Неологистический период характеризуется расширением сферы действия компромиссов. При этом внимание фокусируется на межфункциональных компромиссах, включая собственно производственные и другие неологистические подразделения фирмы. Одновременно логистика выходит за пределы экономической среды и учитывает социальные, экологические и политические аспекты, что получило отражение в концепции "общей ответственности".
Практическим воплощением названных концепций стали различные системы управления материальными ресурсами, широко описанные за рубежом и часто иллюстрируемые в научной и учебной литературе у нас в стране. Чаще всего называются системы:
1) Materials Requirements Planning (MRP) планирование потребностей в материалах;
2) Just-in-time (ЛТ) -- точно в срок;
3) Kanban -- канбан;
4) Optimized Production Technologies -- оптимизированные производственные технологии;
5) Distribution Requirements Planning (DRP) -- системы управления и планирования распределения продукции и др.
Система MRP является микрологистической системой, которая располагает широким набором машинных программ, обеспечивающих согласование и оперативное регулирование снабженческих, производственных и сбытовых функций фирмы в режиме реального времени. Первая версия MRP-I, разработанная в 50-х годах и получившая широкое распространение за рубежом в 70-е годы ХХ века, включает следующие основные элементы (см. рис.1.1).
Основными целями МRР систем являются:
1) удовлетворение потребности в материалах, компонентах и продукции для планирования производства и доставки потребителям;
2) поддержание низких уровней запасов материальных ресурсов, незавершенного производства и готовой продукции;
3) планирование производственных операций, расписаний доставки, закупочных операций как непрерывного процесса движения материальных ресурсов.
Программный комплекс МRР-I основан на систематизированных производственных расписаниях (графиках выпуска конечной продукции) в зависимости от потребительского спроса и комплексной информации, получаемой из баз данных о материальных ресурсах и их запасах. Алгоритмы, заложенные в программные модули системы, первоначально трансформируют спрос на готовую продукцию в требуемый общий объем исходных материальных ресурсов. Затем программы вычисляют цепь требований на исходные материальные ресурсы, полуфабрикаты, незавершенное производство, основанную на информации о соответствующих уровнях запасов, и размещают заказы на материальные ресурсы для участников производства готовой продукции.
После завершения всех необходимых вычислений в информационно-компьютерном центре фирмы формируется выходной комплекс машино- и видеограмм системы МRР, который передается персоналу производственного и логистического менеджмента для принятия решений по организации обеспечения производственных участков и складского хозяйства фирмы необходимыми материальными ресурсами.
В микрологистических системах толкающего типа, к каким относится МRР-I, характерны жесткость производственных расписаний и выталкивание материальных ресурсов с одного звена внутрипроизводственной логистической системы на другое, а затем готовой продукции в дистрибутивную сеть. В такой системе предотвратить сбой в производственном процессе, а также учесть изменения спроса можно только за счет создания избыточных запасов, что замедляет оборачиваемость оборотных средств фирмы и увеличивает себестоимость производства готовой продукции.
Желание устранить эти недостатки стимулировало разработку второго поколения систем МRР, которое с начала 80-х готов получило воплощение в системе МRР-II. Система МRР-II представляет собой интегрированную микрологистическую систему, в которой объединены финансовое планирование и логистические операции (см. рис. 1.2).
Микрологистическая система МRР-II представляет собой эффективный инструмент планирования для реализации стратегических целей фирмы в логистике, маркетинге, производстве и финансах. Помимо МRР-I она включает: блок прогнозирования и управления спросом, расчет производственного расписания (графика выпуска готовой продукции), расчет плана загрузки мощностей, размещения заказов и контроля закупок материальных ресурсов и другие блоки, составляющие программный комплекс.
