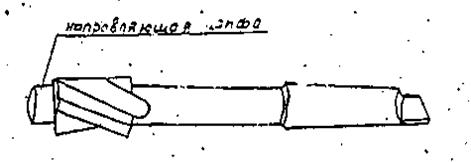
Рисунок 13 - Цилиндрический зенкер с направляющей цапфой
Цапфа служит для точного направления отверстия. Цилиндрические зенкеры часто для удобства заточки делают со сменной направляющей цапфой.
3.1.3 Конический зенкер применяют для зенкерования конусных отверстий под головки винтов, а также для получения центровых отверстий в заготовках для возможности обработки их в центрах (рисунок 14).
Конические зенкеры различаются как конструктивной формой, так и углом конусности. По углу конусности все зенкеры можно разделить на четыре группы: с углами 30° (см.рис. 14), 60°, 90°, 120°.

Рисунок 14 - Конический зенкер с углом конусности 30°






