

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Топ:
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ТЕТРАДЬ
Для практических работ
«Технические измерения»
обучающийся _____________________________
(Фамилия, Имя)
группы № ______
по профессии ________________________________
ПРАКТИЧЕСКАЯ РАБОТА №1
«Определение предельных отклонений и размеров. Построение графика поля допуска»
Цель работы: Получить практические навыки определения действительных, номинальных, предельных размеров деталей.
Получить практические навыки графического изображения изображение поля допуска, предельных отклонений и размеров.
Порядок проведения работы.
1. Чтение размеров.
На чертеже предельные отклонения размеров указываются справа непосредственно после номинального размера: верхнее отклонение над нижним, причем числовые величины отклонений записываются более мелким шрифтом, (исключение составляет симметричное двустороннее поле допуска, в этом случае числовая величина отклонения записывается тем же шрифтом, что и номинальный размер). Номинальный размер и отклонения проставляются на чертеже в мм.
Перед величиной предельного отклонения указывается знак + или -, если же одно из отклонений не проставлено, то это значит, что оно равно нулю.
Допуском ТD называют разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями:
TD = Dmax – Dmin = ES – EI
Отрицательного допуска не бывает, это всегда положительная величина.
Например:

Номинальный размер Dн = 15
Верхнее предельное отклонение ES = +0,25
Нижнее предельное отклонение EI = +0,15
Наибольший предельный размер Dmax = 15,25
Наименьший предельный размер Dmin = 15,15
|
|
Допуск TD=0,1

Задание: по обозначениям размеров на чертеже заполнить таблицу №1.
Таблица №1
| Основные понятия, выявляемые при чтении размера | Обозначение размера на чертеже, мм | |||
|
ВАЛ |
ОТВЕРСТИЕ | |||
| Номинальный размер D (d), мм | ||||
| Верхнее предельное отклонение ES (es), мм | ||||
| Нижнее предельное отклонение EI (ei), мм | ||||
| Наибольший предельный размер Dmax (dmax), мм | ||||
| Наименьший предельный размер Dmin (dmin), мм | ||||
| Допуск TD (Td), мм | ||||
Графическое изображение поля допуска.
|
ВАЛ | |
Графическое изображение поля допуска.
|
+
- | ||
|
- | ||
ОТВЕРСТИЕ

+
-
 +
+
-
ПРАКТИЧЕСКАЯ РАБОТА №3
«Измерение размеров деталей штангенциркулем»
Цель работы: освоение приемов применения штангенциркуля для определения размеров деталей и проверка соответствия этих размеров заданным на эскизе или чертеже, т.е. определение годности контролируемых деталей.
Задание: изучить конструкцию штангенциркуля, рассмотреть порядок отсчета показаний и определить результаты измерений по шкалам его штанги и нониуса, освоить приемы измерения размеров деталей разных форм.
Провести измерения на контролируемой детали и оценить ее годность.
Порядок проведения работы
1. Ознакомиться с правилами безопасности при выполнении работы.
2. Повторить названия элементов штангенциркуля
3. Рассмотреть порядок отсчета показаний штангенциркуля.
4. Определить годность выданного инструмента для проведения контроля размеров изделия.
5. Изучить чертеж или эскиз детали.
6. Выполнить измерения размеров имеющейся детали и записать результаты измерений.
7. Оценить годность и исправимость контролируемой детали.
В работе для контроля размеров детали используется штангенциркуль ШЦ-I-150-0,1 (рис. 1.1), диапазон измерения которого от 0 до 150 мм.
|
|
Штангенциркуль состоит из штанги 5, на которой нанесена шкала с ценой деления 1 мм. По штанге передвигается ___________ 3 со 7 нониуса, которая позволяет отсчитывать доли деления шкалы штанги. Цена деления шкалы нониуса у рассматриваемого штангенциркуля 0,1 мм. Штангенциркуль снабжен ____________ 8 для _______________ измерений и 1 для ______________ измерений, а также 2. К _________ 3 нониуса прикреплена _______________________________ 6 и ____________________ 4.