В конце 80-х годов в мире продавалось более 200 прикладных программ МRР-II, в базовые конфигурации которых входили блоки планирования поставок материальных ресурсов, расчета производственного расписания, мониторинга производства, уровня запасов и ряд других. В последние годы предпринята попытка создать комбинированные системы МRР-II-КАNВАN для взаимного устранения недостатков, присущих каждой из них в отдельности. Обычно в таких комбинированных системах МRР-II используют для планирования и прогнозирования спроса, сбыта, закупок, а систему КАNВАN -- для оперативного управления производством. Иногда подобную интегрированную микрологистическую систему называют МRР-III.
В свою очередь микрологистическим системам КАNВАN предшествовала концепция ЛТ, которая основана на довольно простой бинарной логике управления запасами без какого-либо ограничения к требованию минимума запасов. При этом потоки материальных ресурсов тщательно синхронизированы с потребностью в них, задаваемой производственным расписанием выпуска готовой продукции. концепция ЛТ (точно в срок) определяется как "… современная концепция построения логистической системы в производстве (операционном менеджменте), снабжении и дистрибьюции, основанная на синхронизации процессов доставки материальных ресурсов и готовой продукции в необходимых количествах к тому времени, когда звенья логистической системы в них нуждаются, с целью минимизации затрат, связанных с созданием запасов". Сравнительная характеристика концепции "точно в срок" и традиционного менеджмента запасов приведена в табл. 1.1.
Таблица 1.1. Сравнение концепции "точно в срок" и традиционного менеджмента запасов
| Факторы
| Концепция "точно в срок"
| Традиционный подход
|
| 1
| 2
| 3
|
| Запасы
| Включаются в пассивы. Все усилия должны быть
направлены на их
устранение. Страховые запасы отсутствуют
| Включаются в активы.
Защищают производство от ошибок прогнозирования и ненадежности поставщиков. Большинство запасов -- страховые
|
| Размер запаса, объем закупок
материальных ресурсов
| Размер запаса показывает
только текущую потребность.
Минимальный объем материальных ресурсов в поставке определяется как для производителя, так и для поставщика. Для определения объема поставки используется формула наиболее экономного размера заказа
| Размер запаса определяется исходя из соображений экономии или по формуле наиболее экономного размера заказа. Не учитывается изменение размера запасов при изменении затрат в сбыте при сокращении выпуска продукции и поставок материальных ресурсов
|
| Сбыт
| Имеет приоритетное значение. Отслеживание изменений спроса, в соответствии с которыми
осуществляется
оперативная переналадка оборудования. Стремление к производству небольших партий готовой продукции
| Не имеет приоритетного значения. Обычная
цель--максимизация
объема выпуска готовой продукции
|
| Запасы
незавершенного
производства
| Устранение запасов
незавершенного
производства -- важная задача. Если имеются
небольшие запасы между производственными
подразделениями,
необходимо их фиксировать
и оперативно устранять
| Необходимый элемент производственной системы. Запасы незавершенного производства аккумулируются между структурными подразделениями, являясь основой обеспечения бесперебойности производственно-технологических циклов
|
| Поставщики
| Рассматриваются как партнеры по производству. Отношения только с надежными поставщиками. Небольшое число поставщиков
| Поддерживаются длительные деловые отношения с поставщиками. Как правило, большое количество поставщиков, между которыми искусственно поддерживается конкуренция
|
| Качество продукции
| Цель - отсутствие дефектов продукции. Если качество обеспечивается не на 100 %, то производство и дистрибьюция недостаточно эффективны. Идеология всеобщего управления качеством
| Допускается небольшое число дефектов. Выборочные инспекции качества продукции
|
| Поддержка технологического оборудования
| Предварительная поддержка существенна. Производственный процесс может быть прерван, если поддержка не обеспечивает непрерывность и своевременность доставки материальных ресурсов и запасов незавершенного производства
| Оказывается по мере необходимости. Сбои не возникают, пока запасы поддерживаются на необходимом уровне
|
| Длительность производственного периода
| Поддерживается на минимально возможном уровне. При этом возрастает скорость реакции снабженческих каналов на изменения спроса и уменьшается неопределенность, связанная с прогнозом потребности в продукции
| Охватывает большой временной интервал.
