Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Данное руководство предназначено, прежде всего, для использования оператором станка, а также для лиц, ответственных за обеспечение безопасности производства. По этой причине необходимо внимательно ознакомиться с его содержанием.
Внимание Обслуживающий персонал должен внимательно прочитать данное руководство и хорошо понимать принципы работы данного устройства, знать правила техники безопасности и приемы безопасной работы на данном оборудовании, строго соблюдать инструкции по обслуживанию механизмов, что будет гарантировать его безопасность и нормальную работу. Это руководство должно всегда находиться в непосредственной близости к рабочему месту, чтобы можно было быстро получить необходимую информацию.
Мы сохраняем за собой право постоянно улучшать работу наших станков, модифицируя их в техническом плане. Неправильная работа или обслуживание, не рекомендуемые нами, приведут к прекращению гарантии.
После получения станка проверьте соответствие модели паспортным данным и наличие принадлежностей к нему, перечисленных в упаковочном листе, а также состояние станка. Если вы обнаружите отсутствие какой-либо детали или наличие повреждения, пожалуйста, немедленно сообщите об этом компании-изготовителю.
Внимание Наша компания не несет ответственности за коммерческий успех Вашего предприятия. Успешная работа станка зависит как от работы механизмов, так и от человеческого фактора. Обеспечение квалифицированного персонала, от оператора до мастера цеха, входит в Вашу задачу.
Внимание Безопасность работы данного станка гарантируется только для функций и материалов, которые перечисляются в данном руководстве. Фирма не несет ответственности за потери, возникающие у пользователя, если данный станок применяется не по назначению или если он использовался без учета замечаний, приводимых в данном руководстве.
Для обеспечения правильной эксплуатации данного станка к работе на нем должны допускаться только лица, прошедшие специальный инструктаж.
Фирма не несет также ответственности по вопросам, связанным с безопасностью выполнения работ, по надежности или по обеспечению эксплуатационных характеристик, если станок используется без учета замечаний, приводимых в данном руководстве и в частности, в разделах, посвященных его сборке, эксплуатации, ремонту и техническому обслуживанию.
При выполнении ремонта или технического обслуживания пользуйтесь только оригинальными запасными деталями изготовителя.
При выполнении ремонта обращайтесь к специализированным службам. Если ремонт выполняется лицами или организациями, не имеющими для этого соответствующих полномочий или квалификации, то пользователь несет личную ответственность за работоспособность станка.
Уважаемый Клиент,
Благодарим Вас за покупку нашего станка. Выбранный Вами станок был спроектирован, создан и подвергнут тщательным приемным испытаниям нашими специалистами в соответствии с жесткими критериями, чтобы удовлетворить всем требованиям качества конечной продукции.
Данное руководство содержит пояснения по правильной эксплуатации, техническому обслуживанию и быстрой диагностике причин неисправностей, чтобы сделать использование станка как можно более безопасным и производительным.
Руководство по эксплуатации не отражает конструктивных изменений в станке, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступающей с ней.
2. Технические характеристики
Станки с вакуумными столами:
Модель
Характеристики
S3102VACUUM
(18 AVT)
S3103 VACUUM
(24 AVT)
S3204 VACUUM
(30 AVT)
Размеры рабочей зоны стола (X×Y×Z), мм
1800х1300х160
2500х1300х160
3048х1524х160
Точность обработки,
+/-, мм
0,025
0,025
0,025
Макс. скорость, м/мин
20
20
20
Напряжение электросети, В
380
380
380
Мощность электродвигателя шпинделя, кВт
от 3,7 до 5,5 в зависимости от модели
Мощность электродвигателя вакуумного насоса, кВт
7,5
Станки без вакуумных столов:
Модель
Характеристики
S3102 T- SLOT
(18 AТ)
S3103 T- SLOT
(24 AT)
S3204 T- SLOT
(30 AT)
Размеры рабочей зоны стола (X×Y×Z), мм
1800х1300х160
2500х1300х160
3048х1524х160
Точность обработки,
+/-, мм
0,025
0,025
0,025
Макс. скорость, м/мин
20
20
20
Напряжение электросети, В
380
380
380
Мощность электродвигателя шпинделя, кВт
от 3,7 до 5,5 в зависимости от модели
3. Правила техники безопасности
В данной инструкции описана важная информация для безопасного, правильного и экономичного использования станка. Следование данной инструкции позволит свести к минимуму вероятность несчастных случаев, поражений электрическим током, пожаров или других происшествий.
1.
2.
3.
