Вариант 16
Исходные данные
Разработать структурно-конструктивную схему производственной установки, электрические принципиальные схемы и логическую программу управления электроприводами станка-термоавтомата, предназначенного для проклейки облицовочным материалом (пластик, текстурная бумага, полимерные плёнки) торцовых поверхностей древесностружечных плит и деревянных изделий с учётом выполнения функциональных возможностей и составом силовой части электрооборудования и произвести расчёт и выбор электроприводов в соответствии с требованиями, изложенными в разделе 8 [10] по ниже приведённым исходным данным.
Состав силовой части электрооборудования агрегата:
М1 – двигатель ленточного конвейера подачи плит на стол обклея, 3х-фазный, асинхронный, с к.з.р., нереверсивный;
М2 – двигатель рольганга удаления плиты, 3х-фазный, асинхронный с к.з.р., нереверсивный;
YA1, YA2, YA3, YA4 – электромагниты прижима нагревательных элементов прижимных устройств;Uпит = 220 В переменного тока;
ЕК1, ЕК2, ЕК3, ЕК4 – нагревательные элементы прижимных устройств.
Функциональные возможности релейной схемы управления и логической программы LOGO!:
1. дистанционный пуск и останов двигателя М1;
2. дистанционное управление нагревательными элементами, с возможностью подключения элементов на напряжение питания Uпит1 = 220 В; Uпит2 = 110 В переменного тока;
3. наличие электрической блокировки, препятствующей одновременному подключению к нагревательному элементу двух напряжений одновременно;
4. возможность подключения различных нагревательных элементов к различным напряжениям питания по усмотрению оператора;
5. невозможность проклейки поверхностей в случае несоответствия температуры прижимного устройства температуре указанного в технологическом регламенте процесса (блокирование работы станка при температуре прижимного устройства ниже и выше диапазона рабочей температуры);
6. автоматический прижим прижимных устройств, при нахождении изделия на столе (контроль по «положению» и соответствии температуры всех прижимных устройств рабочему диапазону;
7. возможность выбора режима проклейки: I режим – время проклейки длится по усмотрению оператора; II режим – длительность проклейки определяется уставкой реле времени (управление в функции времени);
8. автоматический отвод прижимных устройств от изделия после окончания времени выдержки (проклейки) при установке II режима проклейки (пункт 7);
9. дистанционное управление оператором прижимными устройствами при выборе Iрежима проклейки (пункт 7);
10. автоматическое включение привода рольганга удаления готового изделия со стола через время Δt1 после удаления всех прижимов от готового изделия (освобождения изделия от прижимных устройств) при IиIIрежимах проклейки;
11. отключение привода рольганга при удалении готового изделия со стола проклейки (управление в функции «положения»);
12. автоматическая подача следующего заготовки изделия на стол проклейки при выполнении условий, указанных в пункте 5 и 11;
13. наличие предупредительной сигнализации (световой и звуковой) для каждого нагревательного элемента при несоответствии температуры прижимного устройства рабочему диапазону (выше и ниже допустимого диапазона) с возможностью ручного снятия действия сигналов;
14. наличие необходимых электрических защит, блокировок и сигнализации с учётом режима работы двигателей (режим S3) и других электроприёмников;
15. наличие необходимых электрических защит, блокировок и сигнализации с учётом обеспечения безопасных условий работы персонала и оборудования.
Исходные данные для расчёта мощности электродвигателей производственной установки:
Ленточный транспортёр подачи плит:
- масса перемещаемых деталей = 8000 кг/ч;
- расстояние между осями концевых барабанов конвейера = 20 м;
- передача = муфтовая.
Рольганг удаления плит: мощность электродвигателя данного конвейера определяется по нагрузочной диаграмме электропривода, выданной преподавателем, осуществляющим руководство курсовым проектированием.
Электромагниты клапанов (YA1, YA2, YA3, YA4): мощность управления Рупр = 25 ВА.
