ТМ-162.15.04.Тема 3.5.1 Строгальные станки. Назначение, область применения и работы, выполняемые на строгальных станках. Поперечно-строгальный станок типа 7Е35. Поперечно-строгальный станок типа 7212. Долбежный станок типа 7430.
Теоретический материал
Строгальные станки.

Строгальные станки предназначены для обработки металлов и других материалов строганием. Эта процедура осуществляется посредством цикличных проходов резца со специальным профилем режущей кромки по поверхности заготовки.
Строгальные станки классифицируются по нескольким основным категориям.
1. По принципу работы:
- поперечно-строгальный станок;
- продольно-строгальный станок.
В поперечно-строгальном станке главное рабочее движение осуществляется за счет перемещения строгальной головки. Деталь, как правило, закрепляется на столе. Подача детали производится за счет движения стола или смещения строгальной головки.
В продольно-строгальных станках наоборот, рабочее движение производится за счет движения заготовки на столе. А подача выполняется смещением строгальной головки.
2. По размеру:
Малые станки в основном представлены группой поперечно-строгальных установок. С увеличением габаритов соотношение станков по принципу работы смещается в сторону продольно-строгальных.
3. По типу привода:
- гидравлический;
- механический (кулисно-кривошипный);
Строгальные станки с гидравлическим приводом приводятся в действие при помощи гидравлических цилиндров, которые запитываются от масляного электронасоса. Подобная система имеет ряд преимуществ. Во-первых, гидравлика хорошо поддается регулировке по усилию и скорости осуществления движений. Во-вторых, гидравлика имеет предохранительные перепускные клапана, которые в случае превышения давления в системе открываются и сбрасывают избыточное давление, чем предохраняют станок от повреждения. Гидравлическая система обеспечения рабочего движения используется на станках всех типов и размеров.
Механический привод, который выполнен по схеме кулисно-кривошипного механизма, используется в основном на поперечно-строгальных станках малых и средних размеров. Состоит такой привод из электродвигателя, редуктора, массивного маховика и кулисно-кривошипного механизма, который преобразовывает вращательное движение маховика в возвратно-поступательное движение ползуна. Иногда механический привод применяется и для продольно-строгальных станков. В этом случае система защиты от перегрузок представлена фрикционной муфтой.
4. Максимальные габариты обрабатываемой детали.
5. Скорость осуществления рабочих движений.
6. Максимально создаваемое усилие при строгании.
7. Производительность.
2) Поперечно-строгальный станок типа 7Е35.

Фото поперечно-строгального станка 7Е35.
Поперечно-строгальный станок 7Е35 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях небольших размеров с длиной обработки до 500 мм. Он применяется в механических, инструментальных и ремонтных цехах цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Техническая характеристика:
- наибольший ход — 520 мм
- размер рабочей поверхности стола (длина х ширина) — 520 х 360 мм
- частота хода ползуна — 13,2..150 ход/мин
- горизонтальная подача стола — 0,2..4 мм
Станок состоит из следующих основных узлов: по направляющим станины возвратно-поступательное перемещается ползун, сообщая резцу главное движение. Заготовка закрепляется на столе, она неподвижна во время рабочего хода резца. Периодически (при каждом обратном ходе ползуна) стол может перемещаться в поперечном (горизонтальном) направлении по направляющим поперечины или вместе с поперечиной вертикально по станине. Также периодически можно перемещать в вертикальном направлении суппорт с резцом. Движение стола, суппорта является движением подачи или движением углубления. Стол и поперечину можно перемещать непрерывно и ускоренно (установочное движение). Внутри станины расположен кулисный механизм, коробка скоростей и коробка подач.
Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода.
Коробка подач обеспечивает 20 подач стола.
Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Для сбора стружки имеется стружкосборник.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Класс точности станка Н по ГОСТ 9—82Е.
Точность обработанной детали до 0,03 мм на длине до 300 мм.
Чистота обработки — не менее V5.
Разработчик — Оренбургский станкостроительный завод.
Ход ползуна наим. - 20 мм
Ход ползуна наиб. - 520 мм
Наиб. расстояние от опорной поверхн. резца до станины (вылет) - 670 мм
Наиб. перестановка ползуна - 310 мм
Наиб. расстояние между рабочей поверхн. стола и ползуна - 400 мм
Наиб. перемещение стола в
горизонтальном направлении - 530 мм
в вертикальном направлении - 310 мм
Количество скоростей ползуна - 8
Пределы частоты ходов ползуна - 13,2…150
Количество горизонтальных подач стола - 20
Наиб. усилие резания на ползуне - 18 000 Н
Масса станка - 2100 кг
Габаритные размеры станка:
длина - 2350 мм
ширина - 1250 мм
высота - 1550 мм
3). Поперечно-строгальный станок типа 7212.