3.1. Квалификация оператора
Перед началом проведения работ на станке оператор должен быть хорошо обучен, а так же ознакомлен с характеристиками станка, осведомлен об опасности, которая может возникнуть при использовании станка. Работу на станке может проводить только квалифицированный персонал.
Оператор должен внимательно изучить и следовать всем инструкциям данного руководства.
У оператора должны быть навыки работы с компьютером и базовые знания станка. Он должен быть знаком с программным обеспечением CAD/CAM.
3.2 Правила техники безопасности
1. Запрещено использование данного станка в сырых и темных помещениях, а также в местах, в которых содержится огнеопасная жидкость или газ.
2. Оператор должен носить спецодежду без развевающихся частей, гарантирующую безопасность работы. Перед работой снимайте браслеты, галстуки и другие предметы одежды, которые могут попасть в станок. Застегните манжеты рукавов.
3. Перед началом работ необходимо подключить аспирационную систему. При начале работ на станке система аспирации должна уже быть включена. Используйте надежную систему аспирации с достаточной производительностью.
4. Перед началом работы убедитесь в том, что рядом с рабочим местом нет посторонних лиц или предметов, которые могут помешать в работе. Рабочее место должно быть хорошо освещено. Не допускается скольжение оператора.
5. При работе с металлическими материалами необходимо носить защитные очки.
6. Оператор должен четко понимать наличие возможной опасности при помещении рук в особо опасные зоны станка. При работе на станке оператор должен быть очень внимательным. Запрещено работать в усталом или нетрезвом состоянии.
7. Рабочая зона должна быть чистой, достаточно освещенной и свободной от мусора.
8. Не допускайте контакта с движущимися частями станка.
9. Проверьте состояние кабеля питания (он не должен быть натянутым и иметь повреждения и перегибы). Кабель не должен находиться рядом с нагретыми предметами и острыми деталями.
10. При замене режущего инструмента отключайте станок от источника питания и включайте его только после установки режущего инструмента.
11. Не используйте деформированный и поврежденный инструмент. Крепежные элементы всех режущего инструмента затягивать без применения рычага и ударов по ключу.
12. Режущий инструмент должен быть обслужен, заточен и отбалансирован.
13. Режущий инструмент следует хранить в сухом месте, вне досягаемости посторонних.
14. Перед началом работы заготовку необходимо надежно зафиксировать на рабочем столе. Запрещено фиксировать заготовки руками.
15. Перед техническим обслуживанием и настройкой следует отключить источник энергии и остановить все движущие детали станка. Для того чтобы предотвратить непреднамеренный повторный запуск станка, необходимо выключить его кнопкой “Стоп”.
16. При ремонте станка на выключателе должен быть вывешен плакат: "НЕ ВКЛЮЧАТЬ - работают люди!"
17. Перед включением станка нужно удалить ключ шпинделя.
18. Станок должен обслуживаться только квалифицированными специалистами.
19. Используйте запасные детали или комплектующие, которые предусмотрены фирмой - изготовителем. В противном случае возможен выход из строя станка и получение травм оператором.
20. Не используйте маломощные шпиндели при больших нагрузках.
21. Использование нелицензированного программного обеспечения для автоматизированного программирования или неподходящего режущего инструмента может привести к повреждению станка, а неправильное использование – к травмам.
22. Всегда выключайте станок при перерывах в работе.
23. После окончания работы оператор обязан очистить станок от стружки, щепок, пыли.
24. Техническое обслуживание станка следует проводить регулярно.
25. Предохранительные устройства и ограждения должны находиться на своих местах и быть в удовлетворительном состоянии.
26. Запрещается использовать бензин, растворители или другие горючие жидкости для очистки станка.
27. Не подносите к оборудованию легко воспламеняющиеся предметы, потому что случайно возникшие искры могут стать причиной пожара или взрыва. Для того чтобы предотвратить возникновение пожаров, необходимо вовремя убирать мусор.
28. К работе допускается квалифицированный персонал, ознакомленный с данной инструкцией.
3.2.
3.3. Возможные опасности
Пожалуйста, используйте станок только по назначению, с учетом правил техники безопасности данной инструкции.
Возможно возникновение следующих опасностей:
1. Получение травм от контакта с движущимися частями станка.
- Запрещается прикасаться к движущимся частям станка во время его работы.
- Запрещается работа на станке со снятыми защитными ограждениями узлов инструмента и привода.
Подключение станка
От стойки с ЧПУ проводка подключается к механизму передвижения станка, кабелю двигателя, кабелю безконтактного выключателя и проводу измерительного прибора, которые произвольно компонуются в зависимости от модели станка.
Кабель COM
Стандартные линии передачи данных подсоединяются к порту COM компьютера, который обычно используется для соединения порта COM блока управления с ЧПУ и COM1, COM2 или COM3 многофункциональной карты COM.
Примечание: при подключении кабеля COM источники питания компьютера и CNC станка должны быть отключены.
Линии электропитания
Стандартные линии электропитания предназначены для соединения фрезерного узла и LAN и линий с экранированным проводом.
Заземление
1. Убедитесь в исправности заземления; заземление необходимо регулярно проверять.
3. Блок управления Artisman, корпус станка Artisman, шпинделя должны быть заземлены.
5.4. Подключение сети
Для подключения к сети необходимо выполнить две основные операции, одна из которых осуществляется на блоке управления, а другая – в программном обеспечении системы управления Artisman.
Остановка работы
Закройте клапан на трубке входа воздуха.
Остановите поток воды, при этом насос должен работать несколько минут.
Отключите двигатель.
Техническое обслуживание вакуумного насоса
Необходимо регулярно проверять сальниковую набивку и при необходимости заменять ее на новую.
Нормальные условия работы для шарикового подшипника:
рабочая температура не должна превышать 70 °С,
подшипник должен быть заполнен смазкой на 2/3,
необходимо добавлять масло 3-4 раза в год,
подшипник требуется очищать, по меньшей мере, раз в год,
раз в год следует полностью менять смазку.
Убедитесь в том, что вакуумный насос останавливается приблизительно на 15-20 минут после 6-7 часов работы, чтобы двигатель мог остыть.
Уровень воды в водяном баке должен составлять по высоте 900 мм.
Таблица 9-1 ПРОВЕДЕНИЕ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
Техническое обслуживание
Ежедневно
Еженедельно
Ежемесячно
Раз в три месяца
Очистка поверхности стола
√
Очистка направляющих
√
Проверка чистоты вентиляторов
√
Смазка опор (по осям X, Y и Z)
√
Смазка направляющей
√
Смазка шпинделя (с водяным охлаждением)
√
Проверка соединений на блоке устройства управления
√
Проверка системы водяного охлаждения
√
Очистка внутренней стороны стойки управления с ЧПУ
√
Проверка всех кабелей
√
Проверка болтов двигателя и шпинделей
(направление по осям X, Y и Z)
√
Проверка системы заземления
√
Проверка и регулировка зубчатых колес и цепей (по осям X, Y и Z)
√
Очистка цепей и подвижного стола
√
Очистка контактом на материнской плате (контактная поверхность ISA)
√
Примечание:
1. Ежедневное техническое обслуживание: проверка чистоты оборудования. Мусор необходимо убирать каждый день. Режущие металлические материалы, поверхность стола шпинделя и блок устройства управления должны быть чистыми.