Нагревательный элемент (ЕК1): мощность нагрева Рнагр = 1,5 кВт;
Нагревательный элемент (ЕК2): мощность нагрева Рнагр = 2,5 кВт;
Нагревательный элемент (ЕК3): мощность нагрева Рнагр = 1,5 кВт;
Нагревательный элемент (ЕК4): мощность нагрева Рнагр = 0,5 кВт.

Рекомендуемая литература.
1. Чиликин М.Г., Сандлер А.С. Общий курс электропривода: Учебник для вузов. – 6–е изд., доп. и перераб. –М.: Энергоатомиздат, 1981. – 576 с.
2. Соколов М.М. Автоматизированный электропривод общепромышленных механизмов. Учебник для студентов, обучающихся по специальности «Электропривод и автоматизация промышленных установок» – 3-е изд., доп. и перераб. –М.: Энергия, 1976. – 488 с.
3. Чиликин М.Г. и др. Теория автоматизированного электропривода. / М.Г. Чиликин, В.И. Ключев, А.С. Сандлер. – М.: Энергия, 1979. – 616 с.
4. Основы теории электрических аппаратов: Учебник для вузов по спец. «Электрические аппараты» / И.С. Таев, Б.К.Буль, А.Г. Годжелло и др.; Высш. шк., 1987. – 352 с.
5. Варварин В.К. и др. Наладка электрооборудования. Справочник. /В.Я.Койлер, П.А.Панов. - 2-е изд.,перераб.и доп. – М.: Россельхозиздат,1984. – 349 с.
6. Пижурин А.А. и др. Справочник электрика деревообрабатывающего предприятия./ Алексин М.В., Пижурин А.А., Яковенко В.А. – М.: МГУЛ, 1999. – 340 с.
7. Петров Л.П. и др. Автоматическое управление торможением станочных электроприводов / Подзолов Р.Г, Буштян Л.В.- М.: Машиностроение, 1978.- 135 с.
8. Марголин Ш.М. Точная остановка электроприводов. – 2-е изд., перераб. И доп. - Энергоиздат, 1984.- 104с.
9. Зевин М.Б., Парини Е.П. Справочник молодого электромонтера. 3-е изд., перераб. и доп. – М.: Высш. шк., 1984. – 192с.
10. Электропривод: Расчёт, выбор и управление. Составитель Драчёв В.А. Учебное пособие по выполнению курсового и дипломного проектирования. Красноярск, ГОУ ВПО «Сибирский государственный технологический университет», 2005.
11. ГОСТ 2.755 – 74 Обозначения условные графические в схемах. Устройства коммутационные и контактные соединения.
12. ГОСТ 2.710 – 81.Обозначения буквенно-цифровые в электрических схемах.
13. Правила устройства электроустановок / Минэнерго СССР. – 6-е изд., перераб. и доп. – Красноярск,1998. – 650 с.
14. Сибикин Ю.Д. Справочник молодого рабочего по эксплуатации электроустановок промышленных предприятий: Справочное пособие для ПТУ. – 3- е изд., исправл. и доп. – М.: Высш. шк., 1992. – 176 с.
15. Кравчик А.Э. и др. Выбор и применение асинхронных двигателей./ Стрельбицкий Э.К., Шлаф М.М. – М.: Энергоиздат, 1987. – 96 с.
16. Пижурин А.А. Электрооборудование и электроснабжение лесопромышленных и деревообрабатывающих предприятий: Учебник для техникумов. – М: Лесн. пром-ть, 1980.- 408с.
17. Чунихин А.А. Электрические аппараты: Общий курс. Учебник для вузов. 3-е изд., перераб и доп. – М.: Энергоатомиздат, 1988. – 720 с.
18. Асинхронные двигатели серии 4А: Справочник/ А.Э. Кравчик, М.М. Шлафт, В.И.Афонин, Е.А. Соболенская.- М.: Энергоиздат,1982.-504 с.
19. Москаленко В.В. Электрический привод. Учебник для электротехнических специальностей техникумов. – М.: Высшая школа, 1991. – 430 с.