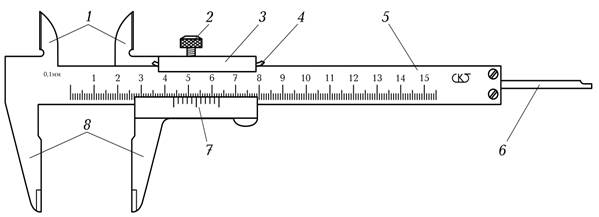
рис.1.1
При измерении определяют целое число миллиметров контролируемого размера по шкале штанги, для чего отсчитывают на ней штрих, ближайший меньший к нулевому штриху нониуса. Этот штрих, указывающий на целое число миллиметров контролируемого размера детали, необходимо запомнить и далее, если требуется, определить десятые доли миллиметра по шкале нониуса. Для этого отсчитывают на шкале нониуса штрих, совпадающий со штрихом штанги, запоминают число делений от его нулевого штриха и умножают на цену деления шкалы нониуса. Результат измерения вычисляют, суммируя целое число миллиметров и десятые доли миллиметра.
Необходимо, чтобы требования к точности измерений могли быть проконтролированы используемым средством измерения.
Подготовка к измерениям
1. Тщательно протереть поверхности детали, подлежащие контролю, для удаления налипших частичек металла, например стружки.
2. Протереть измерительные поверхности губок штангенциркуля.
3. Проверить готовность штангенциркуля к проведению измерений, в частности проверить правильность установки на «нуль»; нулевые штрихи нониуса и штанги должны точно совпадать.
Внимание! Если совпадение делений отсутствует, то проводить измерение нельзя. В этом случае необходимо либо устранить неточность инструмента, либо заменить его, чтобы вновь выполнить измерения.
Проведение измерений
При проведении измерений деталь должна быть в левой руке, причем необходимо удерживать деталь недалеко от губок штангенциркуля. Одновременно большим пальцем правой руки, которая поддерживает его штангу (шейку), необходимо перемещать рамку до плотного соприкосновения измерительных губок штангенциркуля с измеряемой поверхностью, не допуская их перекоса (рис. 1.2). Положение рамки необходимо закрепить зажимным винтом.
|
|
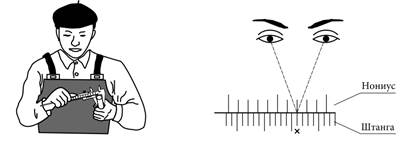
Рис. 1.2 Рис. 1.3
Для точного отсчета показаний со шкал штанги и нониуса штангенциркуль необходимо держать прямо перед глазами. Правильное направление взгляда на шкалу при отсчете показаний видно на рис. 1.3. Результаты измерений требуется записать.
Заполнить таблицу
| Размер | предельные р-ры | действительный размер | годен/ не годен | исправимо/ неисправимо | |
| наименьший | наибольший | ||||
Порядок проведения работы.
ВАЛ
ОТВЕРСТИЕ
ПРАКТИЧЕСКАЯ РАБОТА №6
Измерение размеров деталей гладким микрометром
Цель работы: освоение приемов использования гладких микрометров для измерения размеров деталей и проверка соответствия этих размеров заданным на эскизе или чертеже, т.е. определение годности контролируемых деталей.
Задание: изучить конструкцию гладкого микрометра, рассмотреть порядок отсчета показаний и определения результатов измерения по шкалам его стебля и барабана. Освоить приемы измерения размеров деталей разных форм, провести измерения на контролируемой детали и оценить ее годность.
Порядок проведения работы
1. Ознакомиться с правилами безопасности при выполнении работ.
2. Повторить названия элементов гладкого микрометра
3. Рассмотреть порядок отсчета показаний гладкого микрометра.
4. Определить годность выданного инструмента для проведения контроля размеров изделия.
5. Изучить чертеж или эскиз детали.
6. Выполнить измерения размеров имеющейся детали и записать результаты измерений.
7. Оценить годность и исправимость контролируемой детали.
В работе для контроля размеров детали используется гладкий микрометр (рис. 6.1), диапазон измерения которого от 0 до 25 мм. Цена деления шкалы стебля 0,5 мм, шкалы барабана - 0,01 мм.
|
|
Скоба 1 является основанием микрометра, а винтовая пара, состоящая из ______________________________________________ 3 и микрометрической гайки, расположенной в _____________ 5, - передаточным устройством. В _______ 1 установлены _____________ 5 и ___________ 2. Положение микрометрического винта и пятки фиксируется ____________________________ 4.