2. Еженедельное техническое обслуживание: очистка шпинделей, смазка опор (по оси X, Y и Z), направляющей и цепей. Смазывать следует только подвижные части.
(Если выше перечисленные устройства не достаточно смазаны, срок службы станка сокращается, возрастает шум при работе станка, появляется ненормальные звуки.)
3. Ежемесячное техническое обслуживание: проверьте соединения между PC COM и оборудованием станка с ЧПУ. Необходимо проверять вентиляцию станка, болтов двигателя и шпинделей (направления по оси X,Y и Z).
ТАБЛИЦА 9-2 ПОИСК И УСТРАНЕНИЕ НЕПОЛАДОК УСТРОЙСТВА УПРАВЛЕНИЯ
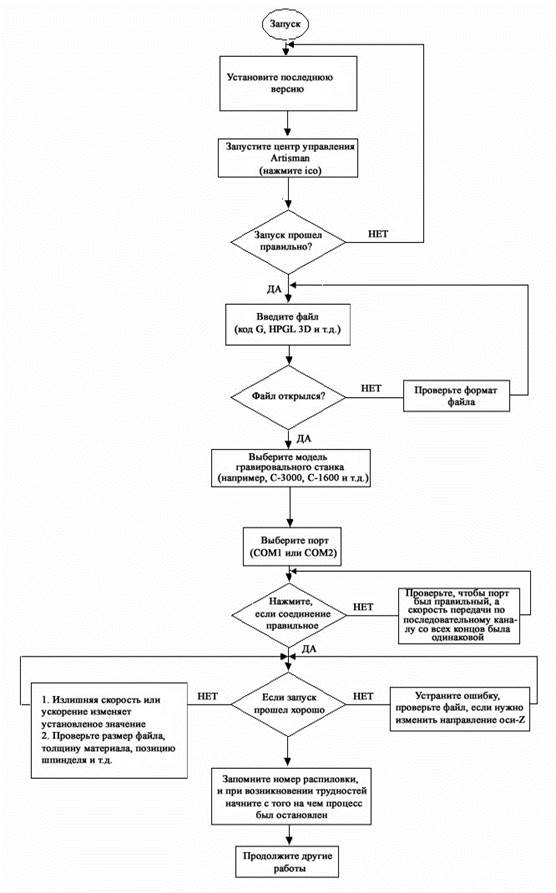
ТАБЛИЦА 9-3 ПОИСК И УСТРАНЕНИЕ НЕПОЛАДОК ЦЕНТРА УПРАВЛЕНИЯ
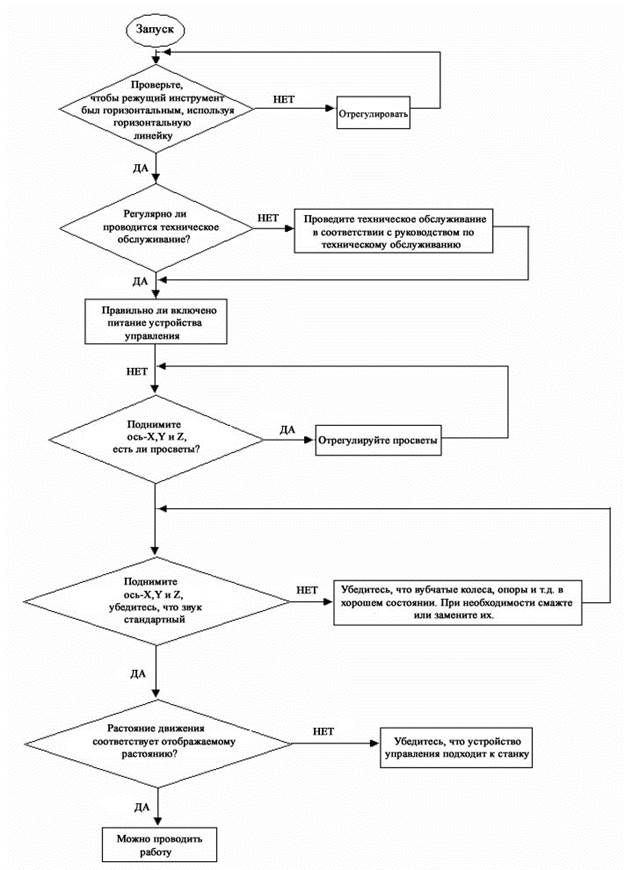
ТАБЛИЦА 9-4 ПОИСК И УСТРАНЕНИЕ НЕПОЛАДОК РЕЖУЩЕГО ИНСТРУМЕНТА СТАНКА
Очистка вентилятора устройства управления (1)
Очистка вентилятора устройства управления (2)
Снимите крышку вентилятора, как это изображено на рисунке. После завершения очистительных работ, установите ее обратно.
11.9. Команды станка с ЧПУ
На данном станке с ЧПУ используется ARTISMAN GL 3 и GL4 2D и система команд 3D, которая автоматически изменяется, и HPGL.
11.10. Установка скорости передачи информации RS-232
Станок с ЧПУ поддерживает множество скоростей передачи информации системы связи:
38.4K bps,
56.0K bps,
57.6K bps,
115K bps,
230.4K bps и т.д.
Бит четности: нет
Номер данных: 8 бит
Стоп-бит: 1
Потоковое управление: RTS и CTS
Рекомендуется использовать скорость передачи информации выше 38.4 K, чтобы обеспечить передачу данных при гравировании.
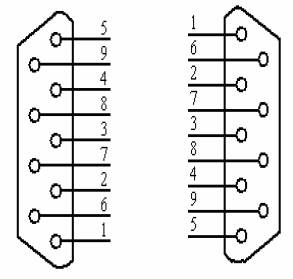
11.11. Последовательная кабельная проводка
PC COM Устройство управления с ЧПУ
РС (DB-9F) Устройство управления с ЧПУ
Контакт 3: TX Контакт3: TX
Контакт 2: RX Контакт 2: RX
Контакт 7: RTS Контакт 7: RTS
Контакт 8: CTS Контакт 8: CTS
Контакт 5: GND Контакт 5: GND
Примечание: другие контакты приближены.
11.12. Интерфейс локальной сети ETHERNET
Для устройства управления с ЧПУ используется стандартный интерфейс локальной сети Ethernet RJ45 для подключения локальной сети Ethernet или РС. Есть два способа подключения сети:
Главные особенности
· Обслуживание всех серий станков Artisman с ЧПУ
Поддерживает станки Artisman различных серий.
