Исследования свойств паяных соединений непосредственно на реальных образцах представляют большую сложность и иногда приводят к противоречивым результатам. Это связано с варьированием режимов и объемов припоя в реальных условиях, что влияет на исходные характеристики соединений в процессе монтажа, а при эксплуатации приборов – на свойства контактов. Поэтому для получения достоверных сведений и уменьшения времени исследований необходимо стремиться к полной идентичности исследуемых паяных соединений.
С этой целью проводились исследования процессов термостарения паяных контактов на печатных платах микросборок с использованием золотой проволоки диаметром 0,04 мм и припоя ПОИн50. С помощью поперечных шлифов анализировалось не только растворение золотой проволоки в твердой фазе, но и рост интерметаллических соединений, прилегающих к проволоке.
Обычно при эксплуатации ППИ их максимально допустимая температура не превышает 125 °С. Поэтому с учетом температуры плавления ПОИн50 термостарение паяных соединений проводили при 100 °С.
Золотая проволока предварительно разваривалась ультразвуковым способом на алюминиевые рамки толщиной 0,5 мм. Затем рамка с проволокой быстро погружалась в алюминиевый тигель с расплавленным припоем. Практически одновременно с этим алюминиевый тигель охлаждался в воде комнатной температуры. Внутренний диаметр тигля составлял 11 мм, а глубина жидкого припоя равнялась 7-8 мм. При этом золотая проволока полностью погружалась в расплавленный припой, т. е. объем припоя можно считать бесконечно большим для проволоки диаметром 0,04 мм. В данном эксперименте исключалось влияние объема припоя на кинетику диффузионных процессов проволоки с припоем.
Во избежание образования на поверхности расплавленного припоя оксидной пленки и для обеспечения хорошего смачивания проволоки на поверхность припоя наносилось небольшое количество триэтаноламина, а припой расплавлялся до температуры пайки. Хорошая теплопроводность алюминия обеспечивала равномерный прогрев припоя в тигле и быстрое его охлаждение в воде.
Застывший припой с золотой проволокой извлекался из тигля, с нижней стороны слитка изготавливались шлифы поперечных сечений. Исходное состояние золотой проволоки после вплавления и каждого цикла термотренировки регистрировалось на микроскопе МИМ-8М. Измерение диаметра золотой проволоки проводилось без подшлифовки металлографического сечения и после дополнительного снятия слоя с продуктами химических реакций.
Экспериментальным путем установлено растворение золотой проволоки диаметром 0,04 мм от времени выдержки в твердой фазе (температура 100 °С) припоя ПОИн50. На поперечных шлифах (рис. 5.10) показан характер растворения золотой проволоки в припое ПОИн50. Полное растворение золотой проволоки в припое ПОИн50 при температуре 100 °С произошло через 540 ч.
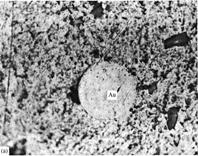
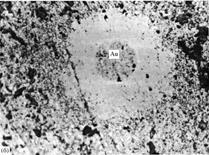
Рис. 5.10. Растворение золотой проволоки (Au) диаметром 0,04 мм в припое ПОИн50: (а) – в начальный момент испытаний; (б) – после выдержки при температуре 100 °С в течение 120 ч. Увеличение 850´.
Термотренировка образцов проводилась в муфельной печи, температура в которой поддерживалась с точностью ±5 °С. Принудительное охлаждение образцов после выгрузки их из печи не применялось. По полученным результатам построен график растворения золотой проволоки в зависимости от времени ее контактирования с припоем ПОИн50 при температуре 100 °С (рис. 5.11).
Рис. 5.11. Растворение золотой проволоки диаметром 0,04 мм в припое ПОИн50 от времени выдержки в твердой фазе при температуре 100 °С
Эти эксперименты можно отнести к методам ускоренных испытаний для выявления поведения золотой проволоки микронных размеров в контакте с припоем. В реальных паяных контактах на начальном этапе старения процессы идут аналогично, но в дальнейшем растворение золота и насыщение им припоя сдерживает диффузионные процессы. Несмотря на эти особенности, экспериментальные данные позволяют судить о кинетике растворения золотой проволоки, росте интерметаллидных прослоек и дают возможность оценить термостойкость реальных паяных соединений.
Одним из основных критериев оценки надежности любых контактов, в том числе и паяных, является изменение их сопротивления при испытаниях или при эксплуатации изделия. С этой целью проводили замеры сопротивления шести контактов после пайки и после выдержки при температуре 100 °С в течение 2500 ч. Как видно из гистограммы (рис. 5.12), сопротивление контактов после пайки находилось в пределах 0,196-0,206 Ом, а после испытаний сопротивление возросло до 0,201-0,23 Ом. Следует отметить, что сопротивления контактов № 1 и № 4 практически не изменились, а у контакта № 3 оно возросло в 1,17 раза. Такой разброс значений сопротивлений связан, по-видимому, с отклонением от оптимальных режимов при формировании паяных контактов.

Рис. 5.12. Гистограмма сопротивлений контактов золотой проволоки диаметром 0,04 мм, паянных припоем ПОИн50: 1 – после пайки; 2 – после испытаний в течение 2500 ч при температуре 100 °С.