Измеряемая деталь охватывается измерительными поверхностями _______________ 2 и ________________________ 3. _____________ 6 присоединен к микрометрическому винту ___________ 7 _____________ 8. Для приближения микрометрического винта к измеряемой поверхности детали его вращают за барабан или за трещотку правой рукой от себя, а для удаления микрометрического винта от поверхности детали его вращают на себя. Измерительное усилие микрометра в момент плотного соприкосновения измерительных его поверхностей с деталью стабилизируется благодаря повороту трещотки, который сопровождается небольшим треском.
Целое число миллиметров определяется по шкале стебля, для чего выбирается штрих, ближайший наименьший к коническому скосу барабана. Если на нижней части шкалы стебля виден штрих, делящий пополам расстояние между верхними штрихами шкалы, то прибавляется еще 0,5 мм. Затем на шкале барабана определяется штрих, совпадающий с горизонтальной линией на стебле. Этот штрих показывает сотые доли миллиметра.
Результат измерения размера микрометром определяют как сумму показаний по шкале __________ 5 и ______________ 6
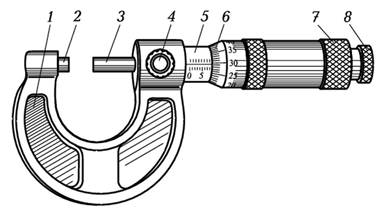
рис.6.1
Необходимо, чтобы требования к точности измерений могли быть проконтролированы используемым средством измерения.
Подготовка к измерениям
1. Тщательно протереть поверхности детали, подлежащие измерению, для удаления налипших частиц металла.
2. Протереть измерительные поверхности микрометрического винта и пятки микрометра.
3. Проверить плавность работы трещотки и легкость вращения зажимного винта в микрогайке и стебле.
4. Проверить готовность микрометра к работе: микрометр должен быть установлен на нулевое деление линейки (установлен на «0»). В этом положении нулевой штрих шкалы барабана должен находиться над нулевым штрихом шкалы стебля.
Если такого совпадения нет, то микрометром проводить измерения нельзя.
5. Установить микрометр на «0», для чего необходимо:
· довести до плотного соприкосновения измерительные поверхности микрометрического винта 3 (см. рис. 2.1) и пятки 2, закрепить микрометрический винт стопором, вращая зажимной винт 4 по часовой стрелке до прочного закрепления;
· отсоединить барабан 6 от микрометрического винта, для чего левой рукой охватить барабан, а правой – корпус трещотки и вращать его против часовой стрелки до появления осевого люфта барабана на микрометрическом винте;
|
|
· совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля (рис. 2.2), для чего левой рукой охватить скобу микрометра, удерживая барабан в положении совпадения нулевых штрихов. а правой рукой вращать корпус трещотки по часовой стрелке до полного закрепления барабана на микровинте;
· освободить зажимной (стопорный) винт 4, вращая его против часовой стрелки.
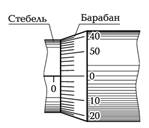
Рис. 6.2
При проверке правильности выполненной установки микрометра на «0» отвести микрометрический винт от пятки, повернув его за трещотку против часовой стрелки на три-четыре оборота, и затем плавным движением подвести микровинт к пятке, как было указано ранее.
Если установка микрометра на «0» не удалась, выполнять ее необходимо снова до тех пор, пока не будет достигнута требуемая точность совпадения нулевых штрихов шкал.
Проведение измерений
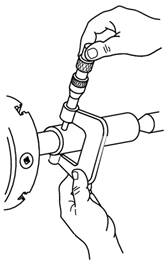 Отвести микровинт в исходное положение, взять микрометр левой рукой за скобу около пятки, как показано на рис. 6.3, а правой рукой вращать микрометрический винт за трещотку против часовой стрелки до появления из-под барабана на шкале стебля штриха, показывающего размер на 0,5 мм больше, чем величина контролируемого размера, заданного на эскизе детали. Далее, если, например, требуется проконтролировать цилиндрическую поверхность измеряемого вала в диаметральном сечении, охватить ее измерительными поверхностями микровинта и пятки. Для этого положить измеряемую деталь на стол перед собой (осью вала на себя), взять левой рукой микрометр за скобу около пятки, а правой рукой за трещотку и наложить микрометр на деталь так, чтобы измеряемая поверхность вала оказалась на оси измерения (осью измерения считают общую ось микрометрического винта и пятки).