ТМ-162.15.04.Тема 3.5.1 Строгальные станки. Назначение, область применения и работы, выполняемые на строгальных станках. Поперечно-строгальный станок типа 7Е35. Поперечно-строгальный станок типа 7212. Долбежный станок типа 7430.
Теоретический материал
Строгальные станки.
Строгальные станки предназначены для обработки металлов и других материалов строганием. Эта процедура осуществляется посредством цикличных проходов резца со специальным профилем режущей кромки по поверхности заготовки.
Строгальные станки классифицируются по нескольким основным категориям.
1. По принципу работы:
- поперечно-строгальный станок;
- продольно-строгальный станок.
В поперечно-строгальном станке главное рабочее движение осуществляется за счет перемещения строгальной головки. Деталь, как правило, закрепляется на столе. Подача детали производится за счет движения стола или смещения строгальной головки.
В продольно-строгальных станках наоборот, рабочее движение производится за счет движения заготовки на столе. А подача выполняется смещением строгальной головки.
2. По размеру:
Малые станки в основном представлены группой поперечно-строгальных установок. С увеличением габаритов соотношение станков по принципу работы смещается в сторону продольно-строгальных.
3. По типу привода:
- гидравлический;
- механический (кулисно-кривошипный);
Строгальные станки с гидравлическим приводом приводятся в действие при помощи гидравлических цилиндров, которые запитываются от масляного электронасоса. Подобная система имеет ряд преимуществ. Во-первых, гидравлика хорошо поддается регулировке по усилию и скорости осуществления движений. Во-вторых, гидравлика имеет предохранительные перепускные клапана, которые в случае превышения давления в системе открываются и сбрасывают избыточное давление, чем предохраняют станок от повреждения. Гидравлическая система обеспечения рабочего движения используется на станках всех типов и размеров.
Механический привод, который выполнен по схеме кулисно-кривошипного механизма, используется в основном на поперечно-строгальных станках малых и средних размеров. Состоит такой привод из электродвигателя, редуктора, массивного маховика и кулисно-кривошипного механизма, который преобразовывает вращательное движение маховика в возвратно-поступательное движение ползуна. Иногда механический привод применяется и для продольно-строгальных станков. В этом случае система защиты от перегрузок представлена фрикционной муфтой.
4. Максимальные габариты обрабатываемой детали.
5. Скорость осуществления рабочих движений.
6. Максимально создаваемое усилие при строгании.
7. Производительность.
2) Поперечно-строгальный станок типа 7Е35.
Фото поперечно-строгального станка 7Е35.
Поперечно-строгальный станок 7Е35 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях небольших размеров с длиной обработки до 500 мм. Он применяется в механических, инструментальных и ремонтных цехах цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Техническая характеристика:
- наибольший ход — 520 мм
- размер рабочей поверхности стола (длина х ширина) — 520 х 360 мм
- частота хода ползуна — 13,2..150 ход/мин
- горизонтальная подача стола — 0,2..4 мм
Станок состоит из следующих основных узлов: по направляющим станины возвратно-поступательное перемещается ползун, сообщая резцу главное движение. Заготовка закрепляется на столе, она неподвижна во время рабочего хода резца. Периодически (при каждом обратном ходе ползуна) стол может перемещаться в поперечном (горизонтальном) направлении по направляющим поперечины или вместе с поперечиной вертикально по станине. Также периодически можно перемещать в вертикальном направлении суппорт с резцом. Движение стола, суппорта является движением подачи или движением углубления. Стол и поперечину можно перемещать непрерывно и ускоренно (установочное движение). Внутри станины расположен кулисный механизм, коробка скоростей и коробка подач.
Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода.
Коробка подач обеспечивает 20 подач стола.
Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Для сбора стружки имеется стружкосборник.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Класс точности станка Н по ГОСТ 9—82Е.
Точность обработанной детали до 0,03 мм на длине до 300 мм.
Чистота обработки — не менее V5.
Разработчик — Оренбургский станкостроительный завод.