20. Справочник по автоматизированному электроприводу / Под ред. В.А. Елисеева, А.В. Шинянского. – М.: Энергоатомиздат, 1983. – 616 с.
21. Цейтлин Л.С. Электропривод, электрооборудование и основы управления. –М.: Высш. шк., 1985. – 192 с.
22. Смирнов А.Д., Антипов К.М. Справочная книжка энергетика.– 2-е изд., перераб. –М.: Энергоатомиздат, 1987. - 568 с.
23. Алиев И.И. Справочник по электротехнике и электрооборудованию: Учебное пособие для вузов. – 2-е изд., доп. – М.: Высшая школа, 2000. – 255 с.
24. Алиев И.И. Электротехнический справочник. – 3-е изд., испр. и доп. – М.: ИП РадиоСофт, 2000. – 384 с.
25. Справочник по проектированию автоматизированного электропривода и систем управления технологическими процессами / Под ред. В.И. Круповича, Ю.Г. Барыбина, М.Л. Самовера. – 3-е изд., перераб. и доп. – М.: Энергоиздат, 1982. – 416 с.
26. Справочник энергетика строительной организации. В 2 т. Т. 1. Электроснабжение строительства / В.Г. Сенчев, А.Г. Азаров, В.С.Аушев и др.; Под ред. А.Г. Сенчева. – 2-е изд., перераб. и доп. – М.: Стройиздат, 1991. – 660 с. – (Справочник строителя).
27. Москаленко В.В. Электрический привод: Учеб. для электротехн. спец. техн. –М.: Высш. шк., 1991. – 430 с.
28. Васин В.М. Электрический привод. –М.: Высш. шк., 1984. – 231 с.
29. Шпаннеберг Х. Электрические машины: 1000 понятий для практиков: Справочник: Пер. с нем. –М.: Энергоатомиздат, 1988. – 252 с.
30. Автоматизированный электропривод: Методические указания к выполнению лабораторных работ для студентов специальности 21.02 всех форм обучения. Составители: Драчёв В.А., Драчёва З.А. – Красноярск: СибГТУ, 2000.
31. Электромеханические системы автоматизации. Учебное пособие к выполнению курсового и дипломного проектирования для студентов всех форм обучения специальности 210200 всех специализаций. Часть 1. –Красноярск: СибГТУ, 2002. – 32 с.
32. Электромеханические системы автоматизации. Учебное пособие к выполнению курсового и дипломного проектирования для студентов всех форм обучения специальности 210200 всех специализаций. Часть 2. –Красноярск: СибГТУ, 2002. – 32 с.
Руководитель:
___________В.А. Драчёв
(подпись)
_________________2018г
(оценка, дата)
Разработал:
студент группы 15.03.04-312у
___________С.А. Бельков
(подпись)
_________________2018г
(дата)
| Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева
|
| Расчет и выбор АЭП станка – термоавтомата для проклейки торцовых поверхностей древесностружечных плит и деревянных изделий
|
Реферат
Цель данного курсового проекта разработка электрической принципиальной схемы управления электроприводами, расчет и выбор электродвигателей и аппаратов управления, защиты, сигнализации производственной установки.
Курсовая работа состоит из пояснительной записки, содержащей 29 страниц текста, 12 таблиц, 2 рисунка, 8 библиографических источников.
Содержание
Исходные данные. 3
Рекомендуемая литература. 5
Реферат. 8
Содержание. 9
Введение. 10
1 Расчет и выбор электродвигателей производственной установки. 11
1.1 Расчет мощности и выбор электродвигателя ленточного конвейера подачи плит на стол обклея.