Отвести микровинт в исходное положение, взять микрометр левой рукой за скобу около пятки, как показано на рис. 6.3, а правой рукой вращать микрометрический винт за трещотку против часовой стрелки до появления из-под барабана на шкале стебля штриха, показывающего размер на 0,5 мм больше, чем величина контролируемого размера, заданного на эскизе детали. Далее, если, например, требуется проконтролировать цилиндрическую поверхность измеряемого вала в диаметральном сечении, охватить ее измерительными поверхностями микровинта и пятки. Для этого положить измеряемую деталь на стол перед собой (осью вала на себя), взять левой рукой микрометр за скобу около пятки, а правой рукой за трещотку и наложить микрометр на деталь так, чтобы измеряемая поверхность вала оказалась на оси измерения (осью измерения считают общую ось микрометрического винта и пятки).
Подвести микрометрический винт к поверхности вала до его зажима так, чтобы трещотка повернулась 2-3 раза. Измерение необходимо проводить аккуратно, чтобы не было перекоса детали в процессе контроля.
Результаты измерения требуется записать. Для достоверности данных контроль
детали рекомендуется провести в нескольких сечениях.
Размеры детали, ограниченной плоскими поверхностями, контролируют аналогично.
Рис. 6.3
Заполнить таблицу
| Размер | предельные р-ры | действительный размер | годен/ не годен | исправимо/ неисправимо | |
| наименьший | наибольший | ||||
Порядок проведения работы.
1.Определение параметров отверстия и вала для посадки с зазором
Номинальный диаметр D = d
| Параметры | Отверстия | Вала |
| Обозначение | ||
| Верхнее отклонение | ЕS = | es= |
| Нижнее отклонение | EI = | ei = |
| Максимальный диаметр | Dmax =Dн+ES= | dmax = dн + es = |
| Минимальный диаметр | Dmin =Dн+EI= | dmin = dн + еi = |
| Допуск размера | TD=ES-EI | Td=es-ei= |
| Допуск посадки | ТП = ТD + Td = | |
Предельные зазоры:
Smax = ES – ei =
S min = EI – es =
Допуск посадки:
ТП=TS=Smax-Smin=
+
-
|
Практическая работа № 9
Практическая работа № 10
ТЕТРАДЬ
Для практических работ
«Технические измерения»
обучающийся _____________________________
(Фамилия, Имя)
группы № ______
по профессии ________________________________
ПРАКТИЧЕСКАЯ РАБОТА №1
«Определение предельных отклонений и размеров. Построение графика поля допуска»
Цель работы: Получить практические навыки определения действительных, номинальных, предельных размеров деталей.
Получить практические навыки графического изображения изображение поля допуска, предельных отклонений и размеров.
Порядок проведения работы.
1. Чтение размеров.
На чертеже предельные отклонения размеров указываются справа непосредственно после номинального размера: верхнее отклонение над нижним, причем числовые величины отклонений записываются более мелким шрифтом, (исключение составляет симметричное двустороннее поле допуска, в этом случае числовая величина отклонения записывается тем же шрифтом, что и номинальный размер). Номинальный размер и отклонения проставляются на чертеже в мм.
Перед величиной предельного отклонения указывается знак + или -, если же одно из отклонений не проставлено, то это значит, что оно равно нулю.
Допуском ТD называют разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями:
TD = Dmax – Dmin = ES – EI
Отрицательного допуска не бывает, это всегда положительная величина.
Например:
Номинальный размер Dн = 15
Верхнее предельное отклонение ES = +0,25
Нижнее предельное отклонение EI = +0,15
Наибольший предельный размер Dmax = 15,25
Наименьший предельный размер Dmin = 15,15
Допуск TD=0,1
Задание: по обозначениям размеров на чертеже заполнить таблицу №1.
Таблица №1
| Основные понятия, выявляемые при чтении размера | Обозначение размера на чертеже, мм | |||
|
ВАЛ |
ОТВЕРСТИЕ | |||
| Номинальный размер D (d), мм | ||||
| Верхнее предельное отклонение ES (es), мм | ||||
| Нижнее предельное отклонение EI (ei), мм | ||||
| Наибольший предельный размер Dmax (dmax), мм | ||||
| Наименьший предельный размер Dmin (dmin), мм | ||||
| Допуск TD (Td), мм | ||||
Графическое изображение поля допуска.
|
ВАЛ | |
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