· Обслуживание китайского и английского изображения меню
Чтобы переключить язык изображения меню, необходимо нажать выделенную кнопку.
· Обслуживание различных файловых форматов
Обслуживает WENTAI NC, G код и HPGL 3D форматы.
· Функция нескольких станков для управления до 253 станками с ЧПУ одним компьютером
При работе в сетевом режиме РС одновременно управляет до 253 станками с ЧПУ, в режиме связи RS-232 можно проводить управление 16 станками с ЧПУ одновременно. При этом количество РС и операторов уменьшено для сохранения заводской себестоимости.
· Обслуживание Ethernet и разъема СОМ
Одновременное обслуживание Ethernet и работ разъема СОМ.
· Техника исправления одновременной двусторонней связи
Использование одновременной двусторонней связи обслуживает локальную сеть Ethernet и RS-232
COM, а так же принимает корректирование и рассылает механизм действий, чтобы полностью избежать случайного обработк, которое может быть вызвано неточностью передачи данных.
· Одновременный запуск нескольких заготовок
Можно одновременно запустить несколько заготовок, при этом на дисплее появляется информация действий.
· Возможность управления несколькими процессами
Можно управлять несколькими процессами. При помощи рабочих файлов различных траекторий, используя один файл для нескольких станков, можно добавить, исправить или удалить работы.
· Функция отображения траектории
Отображает данные траектории в соответствии с выбранным углом поля зрения.
· Управление режущим инструментом
Можно добавить, исправить или удалить режущий инструмент и определить назначение режущего инструмента или номер, соответствующий файлу.
· Управление оборудованием
Можно добавить, исправить или удалить оборудование.
· Управление параметрами
Производственные параметры, такие как скорость распиловки, ускорение и т.д., изменяются вместе с материалом и рабочим режимом. Можно сохранить много значений параметров.
· Функция серийного производства
Установка и запуск повторно выполняемых работ; можно использовать в серийном производстве.
· Производство автономного рабочего файла
При помощи данной функции можно производить файлы для автономного производства. Сохраняя файл на U диске или CF карте, станок может работать без РС или локальной сети Ethernet.
В режиме RS-232 можно использовать многопользовательскую карту, чтобы увеличить объем СОМ и добавить количество станков. С одной COM-картой можно обслуживать 16 станков, а 64 станка-с дополнительными картами СОМ.
В режиме локальной сети Ethernet можно использовать переключатель, HUB и интерфейс RJ 45 и двухжильный шнур для подключения станка с ЧПУ, 253 станков. Диапазон сетевых адресов по умолчанию - 192.168.0.2-192.168.0.254.
13. Условия запуска системы и установка
13.1. Условия запуска системы
Условия оборудования
· IBM-PC, не менее Р4;
· RAM, не менее 512М;
· Свободное место на диске, не менее 1GB.
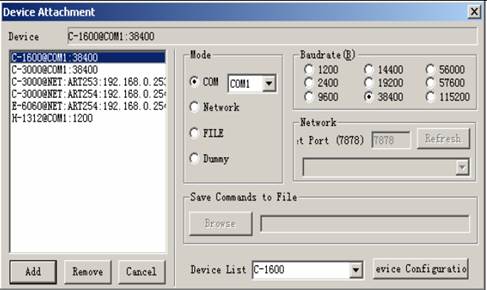
COM режим
Это универсальные режимы связи, при помощи которых можно управлять стойками управления.
Если нажать на «Add», в диалоговом окне устройств в список «Device» добавятся устройства СОМ.
При использовании многопользовательской карты, пользователь может выбрать другой порт, чтобы подсоединить устройство, и управлять несколькими станками при помощи РС. Например, выберем 8-порт многопользовательской карты:
1) Вставьте карту в разъем PCI на материнской плате хорошо зафиксируйте.
2) Установите драйвер карты.
3) В системе Windows отображается 8 портов COM, от COM3 до COM10, к которым могут подключаться 8 станков. Определите номер порта в меню соответствующего станка.
4) В меню подключения устройства выберите номер порта (COM3~COM10) и скорость передачи информации. Нажмите на «Add», в список устройств добавится устройство для последовательной передачи данных.
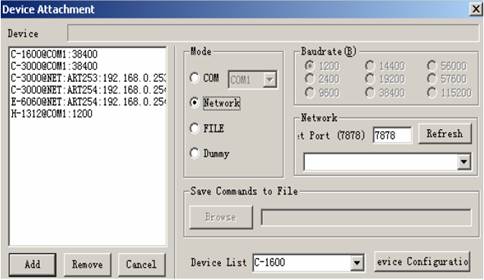
Режим сети
Используя переключатель, HUB и интерфейс RJ 45 и двухжильный переключатель для соединения станков с ЧПУ, одновременно могут работать до 253 станков. Данный режим поддерживает только V и следующие модели устройства управления.
