Унифицированные узлы агрегатных станков
Унифицированными или нормализованными узлами агрегатных станков называются узлы, конструкции которых разрабатываются до того, как будет проектироваться конкретный станок. Эти узлы могут применяться в станках разных конструкций. К ним относятся (рис. 2) станина 7, поворотный делительный стол 6, на котором устанавливаются приспособления и обрабатываемые детали, силовые бабки 3. Для установки на станке силовых головок служат боковые станины 5, стойки 4, проставочные плиты. При многошпиндельной обработке отверстий или при фрезеровании плоскостей к силовым головкам крепят сверлильные и фрезерные насадки. Управление станком сосредоточено на пульте, а вся электроаппаратура размещается в шкафу. Из нормализованных сборочных единиц конструируют специальные узлы, компонуя их так, как того требует конструкция обрабатываемой детали. Типаж унифицированных узлов включает несколько сотен наименований более 2500 исполнений и типоразмеров и составляет 75...80 % узлов станка.
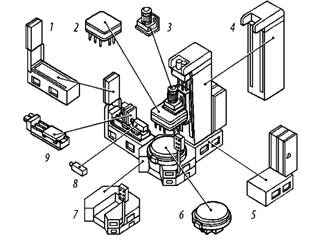
1 — станина боковая; 2 — многошпиндельная коробка; 3 — силовая бабка; 4 — стойка; 5 — станина-подставка; 6 — стол поворотный делительный; 7 — станина центральная; 8 — одношпиндельная расточная бабка; 9 — силовой стол
Рис. 2. Составные элементы aгpeгатного станка:
Силовые столы и бабки
Для выполнения операций, требующих больших затрат мощности: фрезерования, растачивания, подрезки больших торцов, — от силовых головок требуется повышенная жесткость. Описанные ранее силовые головки не отвечают этому требованию. Для повышения жесткости пришлось изменить конструкцию: механизм главного движения отделили от механизма подачи, и получились два узла — силовой стол и силовая бабка. На рис. 7 представлен такой агрегат.

Рис. 7. Силовой стол с установленной на нем силовой бабкой
Базовым в нем является силовой стол 4, установленный в направляющих салазках 5. Привод стола осуществляется с помощью двух электродвигателей, редуктора 1 и пары винт — гайка. В зависимости от назначения станка на силовом столе устанавливают сверлильные, фрезерные, обточные, подрезные, алмазно-расточные и другие силовые бабки 2. Можно установить зажимное приспособление с обрабатываемой заготовкой. Бабка имеет отдельный привод главного движения, заканчивающийся приводным валом 3, который вращает шпиндель шпиндельной коробки. Коробка устанавливается на плоскость А силового стола и закрепляется к плоскости Б силовой бабки. Цикл работы агрегата обеспечивают упоры 6 и конечные переключател Полученный агрегат обеспечивает надежную и стабильную подачу в пределах 0,2... 2,2 мм/с, быстрые ходы со скоростью 0,07... 0,11 м/с, усилие подачи 3...100 кН и возможность нарезания резьбы. Установленная мощность привода главного движения от 0,8 до 30 кВт. В то же время у данного узла сложная электрическая схема, ступенчатое изменение подачи, на нем трудно получить очень малые подачи Большая масса оборудования снижает точность исполнения команд во время быстрых перемещений. Управление циклом движений стола производится переставными упорами и бесконтактными путевыми переключателями типа БВК.
В силовых столах наряду с винтовыми парами скольжения используются винтовые пары качения, отличающиеся высокой долговечностью и обеспечивающие за счет плавности перемещения стола высокую стойкость режущего инструмента. Силовые столы могут работать в горизонтальном, вертикальном и наклонном положениях. При вертикальном или наклонном варианте установки стола его движущаяся часть уравновешивается грузом-противовесом, который размещается внутри стойки и подвешивается на втулочнороликовых цепях или стальных канатах.