1.2 Расчет мощности и выбор электродвигателя рольганга удаления плиты 12
2 Разработка силовой схемы.. 14
3 Расчет и обоснование выбора аппаратуры.. 21
3.1 Расчет и обоснование выбора аппаратуры управления электрическими цепями 21
3.1.1 Выбор магнитных пускателей. 21
3.1.2 Выбор реле времени. 21
3.1.3 Выбор ключей управления. 22
3.1.4 Выбор кнопок управления. 22
3.1.5 Выбор выпрямительного диода. 22
3.1.6 Выбор путевых выключателей. 22
3.2 Расчет и обоснование выбора аппаратуры защиты.. 22
3.2.1 Выбор автоматических выключателей и УЗО.. 22
3.2.2 Выбор промежуточных реле
3.3 Расчет и выбор сигнальной аппаратуры.. 22
3.3.1 Выбор светосигнальной аппаратуры.. 25
3.3.2 Выбор звукосигнальной аппаратуры.. 26
3.4 Расчет и обоснование выбора проводов. 26
4 Логические схемы управления электроприводами производственной установки 27
Заключение. 32
Библиографический список. 33
Введение
Современная автоматизация производства невозможна без использования электрических двигателей и средств управления ими или, точнее, без применения электрического привода. Использование автоматизированного и автоматического электропривода позволяет повышать производительность труда.
Практически все предприятия в своем производстве имеют хотя бы небольшие и незначительные электропривода, предназначенные для решения различных задач (начиная от подъема некоторого груза или системы вентиляции, заканчивая большим производством, в котором связаны множество компонентов).
Современные предприятия представляют собой промышленные комплексы с большим потреблением электрической энергии. Следовательно, рациональное использование электроэнергии может быть обеспечено только при правильном выборе электрооборудования и грамотной его эксплуатации.