Нет потребности в ее уменьшении, пока поддерживаются значительные страховые запасы
|
| Персонал
| Необходима согласованность действий как рабочего, так и управленческого персонала. Нельзя вносить изменений в логистический процесс, пока нет согласованности действий персонала
| Управление осуществляет общий менеджмент. Изменения не зависят от нижних звеньев управленческого персонала
|
Логистическая концепция ЛТ характеризуется следующими основными чертами:
* минимальными (нулевыми) запасами материальных ресурсов, незавершенного производства, готовой продукции;
* короткими производственными и логистическими циклами;
* небольшими объемами производства готовой продукции и пополнения запасов (поставок);
* взаимоотношениями по закупкам материальных ресурсов с небольшим числом надежных поставщиков и перевозчиков;
* эффективной информационной поддержкой;
* высоким качеством готовой продукции и логистического сервиса.
Появившись в Японии в начале 50-х годов, логистическая концепция JIТ продолжает развиваться и сегодня. Как отмечают авторы учебного пособия "Основы логистики", "Современные технологии JIТ и логистические системы стали более интегрированными и комбинируются из различных вариантов логистических производственных концепций и распределительных систем, таких, как системы, минимизирующие запасы в логистических каналах, логистические системы быстрого переключения, выравнивания уровня запасов, групповые технологии, превентивное гибкое автоматизированное производство, современные логистические системы всеобщего статистического контроля и управления циклами качества продукции и т.п. Поэтому в настоящее время принято относить такие технологии к новой версии концепции "точно в срок" - концепции JIТ-11".
Дальнейшим развитием логистической системы тянущего типа является микрологистическая система КАNВАN. Впервые примененная в 1972 г. корпорацией Тоуоtа Моtоr, она представляет собой систему организации непрерывного производственного потока, способного к быстрой перестройке и практически не требующего страховых запасов. Сущность системы КАNВАN заключается в том, что все производственные подразделения завода, включая линии конечной сборки, снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа, заданного подразделением-потребителем. Таким образом, в отличие от традиционного подхода к производству структурное подразделение-производитель не имеет общего жесткого графика производства, а организует свою работу в пределах заказа подразделения фирмы, осуществляющего операции на последующей стадии цикла.
Для иллюстрации микрологистической системы КАNВАN в отечественной литературе чаще всего используется модель движения карточки "Каnbаn". При изготовлении продукции А, В, С на сборочной линии применяемые детали а и b изготавливаются на предшествующей технологической стадии (поточной линии). Детали а и b, произведенные на предшествующей стадии, складируют вдоль конвейера, прикрепляя к ним карточки заказа "Каnbаn". Рабочий со сборочной линии, изготавливающий продукцию А, на автопогрузчике или с технологической тележкой прибывает с карточкой заказа на место складирования детали а, чтобы взять определенное количество ящиков детали с прикрепленными к ним карточками отбора. На месте складирования рабочий загружает погрузчик (технологическую тележку) необходимым количеством деталей а, согласно карточке отбора, снимая при этом с ящиков ранее прикрепленные к ним карточки производственного заказа. Затем рабочий доставляет полученные детали на сборочную линию с карточками отбора "Каnbаn". В то же время карточки производственного заказа остаются на месте складирования деталей а у поточной линии, показывая количество взятых деталей. Они формируют заказ на изготовление новых деталей а, количество которых будет строго соответствовать количеству, указанному в карточке производственного заказа "Каnbаn".
Так в системе поддерживается минимальный уровень запасов, обеспечивающий непрерывную работу производственно-технологических участников и персонала и регулируемый с помощью расчета средней дневной потребности в каждой детали и определения соответствующего числа карточек "Каnbаn". Когда материальные ресурсы израсходованы, карточка заказа "Каnbаn" отправляется поставщикам, чтобы пополнить резервы. Так как прогнозируемые количества и время снабжения невелики, заказанные партии имеют небольшие размеры. Кроме того, запас, сохраняющийся на период поставки, поддерживается на минимальном уровне.
Использование микрологистической системы КАNВАN и ее модифицированных версий позволяет значительно улучшить качество выпускаемой продукции, сократить логистический цикл, существенно повысить тем самым оборачиваемость оборотного капитала фирмы, снизить себестоимость производства, практически исключить страховые запасы и значительно уменьшить объем незавершенного производства. Мировой опыт применения микрологистических систем КАNВАN машиностроительными фирмами показывает, что эта система дает возможность уменьшить производственные запасы на 50 %, товарные - на 8 % при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Дальнейшим развитием микрологистических систем служат:
1) концепция "тощего производства" (lеаn рrоduсtiоn, LР), которая по существу является развитием концепции "точно в срок" (ЛТ) и включает в себя элементы системы КАNВАN и МRР. В ней творчески соединяются:
- высокое качество;
- небольшие размеры производственных партий;
- низкий уровень запасов;
- высококвалифицированный персонал;
- гибкие производственные технологии.
2) системы "планирования распределения продукции / ресурсов (distributiоn rеquirеmеnts / rеsоurсе рlаnning, DRР / DRР II)", которые используются в сфере дистрибьюции и позволяют координировать весь процесс поставок в распределительной сети (канале). К логистическим преимуществам DRР относят:
- уменьшение логистических издержек, связанных с хранением и управлением запасами готовой продукции за счет координации поставок;
- сокращение потребностей в складских площадях за счет уменьшения запасов;
- уменьшение транспортной составляющей логистических издержек за счет эффективной обратной связи по заказам;
- улучшение координации между логистическими функциями в дистрибьюции и производстве;
3) концепция "реагирования на спрос" (dеmаnd - drivеn tесhnquеs, DDТ), которая представляет собой модификацию концепции "планирования потребностей / ресурсов" и включает четыре варианта:
а) концепция "точки заказа" (rе - оrdеr роint, RОР), в которой используется методика контроля и управления запасами, основанная на точке заказа (перезаказа) и статистических параметрах расхода продукции;
б) концепция "быстрого реагирования" (quiсk rеsроnsе, QR), которая представляет собой логистическую координацию между розничными торговцами и оптовиками с целью улучшения продвижения готовой продукции в их распределительных сетях в ответ на предлагаемые изменения спроса;
в) концепция "непрерывного пополнения запасов" (соntinuоus rерlеnishmеnt, АR), которая обеспечивает поставщиков необходимым набором правил для принятия решений по товарным характеристикам и категориям.
Эти и другие концепции логистики стали находить практическое применение в отечественном бизнесе лишь в пореформенный период. До начала 90-х годов ХХ века в России (точнее говоря в бывшем Советском Союзе) активно разрабатывались два направления оптимизации и рационализации экономических потоков на предприятиях: системы управления качеством и автоматизированные системы управления производством. Значительный прогресс был достигнут в экономико-математическом обеспечении этих систем, что кратко проиллюстрируем, используя работу А.И. Семененко "Предпринимательская логистика". В частности, для описания транспортно-продуктовой модели предпринимательской деятельности, примем:
i-- индекс завода основного производства (i = 1, 2, …, m);
r индекс варианта развития предприятия основного производства (r = 1, 2,..., Ri);
k индекс вида конечной продукции или взаимозаменяемых продуктов (k = 1, 2,..., l);
t индекс года (квартала) периода планирования (t = 1, 2,..., Т);
f индекс вида ресурса (f = 1, 2,..., F);

-- объем производства продукции k-го вида на i-м предприятии по r-му варианту развития в t-м периоде;
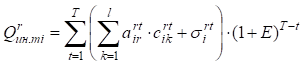
-- интегральные затраты на производство за плановый период по способу завода основного производства, причем:
где -- себестоимость единицы продукции k-го вида на i-м заводе по r-му варианту его развития в t-м году;
необходимая для реализации r-го варианта развития i-го завода сумма капитальных вложений в t-м году;
--заданный общий объем производства подотраслью продукции k в году t (народнохозяйственная потребность);
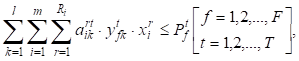
общий объем использования ресурса f-вида в t-м году;



-- норма расхода f-го вида продукций на производство k-го вида продукции в t-м году;
интенсивность r-го варианта функционирования i-го завода основного производства.
Модель - производственно-транспортный многопродуктовой задачи в дискретной постановке на минимум затрат формулируется следующим образом. Найти значения переменных и, при которых минимизируется величина целевой функции:

где j - индекс пункта потребления продукции (j = 1, 2,..., n);
- затраты на транспортировку единицы продукции k-го вида от i-го завода до j-пункта потребления в t-м году;
- объем поставки продукции k-го вида от i-го завода j-му потребителю в t-м году.
Ограничения:
1)
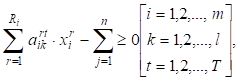
т. е. общий объем поставок k-го вида объектом всем потребителям в t-м году не может превышать соответствующий объем производства;
2)
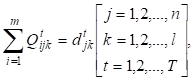
где -- заданный объем потребления продукции k-го вида в j-м пункте в t-м году, т.е. заданная потребность j-го пункта в продукции k-го вида в t-м году должна быть полностью удовлетворена;
3)
4)
5)
6)
т.е. объемы перевозок не могут быть отрицательными.
Общая теория логистики продолжает развиваться как в направлении более адекватного отражения в логистических моделях и системах реальных экономических процессов, так и в направлении обогащения логистических концепций и расширения сфер применения логистики. Нами предпринята типология логистики, результаты которой представлены в табл. 1.2.
Функциональная дифференциация логистики предполагает относительно организационно-технологическое обособление снабжения, производства и сбыта в рамках предприятия. Поэтому принято:
· логистическую организацию материально-технического обеспечения производства (в основном закупки материально-технических ресурсов) называть закупочной логистикой;
· логистическую организацию движения материальных ресурсов в процессе производства - производственной логистикой;
· логистическую организацию сбыта готовой продукции (физическое распределение) - распределительной логистикой.
Ресурсная дифференциация логистики предполагает логистическую организацию управления основными ресурсами предприятия, включая:
Материальные ресурсы (сырье, материалы, комплектующие изделия, готовая продукция, материальные запасы и т. д.) --- материальная логистика;
* финансовые ресурсы, обуславливающие выполнение логистических операций и функций -- финансовая логистика;
* информационные ресурсы, необходимые для логистической организации материальных потоков и связанных с ними потоков финансовых ресурсов -- информационная логистика;
* трудовые ресурсы, используемые для выполнения логистических операций и функций -- трудовая логистика.
логистика оптимизация парадигма товародвижение
Таблица 1.2. Типология логистики
| Классификационный признак
| Вид логистики
|
| Функциональная дифференциация
| Закупочная логистика
|
| Производственная логистика
| |
| Распределительная логистика
| |
| Ресурсная дифференциация
| Материальная логистика
|
| Финансовая логистика
| |
| Информационная логистика
| |
| Трудовая логистика
| |
| Отраслевая дифференциация
| Логистика материального производства
|
| Логистика непроизводственной сферы
| |
| Информационная логистика
| |
| Уровень локализации
| Микрологистика
|
| Мезологистика
| |
| Макрологистика
| |
| Степень интеграции
| Маркетинговая логистика
|
| Логистический менеджмент
| |
| Логистический сервис
| |
| Масштабы диверсификации
| Предпринимательская логистика
|
| Коммерческая логистика
| |
| Виртуальная логистика
| |
Занятие 3.
Вопросы: 1.Функции логистики и их распределение между участниками логистического процесса
Правила логистики