Ход ползуна наим. - 20 мм
Ход ползуна наиб. - 520 мм
Наиб. расстояние от опорной поверхн. резца до станины (вылет) - 670 мм
Наиб. перестановка ползуна - 310 мм
Наиб. расстояние между рабочей поверхн. стола и ползуна - 400 мм
Наиб. перемещение стола в
горизонтальном направлении - 530 мм
в вертикальном направлении - 310 мм
Количество скоростей ползуна - 8
Пределы частоты ходов ползуна - 13,2…150
Количество горизонтальных подач стола - 20
Наиб. усилие резания на ползуне - 18 000 Н
Масса станка - 2100 кг
Габаритные размеры станка:
длина - 2350 мм
ширина - 1250 мм
высота - 1550 мм
3). Поперечно-строгальный станок типа 7212.
Поперечно-строгальный станок
Поперечно-строгальный станок (рис. 1) предназначен для обработки деталей небольших габаритов.
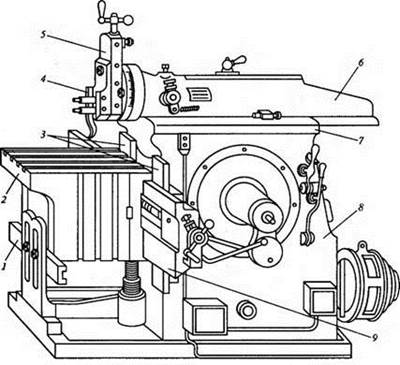
Рисунок 1. Поперечно-строгальный станок.
Поперечно-строгальный станок состоит из следующих основных элементов.
1. Поддерживающий упор. Служит второй точкой опоры для стола. Имеет регулируемую планку, на которую опирается стол. Планка одновременно является направляющей, по которой осуществляется поперечное перемещение.
2. Стол. Предназначен для закрепления заготовки и подачи ее в рабочую зону. Движение стола может осуществляться в поперечной и вертикальной плоскости. Поперечная подача производится за счет движения стола по направляющим. Изменение высоты осуществляется при помощи винтовой передачи. Механизм поперечной подачи связан со строгальной головкой, благодаря чему есть возможность настройки величины продвижения заготовки на определенную величину за один рабочий цикл станка.
3. Вертикальные направляющие. По ним перемещается стол в вертикальной плоскости.
4. Резцедержатель (рис. 2). Служит для закрепления режущего инструмента. Часто имеет механизм отвода резца при холостом ходе для предотвращения его повреждения.

Рисунок 2. Резцедержатель строгального станка.
5. Суппорт (рис. 3). Суппорт предназначен для настройки глубины резания и установки положения резца относительно заготовки. Способен регулировать положение режущего инструмента по высоте, а также может поворачиваться вокруг оси подачи для обработки поверхностей, находящихся не в горизонтальной плоскости.
Рисунок 3. Суппорт поперечно-строгального станка.
6. Ползун. Осуществляет главное рабочее движение. Передвигается на направляющих. Приводится в движение от электродвигателя через кулисно-кривошипную передачу или при помощи гидравлики.
7. Горизонтальные направляющие. По ним осуществляется движение ползуна.
8. Станина. Основание строгального станка. На станине закрепляются все узлы и механизмы станка.
9. Поперечина. Является конструкцией, обеспечивающей поперечное и вертикальное движение стола. Включает в себя направляющие, винт вертикальной подачи и связующую кинематическую цепь для взаимодействия с ползуном при автоматической настройке подачи.
4) Долбежный станок типа 7430.

Станки модели 7д430 предназначены для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрием до 10 град, Для инструментальных и ремонтных служб
Длина хода долбяка, мм 120x320
Расстояние от поверхности стола до нижнего торца направляющих долбяка, мм 500
Расстояние от наружной поверхности резцовой головки до станины (вылет), мм 615
Расстояние от нижнего торца долбяка до стола, мм 10x580
Высота обрабатываемого изделия, мм:
при обработке наружной поверхности 500
при обработке внутренней поверхности 250
Наибольшый угол наклона долбяка, град 10o
Скорость рабочего хода долбяка, м/мин 3-38
Подача стола на один двойной ход долбяка
продольная, мм 0,1-2,5
поперечная, мм 0,1-2,5
круговая, град 0,1-1,4
Скорость быстрого перемещения стола
продольного, м/мин 2,8
поперечного, м/мин 2,8
кругового, мин-1 4,5
Диаметр рабочей поверхности стола, мм 770
Наибольшее перемещение стола
продольное, мм 650
поперечное, мм 510
круговое, град 360o
Габариты, мм 2850х2160х3010
Масса, кг 5660
Список Литературы:
Черпаков Б.И. Технологическое оборудование машиностроительного производства: учебник для студентов учреждений сред. проф. образования / Б.И. Черпаков, Л.И. Вереина. – 3-е изд., ипр. – М.: Издательский центр «Академия», 2015. – 416с.
Задание по теме 3.5.1.:






