Число единиц допуска, содержащихся в допуске
По квалитетам, коэффициент точности «а»
Таблица 1
| Квалитет IT
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
| 13
| 14
| 15
| 16
|
| Коэф. точн. а
| 7
| 10
| 16
| 25
| 40
| 64
| 100
| 160
| 250
| 400
| 640
| 1000
|
Точность размера тем выше, чем меньше единиц содержит его допуск. В соответствии с формулой каждый размер имеет свой допуск на определённом уровне точности и допусков этих множество. Ограничение количества допусков вводит градация интервалов размеров. Диапазон размеров до 500 мм разбит на 13 основных интервалов Интервалы подразделяются на основные и промежуточные.:
свыше 1 до 3 мм; свыше 30 до 50 мм; свыше 250 до 315 мм;
свыше 3 до 6 мм; свыше 50 до 80 мм; свыше 315 до 400 мм;
свыше 6 до 10 мм; свыше 80 до 120 мм; свыше 400 до 500 мм.
свыше 10 до 18 мм; свыше 120 до 180 мм; свыше 18 до 30 мм; свыше 180 до 250 мм;
Промежуточные интервалы введены для номинальных размеров свыше 10 мм и делят каждый основной интервал на две, а в некоторых случаях - на три части.
Разбивка диапазона на интервалы номинальных размеров имеет большое технико-экономическое значение, поскольку примерно на порядок сокращает число единиц допуска, а следовательно, и допусков по сравнению с тем, если бы допуски рассчитывались для каждого номинального размера, а не для среднего геометрического диаметра интервала

где Dmax и: Dmin - соответственно наибольший и наименьший размеры интервала, мм.
Например, для интервала свыше 50 до 80 мм средний геометрический размер D= 63,25 мм, а единица допуска i=1,86. Аналогично получен ряд чисел i для принятых интервалов.
Значение единиц допуска i для различных
Интервалов размеров Таблица 2
| Интервалы
размеров мм
| Свыше - до
|
| 1
| 3
| 6
| 10
| 18
| 30
| 50
| 80
| 120
| 180
| 250
| 315
|
| 3
| 6
| 10
| 18
| 30
| 50
| 80
| 120
| 180
| 250
| 315
| 400
|
| i, мкм
| 0,55
| 0,73
| 0,90
| 1,08
| 1,31
| 1,56
| 1,86
| 2,17
| 2,52
| 2,50
| 3,23
| 3,54
|
КВАЛИТЕТ.
КВАЛИТЕТ - (степень точности) ступени градации значений допусков системы.
ГОСТ 25346 - 82 установил 20 квалитетов от 0.1-го до 18-го в порядке понижения точности.
Стандартный допуск того или иного квалитета обозначается сочетанием букв IT (от англ, Interneishenl tolerance международный допуск) с номером квалитета.
Табличные значения ITO1–IT4 определены по индивидуальным формуламIТ5-IТ17по
Т = a i,
Определим допуск для размера 64мм в квалитете IT8.
 =
=  , для IT8 a=25
, для IT8 a=25
Т = a i =1,864 25=46,6мкм
Теперь на основе двух рядов стандартных величин получена таблица допусков размеров. Сравнивая вычисленный и полученный из таблицы результат, замечаем не значительную разницу в десятые доли микрометра.
Величины допусков (мкм) для различных интервалов
Размеров (мм) и квалитетов Таблица 3
Ква
Литеты
Интервалы (свыше) – до, мм
| | До
3
| 3
6
| 6
10
| 10
18
| 18
30
| 30
50
| 50
80
| 80
120
| 120
180
| 180
250
| 250
315
| 315
400
| 400
500
|
| 01
| 0,3
| 0,4
| 0,4
| 0,5
| 0,6
| 0,6
| 0,8
| 1
| 1,2
| 2
| 2,5
| 3
| 4
|
| 0
| 0,5
| 0,6
| 0,6
| 0,8
| 1
| 1
| 1,2
| 1,5
| 2
| 3
| 4
| 5
| 6
|
| 1
| 0,8
| 1
| 1
| 1,2
| 1,5
| 1,5
| 2
| 2,5
| 3,5
| 4,5
| 6
| 7
| 8
|
| 2
| 1,2
| 1,5
| 1,5
| 2
| 2,5
| 2,5
| 3
| 4
| 5
| 7
| 8
| 9
| 10
|
| 3
| 2
| 2,5
| 2,5
| 3
| 4
| 4
| 5
| 6
| 8
| 10
| 12
| 13
| 15
|
| 4
| 3
| 4
| 4
| 5
| 6
| 7
| 8
| 10
| 12
| 14
| 16
| 18
| 20
|
| 5
| 4
| 5
| 6
| 8
| 9
| 11
| 13
| 15
| 18
| 20
| 23
| 25
| 27
|
| 6
| 6
| 8
| 9
| 11
| 13
| 16
| 19
| 22
| 25
| 29
| 32
| 36
| 40
|
| 7
| 10
| 12
| 15
| 18
| 21
| 25
| 30
| 35
| 40
| 46
| 52
| 57
| 63
|
| 8
| 14
| 18
| 22
| 27
| 33
| 39
| 46
| 54
| 63
| 72
| 81
| 89
| 97
|
| 9
| 25
| 30
| 36
| 43
| 52
| 62
| 74
| 87
| 100
| 115
| 130
| 140
| 155
|
| 10
| 40
| 48
| 58
| 70
| 84
| 100
| 120
| 140
| 160
| 185
| 210
| 230
| 250
|
| 11
| 60
| 75
| 90
| 110
| 130
| 160
| 190
| 220
| 250
| 290
| 320
| 360
| 400
|
| 12
| 100
| 120
| 150
| 180
| 210
| 250
| 300
| 350
| 400
| 460
| 520
| 570
| 630
|
| 13
| 140
| 180
| 220
| 270
| 330
| 390
| 460
| 540
| 630
| 720
| 810
| 890
| 970
|
| 14
| 250
| 300
| 360
| 430
| 520
| 620
| 740
| 870
| 1000
| 1150
| 1300
| 1400
| 1550
|
| 15
| 400
| 480
| 580
| 700
| 840
| 1000
| 1200
| 1400
| 1600
| 1850
| 2100
| 2300
| 2500
|
| 16
| 600
| 750
| 900
| 1100
| 1300
| 1600
| 1900
| 2200
| 2500
| 2900
| 3200
| 3600
| 4000
|
| Примечание: для размеров до 1 мм квалитеты IT4…..IT16 не применяются
|
В EСДП установлено 20 квалитетов, обозначаемых порядковым номером: 01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16: 17 и 18. Наивысшей точности соответствует квалитет 01, а наименьшей - 18-й квалитет. Точность убывает от квалитета 01 к квалитету 18.
Допуск квалитета условно обозначают прописными латинскими буквами IT с номером квалитета, например, IT- допуск 6-го квалитета. В дальнейшем под словом допуск понимается допуск системы. Квалитеты 01, 0 и 1 предусмотрены для оценки точности плоскопараллельных концевых мер длины, а квалитеты 2, 3 и 4 для оценки гладких калибров-пробок и калибров-скоб. Размеры деталей высокоточных ответственных соединений, например подшипников качения, шеек коленчатых валов, деталей, соединяемых с подшипниками качения высоких классов точности, шпинделей прецизионных и точных металлорежущих станков и другие выполняют по 5-му и 6-му квалитетам. Квалитеты 7 и 8 являются наиболее распространенными. Они предусмотрены для размеров точных ответственных соединений в приборостроении и машиностроении, например деталей двигателей внутреннего сгорания, автомобилей, самолетов, металлорежущих станков, измерительных приборов. Размеры деталей тепловозов, паровых машин, подъемно-транспортных механизмов, полиграфических, текстильных и сельскохозяйственных машин преимущественно выполняют по 9-му квалитету. Квалитет 10 предназначен для размеров неответственных соединений, например для размеров деталей сельскохозяйственных машин, тракторов и вагонов. Размеры деталей, образующих неответственные соединения, в которых допустимы большие зазоры и их колебания, например размеры крышек, фланцев, деталей, полученных литьем или штамповкой, назначают по 11-му и 12-му квалитетам.
Квалитеты 13—17 предназначены для неответственных размеров деталей, не входящих в соединения с другими деталями, т. е. для свободных размеров, а также для межоперационных размеров.
работки изделий.
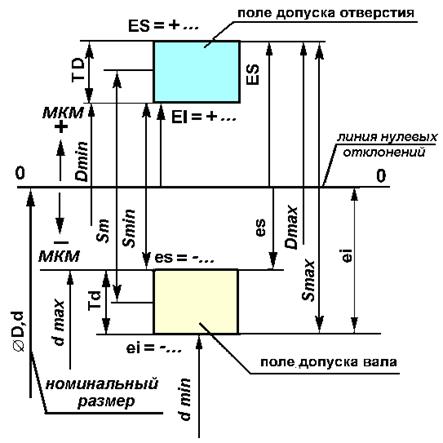
ОСНОВНЫЕ ОТКЛОНЕНИЯ
ОСНОВНЫЕ ОТКЛОНЕНИЯ обозначают буквами латинского алфавита.
Численные значения основных отклонений получены по эмпирическим формулам и представлены в ГОСТ 25346-89
ДЛЯ ПОСАДОК С ЗАЗОРОМ МКМ
Таблица.4.
ДЛЯ ПОСАДОК С НАТЯГОМ МКМ
Для валов: нижние отклонения ei со знаком(+)
Для отверстий: верхние отклонения ES со знаком ( - )
Таблица 5.
ОСНОВНЫЕ ОТКЛОЛНЕНИЯ
| Для валов
| p
| г
| s
| t
| u
| v
| x
| y
| z
| za
| z b
| zc
|
| Для отверстий
| Р
| R
| S
| T
| U
| V
| X
| Y
| Z
| Za
| Zb
| Zc
|
| до 3
| 6
| 10
| 14
| -
| 18
| -
| 20
| -
| 26
| 32
| 40
| 60
|
| Свыше 3 до 6
| 12
| 15
| 19
| -
| 23
| -
| 28
| -
| 35
| 42
| 50
| 80
|
| Свыше 6 до 10
| 15
| 19
| 23
| -
| 28
| -
| 34
| -
| 42
| 52
| 67
| 97
|
| Свыше 10 до 14
Свыше 14 до 18
| 18
18
| 23
23
| 28
28
| -
-
| 33
33
| -
39
| 40 45
| -
-
| 50
60
| 64
77
| 90
108
| 130
150
|
| Свыше 18 до 24
Свыше 24 до 30
| 22
22
| 28
28
| 35
35
| -
41
| 41 48
| 47 55
| 54
64
| 63
75
| 7З
88
| 98
118
| 136
160
| 188
218
|
| Свыше 30 до 40
Свыше 40 до 50
| 26
26
| 34
34
| 43
43
| 48
54
| 60 70
| 68 81
| 80
97
| 94
114
| 112 136
| 148 180
| 200
242
| 274
325
|
| Свыше 50 до 65
Свыше 65 до 80
| 32
32
| 41
43
| 53
59
| 66
75
| 87
102
| 102
120
| 122
146
| 144 174
| 172
210
| 226
274
| 300
360
| 405
480
|
| Свыше 80 до 100
Св. 100 до 120
| 37
37
| 51
54
| 71
79
| 91
104
| 124 144
| 146 172
| 178
210
| 214
254
| 258
310
| 335
400
| 445
525
| 585
690
|
| Св. 120 до 140
Св. 160 до 140
Св. 160 до 180
| 43
43
43
| 63
65
68
| 92
100
108
| 122 134
146
| 170 190 210
| 202 228 256
| 248 280 310
| 300 340 380
| 365 415 365
| 470 585
600
| 620
700 780
| 800
900
1000
|
| Св. 180 до 200
Св. 225 до 200
Св. 225 до 250
| 50
50
50
| 77
80
84
| 122 130 140
| 156 180 196
| 236 258 284
| 284 310
340
| 350 385
425
| 425 470 520
| 520 525 640
| 670 740 820
| 880
960 1050
| 1150
1250
1350
|
| Св. 250 до 280
Св. 280 до 315
| 56
56
| 94
98
| 158 170
| 218
240
| 315
350
| 385
425
| 475 525
| 580
650
| 710 790
| 920 1000
| 1200
1300
| 1550
1700
|
| Св. 315 до 350
Св. З50 до 400
| 62
62
| 108
114
| 190 208
| 268
294
| 390
435
| 475 530
| 590 660
| 730 820
| 900
1000
| 1150
1300
| 1500
1650
| 1900
2100
|
| Св. 400 до 450
Св. 400 до 500
| 68
68
| 126 132
| 232 252
| 330
360
| 490 540
| 596
660
| 740 820
| 920
1000
| 1100 1250
| 1450 1600
| 1850
2100
| 2400
2600
|
ОСНОВНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ ОТВЕРСТИЙ И ВАЛОВ, ДЛЯ ПЕРЕХОДНЫХ X) ПОСАДОК, МКМ
Таблица 7.
Отклонения
Нижние отклонения валов
(ei)
|
Обозначения
Основных
Отклонений
|
j
|
k
|
m
|
n
|
J
|
K
|
M
|
N
| |  Для квали- Для квали-
тетов
Диа-
метры
| 5-6
| 7
| 8
| 4-7
| 1-3
8-15
|
Для
Всех
| 6
| 7
| 8
| 1-8
| 9-16
|
1-8
| 9-16
|
1-8
| 9-16
|
| св.1
| до 3
| -2
| -4
| -6
| 0
| 0
| +2
| +4
| +2
| +4
| +6
| 0
| 0
| -2
| -2
| -4
| 0
|
| 3
| 6
| -2
| -4
| —
| +1
| 0
| +4
| +3
| +5
| +6
| +10
| -1+D
| —
| -4+D
| -4
| -8+D
| 0
|
| 6
| 10
| -2
| -5
| —
| +1
| 0
| +6
| +10
| +5
| +8
| +12
| -1+D
| —
| -6+D
| -6
| -10+D
| 0
|
| 10
| 18
| -3
| -6
| —
| +1
| 0
| +7
| +12
| +6
| +10
| +15
| -1+D
| —
| -7+D
| -7
| -12+D
| 0
|
| 18
| 30
| -4
| -8
| —
| +2
| 0
| +8
| +15
| +8
| +12
| +20
| -2+D
| —
| -8+ D
| -8
| -15+D
| 0
|
| 30
| 50
| -5
| -10
| —
| +2
| 0
| +9
| +17
| +10
| +14
| +24
| -2+D
| —
| -9+D
| -9
| -17+D
| 0
|
| 50
| 80
| -7
| -12
| —
| +2
| 0
| +11
| +20
| +13
| +18
| +?8
| -2+D
| —
| -11+D
| -11
| -20+D
| 0
|
| 80
| 120
| -9
| -15
| —
| +3
| 0
| +13
| +23
| +16
| +22
| +34
| -3+D
| —
| -13+D
| -13
| -23+D
| 0
|
| 120
| 180
| -11
| -18
| —
| +3
| 0
| +15
| +27
| +18
| +26
| +41
| -3+D
|
| -15+D
| -15
| -27+D
| 0
|
| 180
| 250
| -13
| -21
| —
| +4
| 0
| +17
| +31
| +22
| +30
| +47
| -4+D
| —
| -17+D
| -17
| -31+D
| 0
|
| 250
| 315
| -16
| -26
| —
| +4
| 0
| +20
| +34
| +25
| +36
| +55
| -4+D
| —
| -20+D
| -20
| -34+D
| 0
|
| 315
| 400
| -18
| -28
| —
| +4
| 0
| +21
| +37
| +29
| +39
| +60
| -4+D
| —
| -21+D
| -21
| -37+D
| 0
|
| 400
| 500
| -20
| -32
| —
| +5
| 0
| +23
| +40
| +33
| +43
| +66
| -5+D
| —
| -23+D
| -23
| -40+D
| 0
|
| | | | | | | | | | | | | | | | | | | | |
x Для полей допусков js и JS предельные отклонения равны ± IT / 2, где IT допуск соответствующего квалитета.
ЗНАЧЕНИЕ ОТКЛОНЕНИЯ D, МКМ
Таблица 7.
Диаметры,
Мм.
Квалитеты
| | св.
| до
| до 4-го
| 4
| 5
| 6
| 7
| 8
|
| 1
| 3
| 0
| 0
| 0
| 0
| 0
| 0
|
| 3
| 6
| 1
| 1,5
| 2
| 3
| 4
| 6
|
| 6
| 10
| 1
| 1.5
| 2
| 3
| 6
| 7
|
| 10
| 18
| 1
| 2
| 3
| 3
| 7
| 9
|
| 18
| 30
| 1,5
| 2
| 3
| 4
| 8
| 12
|
| 30
| 50
| 1.5
| 3
| 4
| 5
| 9
| 14
|
| 50
| 80
| 2
| 3
| 5
| 6
| 11
| 16
|
| 80
| 120
| 2
| 4
| 5
| 7
| 13
| 19
|
| 120
| 180
| 3
| 4
| 6
| 7
| 15
| 23
|
| 180
| 250
| 3
| 4
| 6
| 9
| 17
| 26
|
| 250
| 315
| 4
| 4
| 7
| 9
| 20
| 29
|
| 315
| 400
| 4
| .5
| 7
| 11
| 21
| 32
|
| 400
| 500
| 5
| 5
| 7
| 13
| 23
| 34
|
Основные отклонения отверстий обозначают заглавными буквами (A,B,…H,…Z,…) 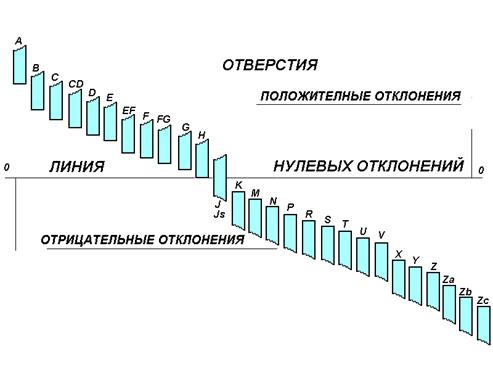
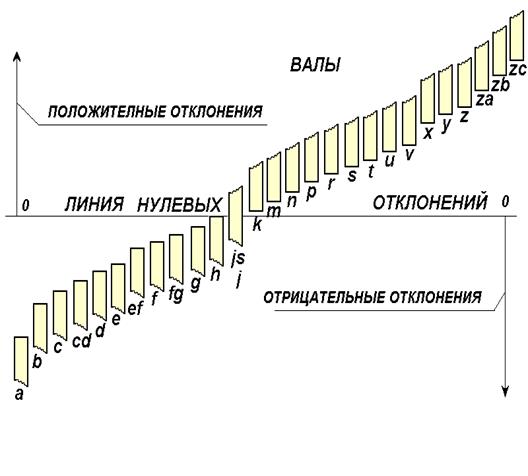
Основные отклонения валов обозначают заглавными буквами строчными (a,b,…h,…z,…)
ПОЛЯ ДОПУСКОВ
ОБОЗНАЧЕНИЕ ПОЛЕЙ ДОПУСКОВ - состоят из сочетания буквы латинского алфавита (основное отклонение) и цифрового обозначения (номера квалитета) - H5, H7, E8, k6, p5…,где квалитет, по сути, определяет величину допуска, а буква основное отклонение.
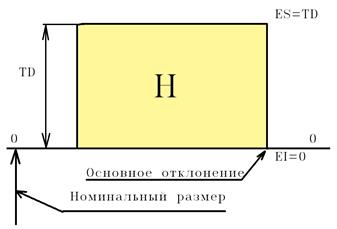
НУЛЕВОЕ – ОСНОВНОЕ ОТКЛОНЕНИЕ ОТВЕРСТИЙ обозначают буквой Н.
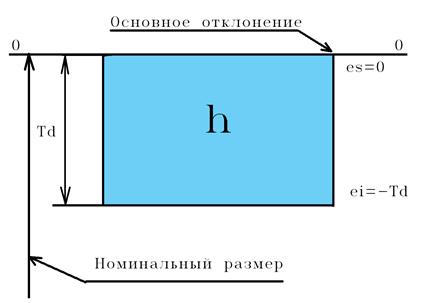
НУЛЕВОЕ – ОСНОВНОЕ ОТКЛОНЕНИЕ ВАЛОВ обозначают буквой h.
ПОСАДКИ С ЗАЗОРОМ образуются сочетанием отклонений:
a(A), b(B), c(C), d(D), e(E), f(F), g(G), h(H)………….. c основным h(H).
ПОСАДКИ С НАТЯГОМ образуются сочетанием отклонений:
p(P), r(R), s(S), t(T), u(U), v(V), x(X), y(Y), z(Z)…………с основным h(Н).
ПЕРЕХОДНЫЕ ПОСАДКИ образуются сочетанием отклонений:
js  (Js), k(K), m(M), n(N) ………с основным h(Н).
(Js), k(K), m(M), n(N) ………с основным h(Н).
Где основное отклонение h(Н) определяет принятую систему.
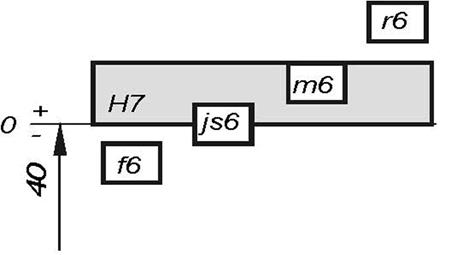
СИСТЕМА ОТВЕРСТИЯ.
В СИСТЕМЕ ОТВЕРСТИЯ: нужную посадку получают измерением предельных размеров вала (смещением поля допуска относительно нулевой линии) не меняя при этом исполнительных размеров основной детали отверстия. В зависимости от взаимного расположения полей в системе отверстия возможно получение посадок: с зазором, с натягом, и переходных.
Система отверстия предпочтительна как более экономичная, в силу меньшего количества типоразмеров инструмента и более простой.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия
Основное отверстие(H) – отверстие, нижнее отклонение которого EI равно нулю.
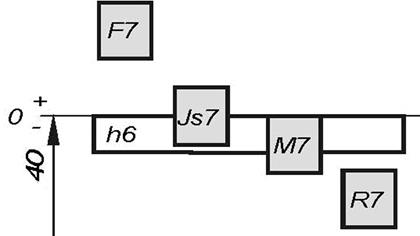
Система вала.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Основной вал (h) – вал, верхнее отклонение которого es равно нулю
Системы вала и отверстия формально равноправны!!!
В некоторых случаях эффективнее система вала, например:
детали типа тяг, длинных осей, валиков получаемые из холоднотянутой
сортаментной заготовки.
В отдельных же случаях, при конструктивной, технологической необходимости, а также при ремонте возможно применение комбинированных посадок, которые образованы полями допусков отверстия и вала выбранными их разных систем. Нетрудно догадаться, что в этом случае не присутствует базовые поля систем с основным отклонением H или h, взамен которым вводят поля не имеющие EI=0 либо es=o. Примером применения комбинированных посадок можно считать некоторые рекомендуемые посадки в сопряжении прямобочных шлицевых соединений, такие как: D9/e8, F10/e8, F8/Js7, F10/Js7, D9/k7, F8/f7 и другие.
Расположение полей допусков для комбинированных посадок показано на рисунке.
Отклонения и допуски формы
Отклонением формы EF называется отклонение формы реального элемента от номинальной формы, оцениваемое наибольшим расстоянием от точек реального элемента по нормали к прилегающему элементу.
Неровности, относящиеся к шероховатости поверхности, в отклонения формы не включаются. При измерении формы влияние шероховатости, как правило, устраняется за счет применения достаточно большого радиуса измерительного наконечника.
Допуском формы TF называется наибольшее допускаемое значение отклонения формы.
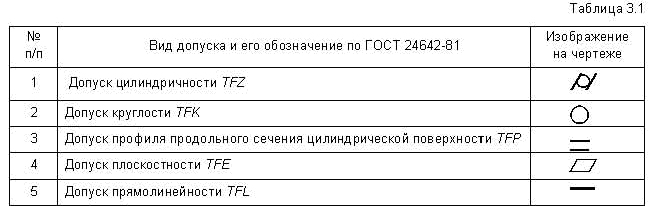
Виды допусков формы
Виды допусков, их обозначение и изображение на чертежах приведены в табл. 3.1 и 3.2.
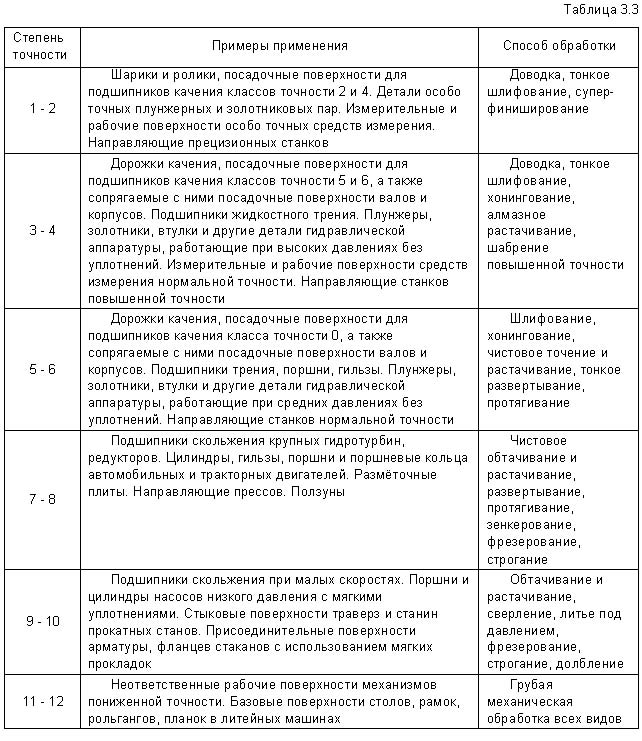
Выбор допусков зависит от конструктивных и технологических требований и, кроме того, связан с допуском размера. Поле допуска размера для сопрягаемых поверхностей ограничивает также и любые отклонения формы на длине соединения. Ни одно из отклонений формы не может превысить допуска размера. Допуски формы назначают только в тех случаях, когда они должны быть меньше допуска размера. Примеры назначения допусков формы, рекомендуемые степени точности и соответствующие им способы обработки указаны в табл. 3.3.
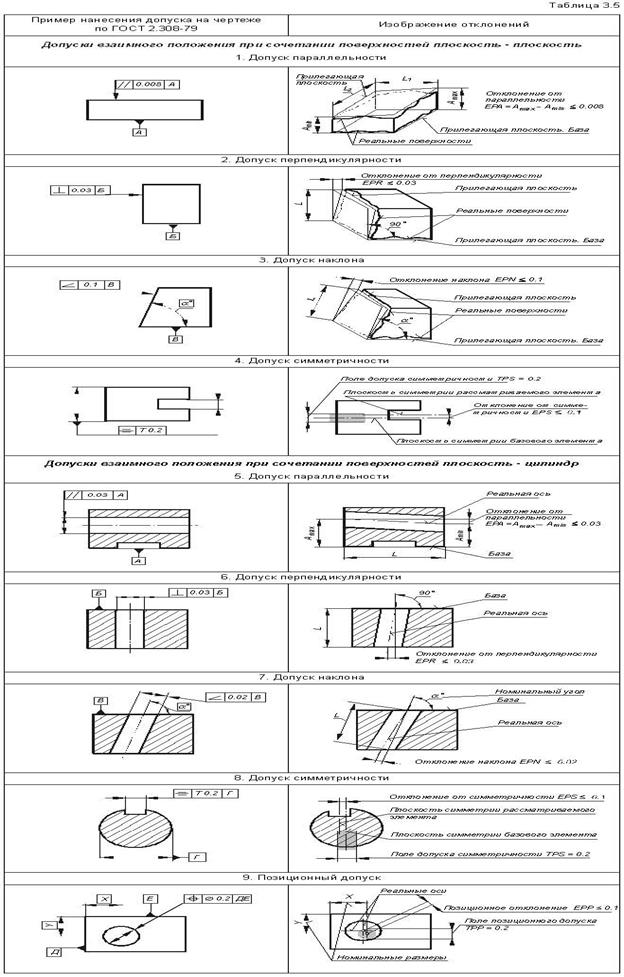
Отклонения и допуски расположения поверхностей
Отклонением расположения ЕР называется отклонение реального расположения рассматриваемого элемента от его номинального расположения. Под номинальным понимается расположение, определяемое номинальными линейными и угловыми размерами.
Для оценки точности расположения поверхностей, как правило, назначают базы.
База — элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому задается допуск расположения рассматриваемого элемента, а также определяется соответствующее отклонение.
Допуском расположения называется предел, ограничивающий допускаемое значение отклонения расположения поверхностей.
Поле допуска расположения ТР — область в пространстве или заданной плоскости, внутри которой должен находиться прилегающий элемент или ось, центр, плоскость симметрии в пределах нормируемого участка, ширина или диаметр которой определяется значением допуска, а расположение относительно баз — номинальным расположением рассматриваемого элемента.
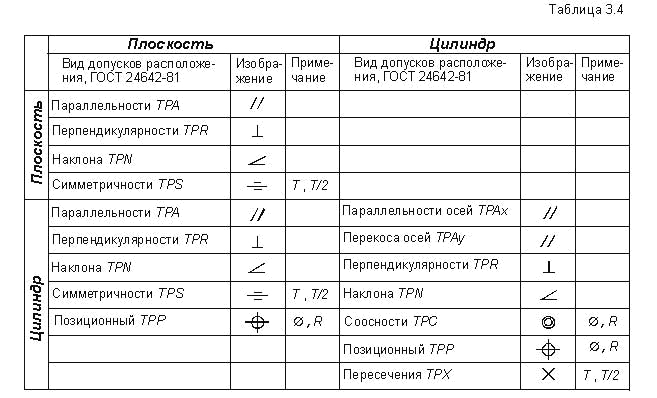
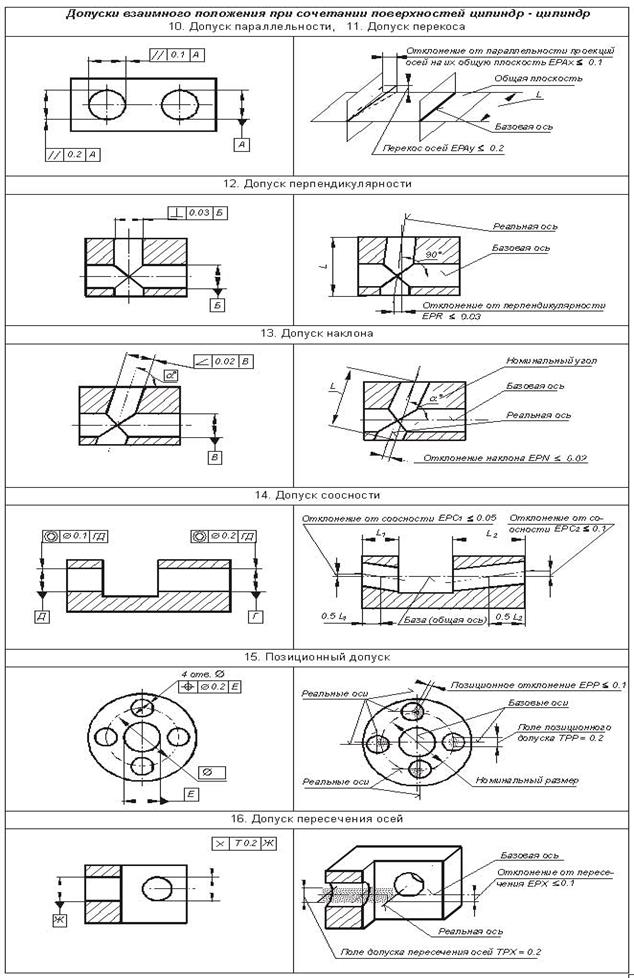
Виды допусков расположения
Виды допусков, их обозначение и изображение на чертежах приведены в табл. 3.4 и 3.5. В табл. 3.4 приведены допуски, ограничивающие отклонения расположения между цилиндрическими и плоскими поверхностями.
Оценка величины отклонения расположения производится по расположению прилегающей поверхности, проведенной к реальной поверхности, таким образом исключаются из рассмотрения отклонения формы.
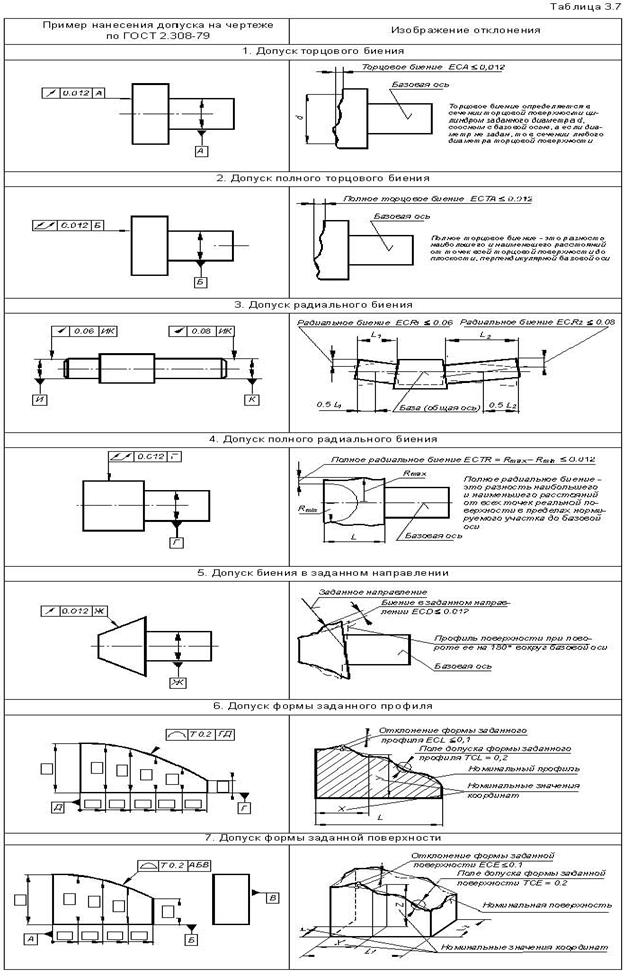
Виды суммарных допусков
Виды допусков, их обозначение и изображение на чертежах приведены в табл. 3.6. Примеры назначения допусков на чертежах и изображение отклонений приведены в табл. 3.7.

Число единиц допуска, содержащихся в допуске