Примите добавление в устройство управления V, чтобы представить добавление процесса.
Если нажать на «Device», на дисплее появится вышеупомянутая фигура, выберите режим сети и введите порт станка, такой как 7878:
Нажмите на «Refresh», появится диалоговое окно со списком всех подключенных к PC станков в данный момент.
Найдите станок Artisman, адрес сети 192.168.0.252 и выберите «Close» для возврата в диалоговое окно.
Выберите подсоединенное в данный момент устройство, нажмите «Add» (добавить), в списке устройства появится добавленное устройство.
Закройте диалоговое окно и создайте файл обработки.
Примечание: система будет правильно работать, если на том же LAN у каждого устройства свой IP адрес.
Автономный режим
При сохраненииранее созданных файлов обработки на карте CF или U диске, станок может работать без РС.
Данная функция поддерживает только стойкой управления версии V и более поздними моделями.
Выберите файл обработки для запуска автономного процесса обработки.
· Метод 1:
Около списка работы, справой стороны центра управления появляется:
Щелкните правой кнопкой мышки на «Job Names», появляется меню . Выберите «Export Data», сразу появится диалоговое окно «Save as».
Выберите траекторию сохранения и название файла, нажмите на «Save» (примечание: расширение файла – cf.).
Выберите диалоговое окно для возврата в интерфейс центра управления. Нажмите «Attach», затем на кнопку «Start», после этого можно будет экспортировать файл. Затем введите файл на U диск или CF карту (используя USB линии). Вставьте U диск в интерфейс U диска или подключите CF карту.
Метод 2
Выберите «File» и кликните на «Browse» для сохранения файла на карте CF или U диске.
16.2. Компоновка устройств
Нажмите на кнопку «Device Configuration» в окошке «Device Attach», Появится следующее диалоговое окно:
В диалоговом окне отображаются параметры устройства, такие как название устройства, габаритное поле и т.д. Щелкните на любое устройство, чтобы открылись детали параметров, включая название устройства, разрешение, размеры и скорость диапазона и т.д.
Примечание: любое изменение вышеперечисленных параметров напрямую влияет на использование устройства. Не исправляйте параметры произвольно. Если в результате обновления появились проблемы, можно переустановить программное обеспечение.
«New»: подходит только для нового устройства и используется для ввода параметров устройства, таких как название устройства, четкость, измерение и диапазон скорости и т.д. Данная функция предназначена для использования заводом– изготовителем.
«Edit»: используется для исправления параметров устройства, таких как название устройства, четкость, измерение и диапазон скорости и т.д. Не исправлять параметры произвольно, а все исправления следует проводить в соответствии с инструкциями.
«Save As»: используется для сохранения выбранного устройства с другим названием. Нажмите «Enter», после того как новое название будет введено. Как это указанно далее:
17. Управление работой
В «Центре управления с ЧПУ Artisman» выберите требуемый файл обработки, затем выберите текущее устройство и установите соответствующие параметры обработки, после этого нажмите «Add».
Выберите нужный процесс резания, затем нажмите на «Attach». После этого нажмите «Start» для запуска данного процесса обработки.
17.1. Управление процессом обработки
«Defined»: используется для выбора уже сохраненных параметров в меню.
Примечание: новые параметры, установленные до запуска процесса обработки, сразу становятся действующими; но они могут быть сохранены только, если нажать на «Save».
«Vmove»: скорость холостого хода. Единица измерения – мм/с.
«Vfeed»: скорость резания. Единица измерения – мм/с.
«Vcutdown»: скорость врезания режущего инструмента в материал. Единица измерения – мм/с.
«Vstart»: стартовая скорость движения по осям, которую не следует менять произвольно. Единица измерения – мм/с.
«Acc.»: ускорение вращения шпинделя. Единица измерения – мм/с^2.
«Vspindle»: используется для установки частоты вращения шпинделя. Единица величины – r. p.m.
«X/ Y/ Z Copies»: используется для установки запуска повторного процесса резания. Исходные настройки – без повтора. Если он включен, следует ввести коррекцию для каждой заготовки, а «0 offset» - запуск повторного процесса резания с исходного положения.
«Attach»: нажмите данную кнопку после установки всех параметров. Если сеть и скорость передачи информации правильно установлены (скорость передачи информации не влияет на работу с U диска и CF карты), кнопка «Start» будет доступна, а «Attach» перейдет в «Disconnect».
Если соединения COM или LAN неправильные, а порт COM или скорость передачи информации неправильно установлены, кнопка «Start» будет недоступна, при этом она будет серого цвета. В противном случае, если текущее устройство – U диск и CF карта, данная ситуация не произойдет, то есть кликните на «Attach», затем «Start» будет доступна, кликните на «Start» и создайте производственный файл автономного режима.
Если нажать кнопку «Pause» или «Delete» во время обработки, центр управления автоматически аннулирует соединие.
В интерактивном режиме строка состояния будет отображать текущее состояние устройства управления (Online или Offline) и значение абсолютной координаты текущего пользовательского начала координат. При этом можно точно узнать исходную координату кромки режущего инструмента.
«Start»:. если параметры обработки установлены, кликните данную кнопку для запуска процесса обработки.
«ZHomeAdi»: данная кнопка используется для регулировки начала координат Z во время работы резца. Максимальное значение от –50 до +50.
«Hmaterial»: толщина обрабатываемого материала. Правильно введенное значение может предотвратить повреждение стола.
17.2. Таблица работ
Одна строка в таблице отображает один процесс, включая название работы, устройство, состояние, ход работы, движение, подачу, снижение, запуск, ускорение, время и примечание.
Примечание:
Программа ArtCAM
Способы вывода файла траектории режущего инструмента из программы ArtCAM:
ArtCAM сохраняет файл режущего инструмента в программе станка (Machine Code).
1) После открытия программы ArtCAM, выберите траекторию режущего инструмента в соответствии с рисунком, затем сохраните данную траекторию. Диалоговое окно как на рисунке:
Если созданы траектории режущего инструмента или необходимо заменить режущий инструмент, можно определить эти траектории режущего инструмента в данном диалоговом окне и сохранить их в том же файле.
Список всех созданных траекторий режущего инструмента находится слева.
Для того чтобы перевести файл в формат, определенный станком, необходимо выбрать опцию из списка «Machine output file is». Нажмите , все файлы справа перейдут в файл производства.
Кнопкой и можно переместить выбранный файл вверх или вниз.
В выше упомянутой ситуации формат сохраненного файла - 2D HPGL (*plt).
Введите подходящее название, такое как ArtCAM, файл будет сохранен в определенном формате, траектория файла D:\Artcam.plt.
Примечание: ранее упомянутый метод отличается от «Save tool path» в меню траектории режущего инструмента. Компилятор используется для перевода файла в формат, который назначен станком, тогда как последний сохраненный в формате ArtCAM подходит для использования ArtCAM PRO.
2) Вывод файла PLT, созданного ArtCAM, в центр управления Artisman.
Способ вывода совпадает с type3 и UcanCAMv8.
21. Список сообщений об ошибках
ATC NotReady
В данном случае необходимо проверить настройки системы автоматической смены инструмента.
Зона смазки
Рекомендуемая смазка
Частота смазки
отечественного производства
компании «Shell»
Направляющие и подшипники осям Х, Y
Литол-24
ГОСТ 21150-87
Alvania EP(LF) 1
Alvania EP(LF) 2
Один раз в неделю прокачивается через масленку, до появления из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим составом (Ацетон и т.п.).
Направляющие и подшипники оси Z
Литол-24
ГОСТ 21150-87
Alvania EP(LF) 1
Alvania EP(LF) 2
Один раз в неделю прокачивается через масленку, до появления из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим составом (Ацетон и т.п.).
Шестерни и рейки перемещения траверсы и суппорта.
Литол-24
ГОСТ 21150-87
Alvania EP(LF) 1
Alvania EP(LF) 2
Один раз в неделю прокачивается через масленку, до появления из под подшипника светлой смазки. Предварительно продуть рейки воздухом и обработать обезжиривающим составом (Ацетон и т.п.).
Шарико-винтовые пары.
Литол-24
ГОСТ 21150-87
Alvania EP(LF) 1
Alvania EP(LF) 2
Один раз в неделю прокачивается через масленку, до появления из под муфты гайки светлой смазки. Пред





 Внимание Обслуживающий персонал должен внимательно прочитать данное руководство и хорошо понимать принципы работы данного устройства, знать правила техники безопасности и приемы безопасной работы на данном оборудовании, строго соблюдать инструкции по обслуживанию механизмов, что будет гарантировать его безопасность и нормальную работу. Это руководство должно всегда находиться в непосредственной близости к рабочему месту, чтобы можно было быстро получить необходимую информацию.
Внимание Обслуживающий персонал должен внимательно прочитать данное руководство и хорошо понимать принципы работы данного устройства, знать правила техники безопасности и приемы безопасной работы на данном оборудовании, строго соблюдать инструкции по обслуживанию механизмов, что будет гарантировать его безопасность и нормальную работу. Это руководство должно всегда находиться в непосредственной близости к рабочему месту, чтобы можно было быстро получить необходимую информацию. Внимание Наша компания не несет ответственности за коммерческий успех Вашего предприятия. Успешная работа станка зависит как от работы механизмов, так и от человеческого фактора. Обеспечение квалифицированного персонала, от оператора до мастера цеха, входит в Вашу задачу.
Внимание Наша компания не несет ответственности за коммерческий успех Вашего предприятия. Успешная работа станка зависит как от работы механизмов, так и от человеческого фактора. Обеспечение квалифицированного персонала, от оператора до мастера цеха, входит в Вашу задачу.  Внимание Безопасность работы данного станка гарантируется только для функций и материалов, которые перечисляются в данном руководстве. Фирма не несет ответственности за потери, возникающие у пользователя, если данный станок применяется не по назначению или если он использовался без учета замечаний, приводимых в данном руководстве.
Внимание Безопасность работы данного станка гарантируется только для функций и материалов, которые перечисляются в данном руководстве. Фирма не несет ответственности за потери, возникающие у пользователя, если данный станок применяется не по назначению или если он использовался без учета замечаний, приводимых в данном руководстве.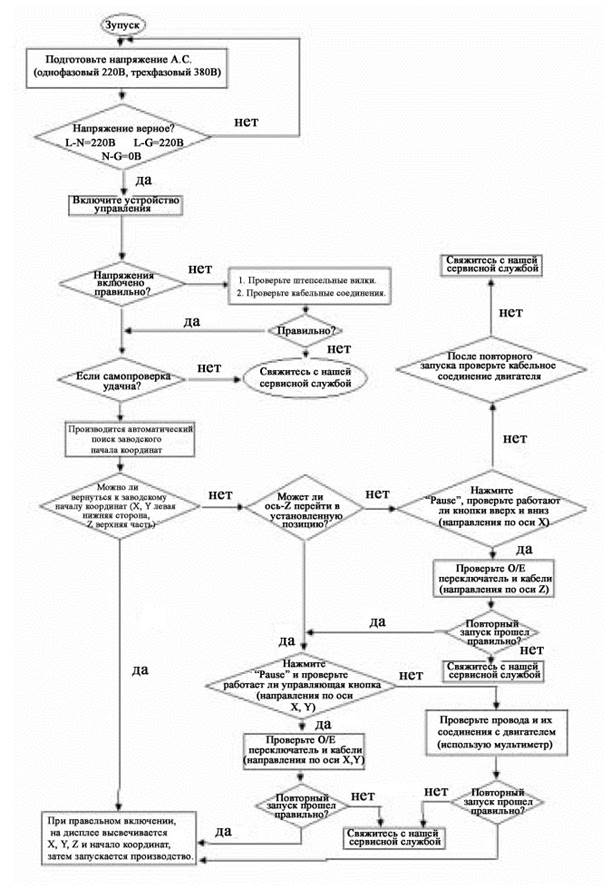


 Условия запуска системы
Условия запуска системы

 . Выберите «Export Data», сразу появится диалоговое окно «Save as».
. Выберите «Export Data», сразу появится диалоговое окно «Save as».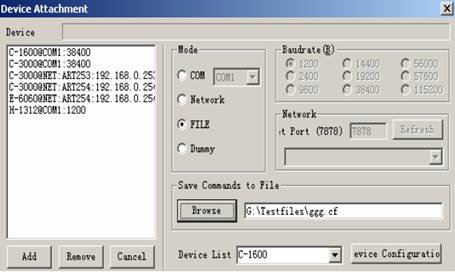
 в окошке «Device Attach», Появится следующее диалоговое окно:
в окошке «Device Attach», Появится следующее диалоговое окно: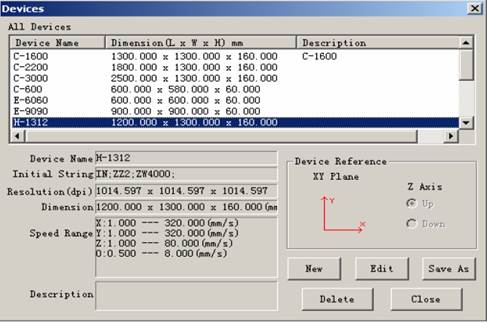

 , все файлы справа перейдут в файл производства.
, все файлы справа перейдут в файл производства.  и
и  можно переместить выбранный файл вверх или вниз.
можно переместить выбранный файл вверх или вниз.


