

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Золото и алюминий имеют хорошую взаимную свариваемость при отсутствии толстых оксидных пленок на алюминии. Однако получаемые сварные соединения термодинамически неустойчивы из-за образования в контакте этих металлов низкотемпературных интерметаллических соединений. Последние появляются уже в процессе формирования сварного соединения как при термокомпрессионной сварке (ТКС), так и при ультразвуковой сварке (УЗС) и продолжают расти при повышенной температуре в процессе технологических обработок и эксплуатации приборов.
Установлено, что уже в процессе сварки образуется слой, состоящий из фаз AuAl2, AuAl и Au5Al2. Рост этих фаз и всей диффузионной зоны происходит неравномерно и меняется вдоль сварного соединения. Известно, что фаза AuAl2 при низкотемпературных отжигах образцов резко тормозит рост остальных фаз, т. е. играет барьерную роль, а неоднородность толщины барьерного слоя вызывает неравномерный рост других фаз в процессе отжига. При высокотемпературном отжиге растут фазы богатые алюминием, а при низкотемпературном – фазы богатые золотом.
Например, при температурах отжига 250 и 300 °С в диффузионной зоне присутствуют в основном фазы AuAl2, AuAl и Au5Al2, а при температуре 500 °С – AuAl и AuAl2. Ни в одном из исследованных режимов в диффузионном слое не наблюдаются все фазы, допустимые для данной температуры диаграммой состояний.
Образование интерметаллических соединений в контактах золота с алюминием происходит уже при температуре 100 ºС. В начальный момент времени образуются кристаллы Au2Al, позже появляется фаза AuAl2, а при дальнейшей выдержке фаза Au2Al уменьшается, пока в образце не остаются кристаллы пурпурного цвета AuAl2. Процесс завершается более чем за 150 ч. Пурпурный цвет соединений золота с алюминием связан с образованием исключительно фазы AuAl2. В результате взаимодействия контактирующих пленок золота и алюминия при температуре 150 °С и выше при соотношении толщин δAu/δAl = 3 кристаллов «пурпурной чумы» не обнаружено.
|
|
Установлено, что соотношение размеров проволоки и пленки влияет на качество сварных соединений. Например, если отношение ширины деформированной части алюминиевого вывода к толщине золотой пленки больше чем 4 сопротивление контакта незначительно изменяется. Таким образом, выбором соотношения толщин свариваемых материалов можно повышать надежность соединений.
Деградацию сварных соединений системы Al-Au можно существенно уменьшить легированием золотой пленки Pd и Ag, а также алюминиевой проволоки 1-2 % Pd или 1 % Be. Загрязнения золотой металлизации примесями Pb, Zn, Та, Те, S, Co, Fe и т. д. значительно ускоряют диффузионные процессы в сварных соединениях. Отрицательное действие оказывает на деградацию сварных соединений и загрязнение поверхностей соединяемых элементов органическими веществами типа смолы и т. п.
Эксперименты по термообработке сварных контактов Al-Au в вакууме не показали явных отличий в росте интерметаллических фаз в сравнении с газовыми средами.
При оценке надежности микросварных соединений необходимо учитывать существенные различия физико-механиче-ских свойств интерметаллических соединений Al-Au от свойств чистых металлов (табл. 6.9).
Табл. 6.9. Физико-механические свойства интерметаллических соединений Al-Au и чистых металлов
| Параметры | Соединения Аl-Au и чистые металлы | ||||||
| Au | Аu4Аl | Аu5Аl2 | Аu2Аl | АuАl | АuАl2 | Аl | |
| Постоянная решетки, Å | 4,08 | 6,92 | – | 6,05 | 6,05 | 6,0 | 4,05 |
| Удельное сопротивление, 106 Ом·см | 2,3 | 37,5 | 25,5 | 13,1 | 12,4 | 7,9 | 3,2 |
| Линейное расширение, 105 °С–1 | 1,42 | 1,2 | 1,4 | 1,3 | 1,2 | 0,94 | 2,3 |
Основным механизмом отказа микросварных соединений Al-Au является нарушение механической целостности данных соединений, что обусловлено формированием пустот и микротрещин в контакте вследствие эффекта Киркендалла. Следует отметить, что в данных работах анализировали качество микросоединений, сформированных встык золотой проволокой с алюминиевой металлизацией. В этом случае толстый слой золота увеличивает интенсивность возникновения пустот Киркендалла, образующихся в пограничном слое золото – интерметаллиды.
|
|
Анализ литературных данных показал, что работы по исследованию соединений внахлестку алюминиевой проволоки с золотым гальваническим покрытием траверсов корпусов ППИ при температурных воздействиях и под токовой нагрузкой практически отсутствовали. Также не проводились работы по исследованию коррозионной стойкости данных контактов.
Температурная стойкость микросварных соединений Al-Au. При изготовлении, испытаниях и эксплуатации ППИ подвергаются различным температурным обработкам, влияющим на структуру, механические и электрические свойства контактов Al-Au.
Для проведения исследований микросварных соединений алюминиевой проволоки с золотым покрытием траверсов ППИ образцы разваривались УЗС и ТКС. Для монтажа использовалась алюминиевая проволока диаметром 27 мкм марки А999К0,9 толщина золотого гальванического покрытия составляла 6-9 мкм.
ТКС проводилась на установке НВП-1А при следующих режимах: давление сварочного инструмента 2,2 Н, температура 350 °С и время 0,4 с. Контакты УЗС получены на установке УЛ71 при величине выходного напряжения ультразвукового генератора 40 В, усилия прижатия проволоки к пленке 0,4 Н, длительности импульса 0,05 с.
В результате металлографического анализа поперечных сечений соединений Al-Au было установлено, что непосредственно после ТКС в соединениях между алюминиевой проволокой и золотой пленкой образуется ровная прослойка интерметаллида толщиной 1-3 мкм (рис. 6.20, а). В соединениях, полученных УЗС, интерметаллидов обнаружить не удалось (рис. 6.20, б). После термотренировки, предусмотренной технологией производства ППИ, интерметаллиды примерно одной и той же толщины были выявлены в контактах, полученных ТКС и УЗС. Следует отметить, что в соединениях, образованных УЗС, они имели ярко выраженный островковый характер (рис. 6.20, в). Проведенные исследования показывают, что отказы в контактах Al-Au в большей степени связаны с механическими напряжениями, возникающими в сварном соединении и в структурах AlхAuу, из-за различия в коэффициентах термического расширения. Это хорошо видно на соединениях, полученных УЗС. Анализ поперечных сечений соединений Al-Au с помощью шлифов показал, что интерметаллиды, представляющие собой островки, при нагреве (или при эксплуатации приборов) увеличиваются в размерах, образуя зазор в сварном соединении, тем самым не только уменьшая прочность соединения, но и изменяя электрическое сопротивление контактов. Чем больше площадь взаимодействия соединяемых металлов, например при ТКС, тем в меньшей степени проявляется эффект роста сопротивления контактов (рис. 6.20, г).
|
|
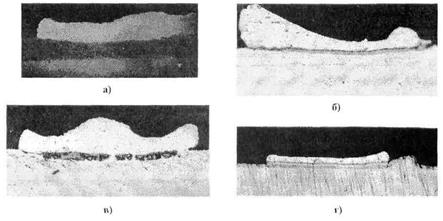
Рис. 6.20. Поперечные сечения микросоединений Al-Au: ультразвуковое (а) и термокомпрессионное (б) соединения после сварки; ультразвуковое (в) и термокомпрессионное (г) соединения после термотренировки при 125 °С в течение 96 ч. Увеличение 1200× (а, б, в) и 800× (г)
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!