Силовые столы используются в качестве механизмов подачи агрегатных станков при обработке средних и крупных деталей. Основной рабочий цикл силовых столов, как и силовых головок: ускоренный подвод — рабочая подача (одна или две) — выдержка на жестком упоре — быстрый отвод В зависимости от типоразмера наибольшая длина хода стола составляет 250...1250 мм, а наибольшее усилие подачи 6,3…100 кН.
При использовании стола с гидроцилиндром обеспечиваются бесступенчатое регулирование подачи и достаточная точность переключения с быстрого хода на рабочую подачу (выбег до 0,5 мм).
Силовой стол с винтовым приводом подачи (рис. 8) состоит из собственно стола (подвижной плиты) 17, салазок 18 и редуктора. На столе устанавливаются приспособление с заготовкой или узлы, сообщающие инструментам главное вращательное движение (бабки сверлильные, расточные, фрезерные и др.). Стол сообщает заготовке или бабке быстрый подвод, рабочую подачу и быстрый отвод. Рабочую подачу он получает от электродвигателя 1 при включенной электромагнитной муфте 13 через зубчатые колеса 2-4, 3-6, сменные 5 и 7 и зубчатые 15-16, 9-12, 10-11 колеса. Максимальное усилие подачи регулируется фрикционной муфтой 14


Рис. 8. Кинематическая схема силового стола
Когда надо обеспечить перпендикулярность оси отверстия и его торца, обработка последнего производится на жестком упоре При этом стол упирается в отрегулированный винт, а предохранительная муфта 14 проскальзывает. Быстрый подвод и отвод столу сообщает электродвигатель 8 через зубчатые колеса 10-11 при выключенной электромагнитной муфте 13.
Кроме электромеханического привода подачи, агрегатные станки компонуются силовыми столами с гидравлическим приводом. Такой стол перемещается по направляющей плите с помощью гидроцилиндра и может использоваться в качестве механизма подачи при обработке средних и крупных деталей. Силовой стол с гидроприводом иначе называется подкатным столом.
Фрезерные бабки агрегатных станков предназначены для чернового и чистового фрезерования одним шпинделем. Устанавливаются на крестовые и силовые столы, которые сообщают им движение подачи. Бабки могут быть беспинольными, когда положение фрезы относительно бабки не меняется и настройка фрезы на размер возможна только при установке бабки на крестовый стол. У пинольных бабок перемещение пиноли может быть как ручным, так и автоматическим, с отскоком пиноли. На силовых столах бабки устанавливаются на салазках. Мощность фрезерных бабок первого типа от 1,5 до 30 кВт с диапазоном частот вращения шпинделя от 41...2500 мин-1 у маломощных до 16...698 мин-1 у тяжелых фрезерных бабок. Пинольные бабки менее мощные (от 4 до 18,5 кВт) при тех же частотах вращения шпинделя.
Расточные бабки (рис. 9) имеют модификации, предназначенные для выполнения черновых и получистовых операций: растачивания, подрезки торцов, зенкерования, — и для чистовых операций, которые выполняют растачивание и подрезку торцов и обеспечивают получение отверстий по 7-му квалитету. Расточные бабки могут иметь механизм автоматической подналадки режущего инструмента Устанавливаются на силовые столы, которые сообщают им движение подачи, или стационарно, когда движение подачи сообщается обрабатываемой детали.
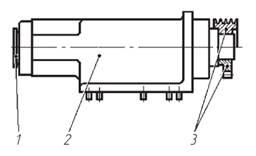
1 — шпиндель; 2 — корпус; 3 — приводной шкив или зубчатое колесо.
Рис. 9. Расточная бабка:
Подрезно-расточные бабки одновременно выполняют растачивание отверстия и подрезку торцов (протачивание канавок). Эти бабки устанавливаются на силовые или подкатные столы.
Частоты вращения шпинделей бабок, применяемых на агрегатных станках, лежат в пределах 16...5000 мин-1. Они могут растачивать отверстия диаметром до 200 мм, а крутящий момент и осевое усилие могут достигать, соответственно, 6300 Н • м и 25000 Н.
Общие сведения об агрегатных станках
Агрегатными называются станки, которые компонуются из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (станок, рабочий комплекс) с общей системой управления и контроля. Агрегатные станки (АС) применяют в крупносерийном и массовом производстве. Все более широко применяются агрегатные станки с ЧПУ, используемые в серийном производстве. На агрегатных станках осуществляют многоинструментную и многопозиционную обработку деталей В начале развития агрегатных станков на них выполнялся только один какой-либо вид обработки (главным образом сверление и резьбонарезание) В настоящее время на агрегатных станках выполняются практически все технологические операции.
Агрегатные станки могут быть специальными и специализированными. Если первые могут обрабатывать одну или несколько деталей, но одновременно, то специализированные спроектированы для последовательной обработки нескольких деталей, требующей незначительной переналадки станка АС обычно выпускаются полуавтоматическими, а в составе автоматических линий — автоматическими.
Современные агрегатные станки с полуавтоматическим циклом работы начали применять в первой четверти ХХ в. в Германии для производства швейных машин, а позднее в США в автомобильной промышленности. В начале 1930-х гг. под руководством будущего академика В. И. Дикушина было начато проектирование и изготовление в СССР агрегатных станков. В 1934 г. был выпущен первый советский агрегатно-сверлильный станок для сверления отверстий в картере заднего моста грузового автомобиля.
С 1937 г. агрегатные станки начали широко применять в автомобильной и тракторной промышленности (рис. 1). В 1940 г. в СССР было выпущено 25 агрегатных станков. За эту большую заслугу перед страной в марте 1941 г. инженер-новатор и ученый, один из инициаторов внедрения агрегатных станков В. И. Дикушин одним из первых в стране был удостоен высокой награды — Сталинской премии.
Рис. 1. Так выглядели первые советские агрегатные станки
2. Принцип агрегатирования станков
Принцип агрегатирования основан на том, что вместо разработки всех узлов при проектировании нового станка используют ранее разработанные узлы, компонуя из них новый станок Для этого предварительно разрабатываются несколько однотипных узлов (агрегатов) разных размера и мощности (называются нормализованными или унифицированными), позволяющих спроектировать станок, довольно хорошо соответствующий технологическому процессу обработки детали. Кроме того, стараются эти агрегаты делать самодействующими, снабжая каждый своим двигателем. Агрегатные специальные станки имеют существенные преимущества перед другими станками:
· возможность создания оборудования по наивыгоднейшему технологическому процессу Когда намечается применение агрегатных станков, сначала разрабатывают процесс обработки детали, а потом для выполнения этого процесса компонуют станки из готовых узлов;
· многоинструментная обработка, которая резко повышает производительность работы;
· возможность выполнения самых разных операций на одном станке;
· позволяют постоянно совершенствовать само оборудование, так как надо модернизировать не весь станок, а лишь тот узел, который устарел;
· создаются благоприятные условия для узлового ремонта станков;
· повышается надежность работы оборудования, созданного из проверенных нормализованных узлов;
· специальные станки собираются из серийных узлов, что их удешевляет
Наряду с плюсами, у агрегатных станков есть и минусы, которые в последние годы сильно сократили спрос на эти станки даже для массового производства:
· для новой детали, даже незначительно отличающейся от прежней по обрабатываемым поверхностям, надо делать новый специальный станок;
· станки стоят довольно дорого и имеют узкую область применения — массовое производство.
Для устранения этих противоречий надо, чтобы специальное станочное оборудование соответствовало трем главным условиям:
· позволяло делать переналадку для обработки разных деталей при достаточно высокой производительности (это самое главное, потому что стоимость основных средств составляет значительную долю в себестоимости продукции);
· имело короткие сроки проектирования и изготовления;
· имело невысокую стоимость и быструю окупаемость.
В целом агрегатные станки в определенных условиях производства этим условиям отвечают.