Каждый из электроприводов требует тщательный подход для определения электродвигателя, который обеспечит требуемые особенности, аппаратуры защиты и управления. При этом необходимо рассчитать и выбрать электродвигатель, подобрать аппаратуру защиты и управления, рассчитать и выбрать провода и кабели.
Разработка силовой схемы
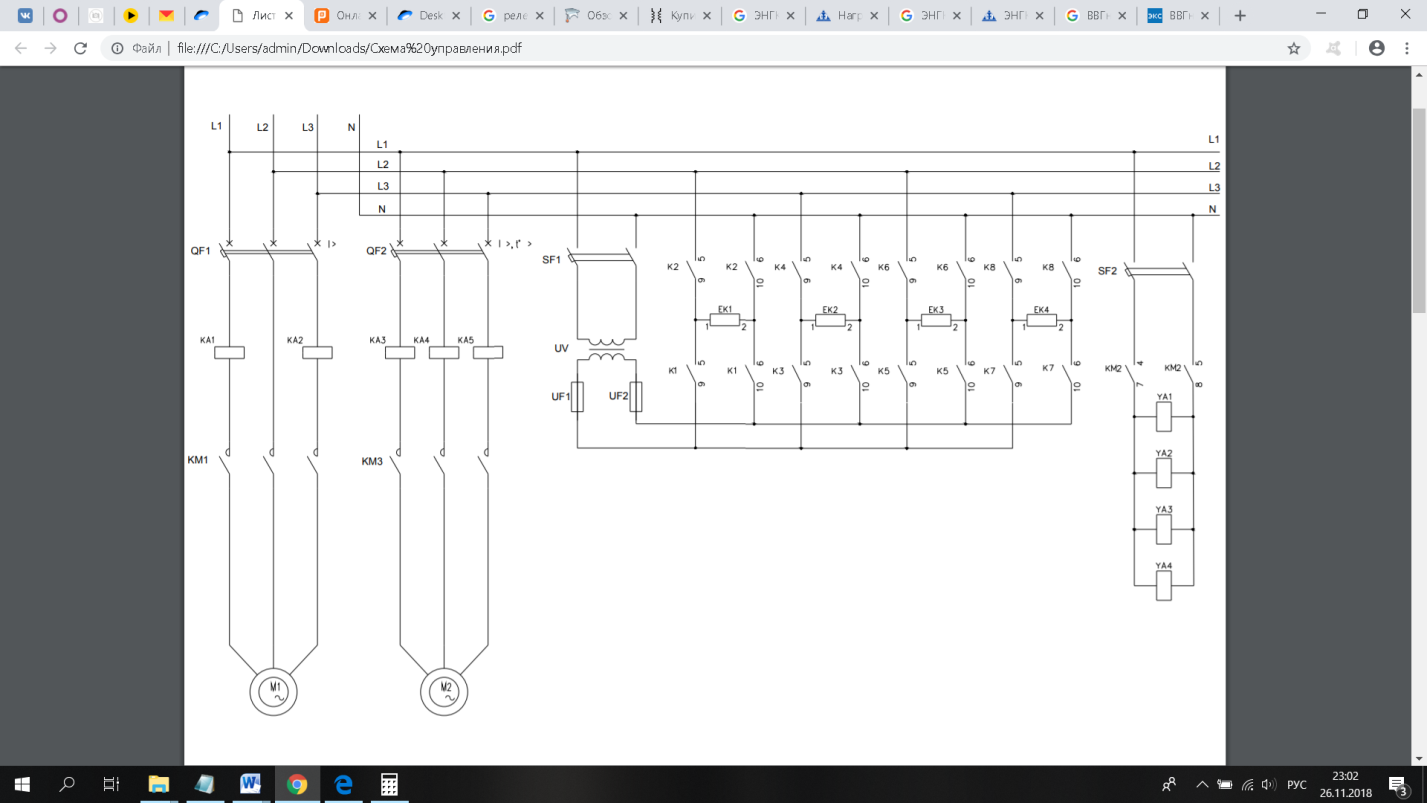
FU1 FU2
Рисунок 2 – Силовая схема, двигатели М1, М2; нагреватели ЕК1-4; Электромагниты прижима YA1, YA2, YA3, YA4.
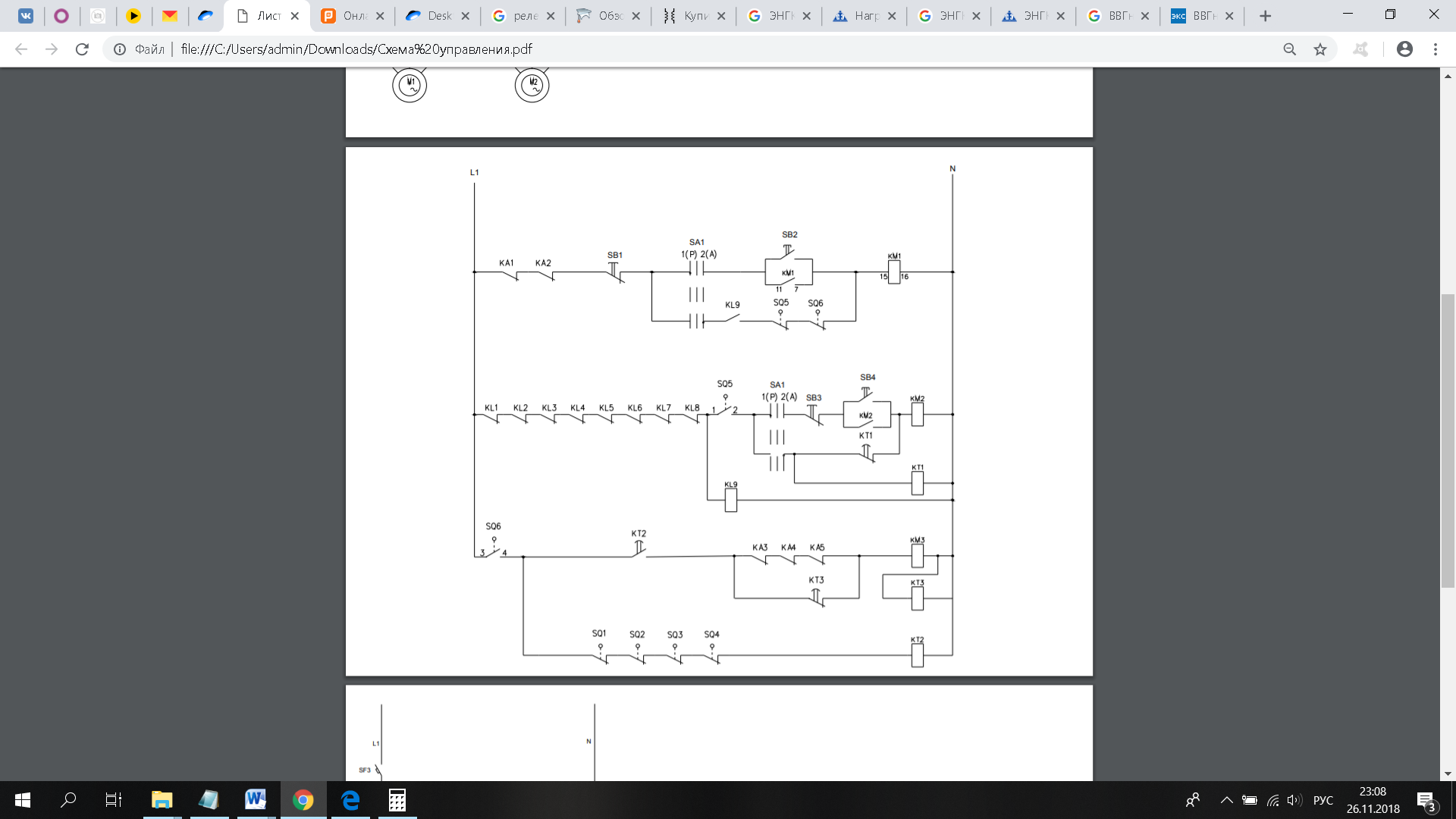
Рисунок 3 – Схема управления производственной установкой принципиальная
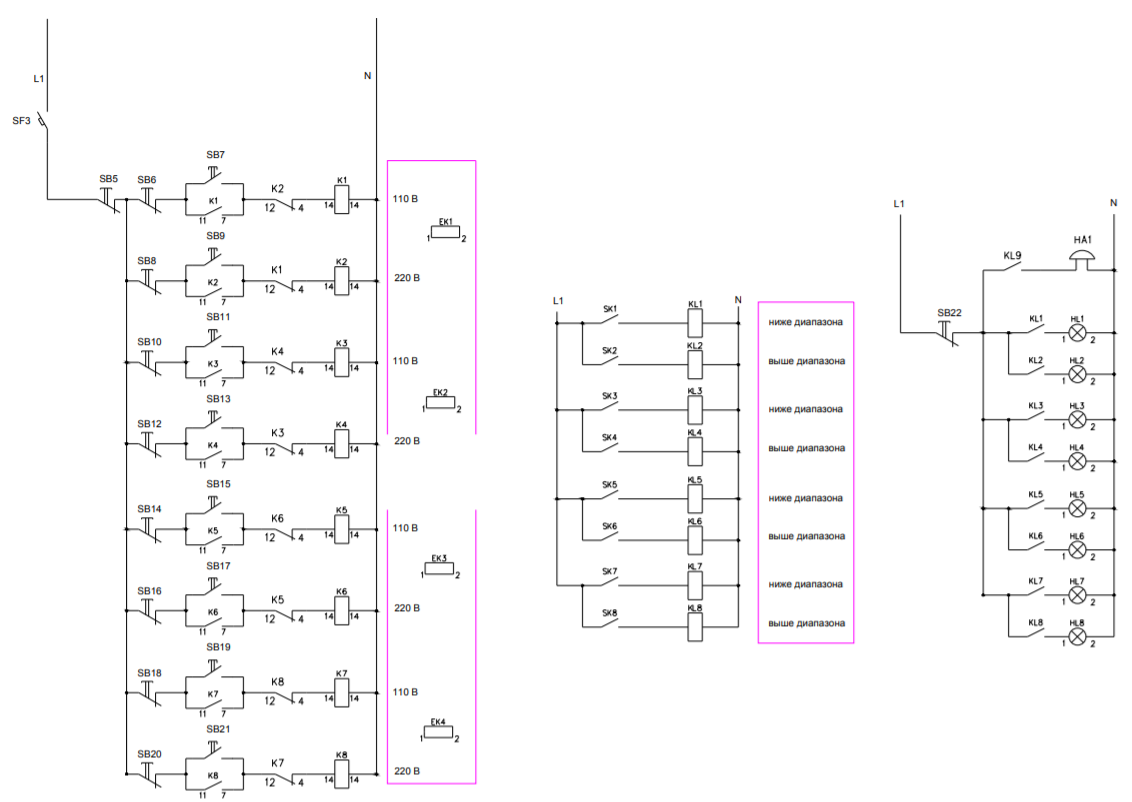
Рисунок 4 – Схема сигнализации принципиальная
Разработанная принципиальная электрическая схема обеспечивает:
Дистанционный пуск и останов двигателя М1осуществляется кнопками SВ2 и SB1.
