

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
Анализ конструкции детали
Для определения назначений данной детали проанализируем все поверхности детали и их назначение (рис.1.1).
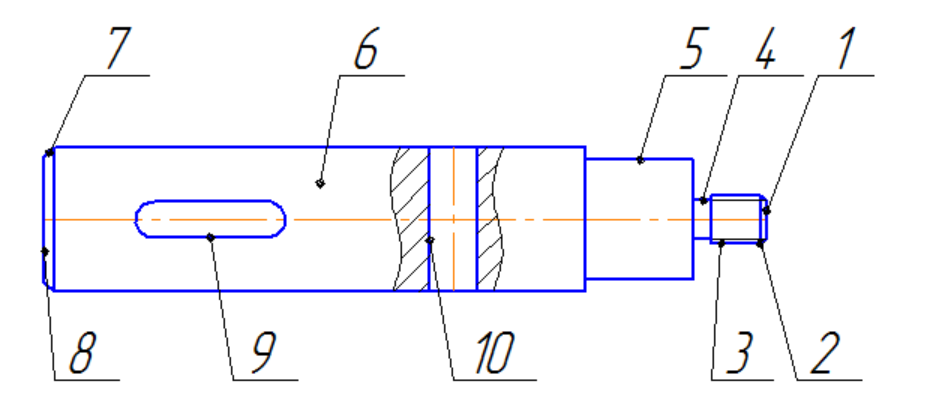
Рисунок 1.1 - Конструкция детали
Основное назначение детали – направление движения каретки
Данная деталь сделана из материала Сталь 45.
Таблица 1.1 - Химические свойства стали 45 ГОСТ 1050-88
| С | Si | Mn | S | P | Ni | Cr |
| не более | ||||||
| 0,40-0,50 | 0,17-0,37 | 0,50-0,80 | 0,045 | 0,045 | 0,3 | 0,3 |
Таблица 1.2 - Механические свойства стали 45 ГОСТ 1050-88
| sт, МПа | sвр, МПа | d5, % | f, % | aн, Дж/см2 | HB (не более) | |
| не менее | горячекатаной | Отожженной | ||||
| 360 | 610 | 16 | 40 | 50 | 241 | 197 |
Таблица 1.3 - Данные о поверхностях детали.
| Обозна-чение поверхности | Тип поверхности | Требо-вания точности, квалитет | Шерохо-ватость, Ra, мкм | Примечание |
| 1 | Торец | 14 | 6,3 | |
| 2 | Фаска | 14 | 6,3 | |
| 3 | Резьбовая поверхность | 6 | 6,3 | |
| 4 | Канавка | 14 | 6,3 | |
| 5 | Наружный цилиндр | 14 | 6,3 | |
| 6 | Наружный цилиндр | 6 | 1,25 | |
| 7 | Фаска | 14 | 6,3 | |
| 8 | Торец | 14 | 6,3 | |
| 9 | Паз | 9 | 3,2 | |
| 10 | Отверстие | 7 | 1,6 |
Анализ конструкции детали на технологичность
Для определения назначений данной детали проанализируем все поверхности детали и их назначение.
В данном случае деталь – направляющая. Она предполагает возможность обработки проходными резцами, а также многоинструментальной обработки. Конфигурация детали достаточно технологична для обработки резанием на токарном станке. Нетехнологичными поверхностями являются глухие пазы, которые необходимо обрабатывать шпоночными фрезами либо сверлить отверстия под заход фрезы.
Технологической базой при точении является ось центров.
Жесткость детали допускает получение высокой точности обработки, не используя дополнительные установочные элементы, т.к. отношение длины к диаметру l/d =174/18= 9,66, что не превышает 10.
В качестве количественных показателей технологичности рассмотрим коэффициент точности обработки и коэффициент шероховатости поверхностей.
Таблица 2.1 – Параметры точности детали

| 
| 
|
| 6 | 1 | 6 |
| 7 | 1 | 7 |
| 9 | 1 | 9 |
| 14 | 7 | 98 |
 ;
;  ;
;
Средняя трудоемкость операции;
где  - параметры точности поверхности
- параметры точности поверхности
 - количество поверхностей
- количество поверхностей
i – номер поверхности
Коэффициент точности обработки.
Таблица 2.2 – Параметры шероховатости детали
| R а i | ni | 
|
| 1,25 | 1 | 1,25 |
| 1,6 | 1 | 1,6 |
| 6,3 | 8 | 50,4 |
 ;
;  ;
;
где  - параметры шероховатости поверхности
- параметры шероховатости поверхности
- количество поверхностей
i – номер поверхности
Коэффициент шероховатости
Таким образом Ктч>0,8 – деталь технологична
КШ<0,32 – деталь технологична
Следовательно, по коэффициенту точности и по коэффициенту шероховатости деталь технологична.
Определение типа производства
Основная программа
Годовая производственная программа с учетом запасных частей
N1 =155 шт.
Количество деталей на изделие m = 1 шт.
Запасные части b=5%
Режим работы предприятия 1 смена в сутки.
Годовая программа 
Действительный годовой фонд времени работы оборудования
Fд = 4029 ч.
Тип производства по ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операции Кз.о., который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению в течении месяца, к числу рабочих мест. Т.к. Кз.о. отражает периодичность обслуживания рабочего всей необходимой информацией, а также снабжение рабочего места всеми необходимыми вещественными элементами производства, то Кз.о. оценивается применительно к явочному числу рабочих из расчета на одну смену:
где Q – количество всех различных операций;
P – число рабочих мест.
Для определения Кз.о. необходимо установить соотношение между трудоемкостью выполнения операций и производительностью рабочих мест, предназначенных для проведения данного технологического процесса при условии загрузки этого оборудования в соответствии с нормативными коэффициентами.
Порядок расчета коэффициента закрепления операций следующий. Зная программу выпуска (годовую) и штучно-калькуляционное время, затраченное на каждую операцию, определяем количество станков:
где N – годовая программа выпуска, шт.,
T ШК – штучное или штучно-калькуляционное время, мин.,
F д =2025 – действительный годовой фонд времени, при 1-но сменной работе, ч.,
ηз.н.=0,8 – нормативный коэффициент загрузки.
Количество станков
010 Токарная

015 Сверлильная

020 Фрезерная
030 Шлифовальная
Результат расчета сведём в таблицы:
Таблица 3.2.
| Операция | То | ТШТ | m р | Р | n з.ф. | O |
| 010 Токарная | 6,4 | 1,77 | 0,0165 | 1 | 0,0165 | 49 |
| 015 Сверлильная | 1,75 | 0,53 | 0,0057 | 1 | 0,0057 | 141 |
| 020 Фрезерная | 1,75 | 0,53 | 0,0057 | 1 | 0,0057 | 141 |
| 025Шлифовальная | 4,87 | 0,62 | 0,005 | 1 | 0,005 | 160 |
ΣР=4 ΣО=491
 Вывод: производство единичное.
Вывод: производство единичное.
Перспективная программа
Количество деталей на изделие m = 1 шт.
Запасные части b=5%
Количество выпускаемых изделий 110 000
Режим работы предприятия 2 смены в сутки.
Годовая программа 
Действительный годовой фонд времени работы оборудования
Fд = 4029 ч.
010 Токарная
015 Токарная
020 Сверлильная
025 Фрезерная
040 Шлифовальная
010 Токарная
015 Токарная
020 Сверлильная
025 Фрезерная
040 Шлифовальная
Результат расчета сведём в таблицы 3.2:
Таблица 3.2 - Результат расчета
| Операция | ТШТ | m р | Р | n з.ф. | O |
| 010 Токарная | 0,25 | 1,08 | 2 | 0,98 | 1 |
| 015 Токарная | 0,25 | 1,08 | 2 | 0,98 | 1 |
| 020 Сверлильная | 2,5 | 10,8 | 11 | 0,2 | 4 |
| 025 Фрезерная | 2,5 | 10,8 | 11 | 0,2 | 4 |
| 040 Шлифовальная | 2,2 | 9,55 | 10 | 0,45 | 2 |
ΣР=36 ΣО=12
Вывод: производство массовое, так как  .
.
Выбор заготовки
При разработке технологического процесса важным шагом является выбор заготовки. Для рационального выбора заготовки необходимо провести расчеты себестоимости получения заготовки, себестоимости ее механической обработки.
В качестве вариантов рассмотрим калиброванную сталь ГОСТ 7417-75 и горячекатаный прокат обыкновенной точности ГОСТ 2590-2006.
Определим себестоимость обработки детали из горячекатаного проката:
 - себестоимость заготовки;
- себестоимость заготовки;
где M – затраты на материал заготовки;
Со.з. – технологическая себестоимость операций правки, калибрование прутков, резки их на штучные заготовки
где Сп.з. – приведенные затраты на рабочем месте, руб./ч.;
T Ш-К – штучно-калькуляционное или штучное время выполнения заготовительной операции.
Определим T Ш-К:
где φ К – коэффициент, φ 0 =2,14.
Т0 – общее время, мин.
 ;
;

Сп.з=121 руб./ч. (резка на отрезных станках, работающих дисковыми пилами)
Затраты на материал определяются по массе проката, необходимого для изготовления детали, и массе сдаваемой стружки. При этом необходимо учитывать стандартную длину прутков и отходы в результате некратности длины заготовок к этой стандартной длине:
 ,
,
где Q – масса заготовки, кг;
S – цена 1 кг. материала заготовки, руб.;
q – масса готовой детали, кг.;
Sотх – цена отходов 1 кг. (стружки), руб.
Масса заготовки:
 ,
,
где ρ – плотность материала;
V з – объем заготовки.

Масса детали 
Коэффициент использования материала:
Стоимость материала:
S=175 руб./Т.
Стоимость отходов:
S=27 руб./Т.

Рассчитываем себестоимость заготовки:

Расчет для Стали 45 калиброванной ГОСТ 7417-75.
Расчет аналогичный.
,

Стоимость материала:
S=450 руб./Т.


Расчет заготовки, полученной штамповкой
Масса заготовки:
,
где ρ – плотность материала, V з – объем заготовки.
где V 1 - V 2 – объемы соответствующих элементов заготовки.

Себестоимость штамповки
 руб.,
руб.,
где Ci = 1200 руб. – базовая стоимость 1 т. заготовок;
kТ = 1 – коэффициент точности (нормальная точность);
kС = 0,77 – коэффициент группы сложности (1 группа сложности);
kВ = 1,64 коэффициент массы;
kМ = 1,13 – коэффициент марки материала (сталь 45);
kП = 1,0 – коэффициент объема производства заготовок.
Сравнивая три варианта по себестоимости заготовки выгоднее и целесообразнее использовать прокат для единичного и массового производства.
Основная программа
Таблица 6.1 - Маршрут изготовления детали
| Операция | П-д | Запись перехода | Оборудование Эскиз |
| 005 заготовительная | - | Отрезать пруток | Ножовки механические линейка ГОСТ 480-90 |
| 010 Токарно - винторезная (установ 1) | 1 | Подрезать торец | Штангенциркуль ШЦ-1, 250-005 Патрон ГОСТ 2675-80 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870 |
| 010 Токарно - винторезная (установ 1) | 2 | Сверлить центровочное отверстие | Штангенциркуль ШЦ-1, 250-005 Патрон ГОСТ 2675-80 Токарно- винторезный танок 16к20 Сверло центровочное |
| 010 Токарно - винторезная (установ 2) | 1 | Подрезать торец | Штангенциркуль ШЦ-1, 250-005 Патрон ГОСТ 2675-80 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870 |
| 010 Токарно - винторезная (установ 2) | 2 | Сверлить центровочное отверстие | Штангенциркуль ШЦ-1, 250-005 Патрон ГОСТ 2675-80 Токарно- винторезный танок 16к20 Сверло центровочное |
| 010 Токарно - винторезная (установ 3) | 1 | Точить начерно | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 3) | 2 | Точить начерно | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 3) | 3 | Точить фаску | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 3) | 4 | Точить канавку | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 3) | 5 | Нарезать резьбу | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 4) | 1 | Точить начерно | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 4) | 2 | Точить начисто | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 010 Токарно - винторезная (установ 4) | 3 | Точить фаску | Штангенциркуль ШЦ-1, 125-005 Центр упорный ГОСТ 13214-67 Токарно- винторезный станок 16к20 Резец Т15К6 ГОСТ 18870-73 |
| 015 Вертикально - сверлильная | 1 | Сверлить отверстие | ШЦ-1, 125-005 Призмы установочные ГОСТ 235570 Вертикально - сверлильный станок 2Н125 Сверло ГОСТ 10902-87 |
| 015 Вертикально - сверлильная | 2 | Развернуть отверстие | ШЦ-1, 125-005 Призмы установочные ГОСТ 235570 Вертикально - сверлильный станок 2Н125 Сверло ГОСТ 10902-87 |
| 015 Вертикально - сверлильная | 3 | Развернуть отверстие | ШЦ-1, 125-005 Призмы установочные ГОСТ 235570 Вертикально - сверлильный станок 2Н125 Сверло ГОСТ 10902-87 |
| 020 Вертикально - фрезерная | - | Фрезеровать паз | ШЦ-1, 125-005 Призмы установочные ГОСТ 235570 Вертикально - фрезерный станок 6Р10 Фреза шпоночная ГОСТ 9140-87 |
| 025 термическая | Согласно чертежа | ||
| 030 Шлифовальная | - | Шлифовать поверхность | Кругло-шлифовальный 3Б153Т Микрометр гладкий ГОСТ 6507-78 Цента упорные ГОСТ 13214-90 Патрон поводковый ГОСТ 2571-90 Круг 1 ГОСТ 2424-83 |
| 035 Оксидирование |
Перспективная программа
Таблица 3.2.2 - Маршрут изготовления детали
| Операция | Переход | Запись перехода | Применяем | |
| Измерительный и режущий инструмент | Необходимое оборудование и оснастка | |||
| 005 Заготовительная (установ 1) | Отрезать заготовку | Отрезной автомат | приспособление специальное | |
| 010 фрезерно -центровальная | Подрезать торцы, центровать отверстия | Калибры –скобы, калибр - пробка | Полуавтомат МР-57, приспособление специальное | |
| 015 Токарная | - | Обработать поверхности | Калибры скобы Резцы специальные | Многорезцовый автомат 1Б240, приспособление токарное |
| 020 Токарная | - | Обработать поверхности | Резцы специальные Калибры скобы | Многорезцовый автомат 1-275П, приспособление токарное |
| 025 сверлильная | - | Обработать отверстие | сверло-развертка, калибр - пробка | Станок вертикально-сверлильный 2Н125, приспособление сверлильное |
| 030 фрезерная | - | Фрезеровать паз | шпоночная фреза, калибр - шпоночный | Станок шпоночно фрезерный 6Д91, приспособление фрезерное |
| 035 Термическая | - | 30...35 HRC | ||
| 040 Кргулошлифовальная | - | Шлифовать поверхность | калибр - скоба, круг шлифовальный | Круглошлифовальный станок 3Б153Т, приспособление шлифовальное |
| 045 Оксидирование | - | Согласно эскизу | ||
Список использованной литературы
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Мн.: Вышэйшая школа, 1983. – 256с.
2. Пашкевич М.Ф Курсовое и дипломное проектирование по технологии машиностроения, Издательство Гревцова, 2010. - 496с.
3. Режимы резания: справочник. / Барановский Ю.В. М.: Машиностроение, 1966. - 270с.
4. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Мн.: Вышэйшая школа, 1983. – 256с.
5. Справочник технолога-машиностроителя. В 2 томах/ Косилова А.Г., Мещеряков Р.К.– М.: Машиностроение, 1985. – Т.1. - 694с.
6. Справочник технолога-машиностроителя. В 2 томах/ Косилова А.Г., Мещеряков Р.К. – М.: Машиностроение, 1985. – Т.2. - 496с.
Приложение А
Обязательное
Комплект технологической документации
Анализ конструкции детали
Для определения назначений данной детали проанализируем все поверхности детали и их назначение (рис.1.1).
Рисунок 1.1 - Конструкция детали
Основное назначение детали – направление движения каретки
Данная деталь сделана из материала Сталь 45.
Таблица 1.1 - Химические свойства стали 45 ГОСТ 1050-88
| С | Si | Mn | S | P | Ni | Cr |
| не более | ||||||
| 0,40-0,50 | 0,17-0,37 | 0,50-0,80 | 0,045 | 0,045 | 0,3 | 0,3 |
Таблица 1.2 - Механические свойства стали 45 ГОСТ 1050-88
| sт, МПа | sвр, МПа | d5, % | f, % | aн, Дж/см2 | HB (не более) | |
| не менее | горячекатаной | Отожженной | ||||
| 360 | 610 | 16 | 40 | 50 | 241 | 197 |
Таблица 1.3 - Данные о поверхностях детали.
| Обозна-чение поверхности | Тип поверхности | Требо-вания точности, квалитет | Шерохо-ватость, Ra, мкм | Примечание |
| 1 | Торец | 14 | 6,3 | |
| 2 | Фаска | 14 | 6,3 | |
| 3 | Резьбовая поверхность | 6 | 6,3 | |
| 4 | Канавка | 14 | 6,3 | |
| 5 | Наружный цилиндр | 14 | 6,3 | |
| 6 | Наружный цилиндр | 6 | 1,25 | |
| 7 | Фаска | 14 | 6,3 | |
| 8 | Торец | 14 | 6,3 | |
| 9 | Паз | 9 | 3,2 | |
| 10 | Отверстие | 7 | 1,6 |
Анализ конструкции детали на технологичность
Для определения назначений данной детали проанализируем все поверхности детали и их назначение.
В данном случае деталь – направляющая. Она предполагает возможность обработки проходными резцами, а также многоинструментальной обработки. Конфигурация детали достаточно технологична для обработки резанием на токарном станке. Нетехнологичными поверхностями являются глухие пазы, которые необходимо обрабатывать шпоночными фрезами либо сверлить отверстия под заход фрезы.
Технологической базой при точении является ось центров.
Жесткость детали допускает получение высокой точности обработки, не используя дополнительные установочные элементы, т.к. отношение длины к диаметру l/d =174/18= 9,66, что не превышает 10.
В качестве количественных показателей технологичности рассмотрим коэффициент точности обработки и коэффициент шероховатости поверхностей.
Таблица 2.1 – Параметры точности детали
|
|
|
|
| 6 | 1 | 6 |
| 7 | 1 | 7 |
| 9 | 1 | 9 |
| 14 | 7 | 98 |
; ;
Средняя трудоемкость операции;
где - параметры точности поверхности
- количество поверхностей
i – номер поверхности
Коэффициент точности обработки.
Таблица 2.2 – Параметры шероховатости детали
| R а i | ni |
|
| 1,25 | 1 | 1,25 |
| 1,6 | 1 | 1,6 |
| 6,3 | 8 | 50,4 |
; ;
где - параметры шероховатости поверхности
- количество поверхностей
i – номер поверхности
Коэффициент шероховатости
Таким образом Ктч>0,8 – деталь технологична
КШ<0,32 – деталь технологична
Следовательно, по коэффициенту точности и по коэффициенту шероховатости деталь технологична.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!