ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки в единой системе классификации станков составляют шестую группу, поэтому обозначение (шифр) любого фрезерного станка начинается с цифры 6.
Типы станков:
1- Вертикально-фрезерные консольные
2- Фрезерные станки непрерывного действия
3- Продольные одностоечные
4- Копировальные и гравировальные
5- Вертикальные бесконсольные
6- Продольные двухстоечные
7- Широкоуниверсальные фрезерные
8- Горизонтально-фрезерные консольные
9- Разные фрезерные
Различают две основные группы фрезерных станков:
1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные);
2) специализированные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные, резьбофрезерные и др.).
По конструктивным особенностям фрезерные станки подразделяются на консольные (стол расположен на подъёмном кронштейне – консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко- и среднесерийном производствах наиболее распространены консольные фрезерные станки. Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель, выдвижной хобот, на который устанавливают фрезу, поддерживающую оправку с фрезой. Консоль перемещается по направляющей стойке. На консоли расположены салазки и стол.
Наиболее распространенными типами фрезерных станков являются консольные универсальные горизонтально- и вертикально-фрезерные. На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т.п.
Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи – относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом, движения приборов для автоматического контроля размеров и т.д.
Несмотря на разнообразие видов станка основные элементы конструкции схожи. Технологические возможности фрезерного станка расширяются с помощью следующих дополнений:
• Универсальной, вертикальной или долбежной головки;
• Универсального делительного аппарата;
• Круглого делительного стола;
• Устройства для нарезания гребенок и т. д.

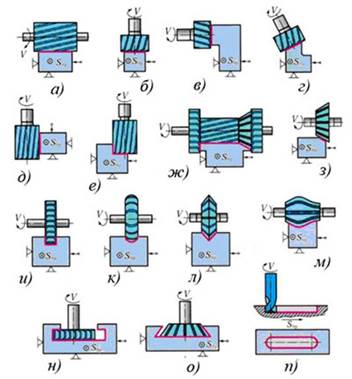
Основные типы фрез и виды фрезерования
а – обработка горизонтальных плоскости цилиндрической фрезой;
б – обработка горизонтальной плоскости торцевой фрезой; в – обработка вертикальной плоскости торцевой фрезой; г – обработка наклонной плоскости торцевой фрезой; д – обработка вертикальной плоскости концевой фрезой; е – обработка уступа концевой фрезой; ж – обработка фасонной поверхности набором фрез; – обработка наклонной плоскости угловой фрезой; и – обработка прямоугольного паза дисковой прорезной фрезой; к, л, м – обработка фасонных поверхностей; н – обработка «Т-образного» паза; о – обработка паза типа «ласточкин хвост»;
п – обработка шпоночного паза концевой фрезой
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки в единой системе классификации станков составляют шестую группу, поэтому обозначение (шифр) любого фрезерного станка начинается с цифры 6.
Типы станков:
1- Вертикально-фрезерные консольные
2- Фрезерные станки непрерывного действия
3- Продольные одностоечные
4- Копировальные и гравировальные
5- Вертикальные бесконсольные
6- Продольные двухстоечные
7- Широкоуниверсальные фрезерные
8- Горизонтально-фрезерные консольные
9- Разные фрезерные
Различают две основные группы фрезерных станков:
1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные);
2) специализированные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные, резьбофрезерные и др.).
По конструктивным особенностям фрезерные станки подразделяются на консольные (стол расположен на подъёмном кронштейне – консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко- и среднесерийном производствах наиболее распространены консольные фрезерные станки. Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель, выдвижной хобот, на который устанавливают фрезу, поддерживающую оправку с фрезой. Консоль перемещается по направляющей стойке. На консоли расположены салазки и стол.
Наиболее распространенными типами фрезерных станков являются консольные универсальные горизонтально- и вертикально-фрезерные. На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т.п.
Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи – относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом, движения приборов для автоматического контроля размеров и т.д.
Несмотря на разнообразие видов станка основные элементы конструкции схожи. Технологические возможности фрезерного станка расширяются с помощью следующих дополнений:
• Универсальной, вертикальной или долбежной головки;
• Универсального делительного аппарата;
• Круглого делительного стола;
• Устройства для нарезания гребенок и т. д.
Основные типы фрез и виды фрезерования
а – обработка горизонтальных плоскости цилиндрической фрезой;
б – обработка горизонтальной плоскости торцевой фрезой; в – обработка вертикальной плоскости торцевой фрезой; г – обработка наклонной плоскости торцевой фрезой; д – обработка вертикальной плоскости концевой фрезой; е – обработка уступа концевой фрезой; ж – обработка фасонной поверхности набором фрез; – обработка наклонной плоскости угловой фрезой; и – обработка прямоугольного паза дисковой прорезной фрезой; к, л, м – обработка фасонных поверхностей; н – обработка «Т-образного» паза; о – обработка паза типа «ласточкин хвост»;
п – обработка шпоночного паза концевой фрезой
Обозначение фрезерных станков
Например: 6Д81
6 - фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (модификация) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 - горизонтально-фрезерный)
1 – исполнение станка - типоразмер (0, 1, 2, 3, 4) (1 - размер рабочего стола - 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка - (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола.
Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В производство консольно - фрезерных станков освоено пять типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер
| Станки
| Размер стола, мм
|
| 0
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш
| 200 х 800
|
| 1
| 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш
| 250 х 1000
|
| 2
| 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш
| 320 х 1250
|
| 3
| 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г
| 400 х 1600
|
| 4
| 6М14П, 6М84, 6М84Г
| 500 х 2000
|
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.