Дистанционное управление нагревательными элементами, с возможностью подключения элементов на напряжение питания Uпит1 = 220 В переменного тока осуществляется кнопками SB8 и SB9; а Uпит2 = 110 В переменного тока осуществляется кнопками SB6 и SB7.
Электрическая блокировка, препятствующая одновременному подключению к нагревательному элементу двух напряжений, осуществляется наличием размыкающих контактов в противоцепях схемы управления нагревательными элементами (в цепи 110 В наличие размыкающего контакта реле К2, а в цепи 220 В размыкающего контакта реле К1).
Невозможность проклейки поверхностей в случае несоответствия температуры прижимного устройства температуре указанного в технологическом регламенте процесса (блокирование работы станка при температуре прижимного устройства ниже и выше диапазона рабочей температуры) осуществляется контактами KL1-KL8.
Автоматический прижим прижимных устройств, при нахождении изделия на столе (контроль по «положению» и соответствии температуры всех прижимных устройств рабочему диапазону осуществляется контактами SQ5 и KL1-KL8.
Возможность выбора режима проклейки: I режим – время проклейки длится по усмотрению оператора; II режим – длительность проклейки определяется уставкой реле времени (управление в функции времени) осуществляется ключом SA1 в двух режимах – автоматическом и ручном.
Автоматический отвод прижимных устройств от изделия после окончания времени выдержки (проклейки) при установке II режима проклейки осуществляется замыкающим контактом с замедлением реле КТ1.
Дистанционное управление оператором прижимными устройствами при выборе I режима проклейки осуществляется с помощью кнопок SB3 и SB4.
Автоматическое включение привода рольганга удаления готового изделия со стола через время Δt1 после удаления всех прижимов от готового изделия (освобождения изделия от прижимных устройств) при I и II режимах проклейки и отключение привода рольганга при удалении готового изделия со стола проклейки (управление в функции «положения») осуществляется пятью конечными выключателями: SQ6, SQ1-SQ4 и таймера КТ2.
Автоматическая подача следующего заготовки изделия на стол проклейки при выполнении полного цикла осуществляется концевиками SQ5, SQ6 и контактом KL9.
Наличие предупредительной сигнализации (световой – HL1-HL8 и звуковой HA1) для каждого нагревательного элемента при несоответствии температуры прижимного устройства рабочему диапазону (выше и ниже допустимого диапазона) с возможностью ручного снятия действия сигналов осуществляется контактами SA1-SA4.
Наличие необходимых электрических защит, блокировок и сигнализации с учётом режима работы двигателей (режим S3) и других электроприёмников осуществляется на силовой схеме реле КА1-КА5, в схеме управления контактами КА1-КА5.
Осуществление максимально токовой защиты электродвигателей с помощью автоматических выключателей: QF1 и QF2.
Выбор реле времени
Реле времени служат для задержки включения или отключения (возможны и другие функции).
Таблица 9 – Реле времени
| Обозначение
| Тип
| Выдержка времени
| Потребляемая мощность (Вт)
| Число контактов с задержкой
|
| КТ1 – КТ3
| ВЛ 60Е
| 0,1с. – 30ч.
| Не более 3,5
| 1 з. + 1 р.
|
Реле ВЛ 60Е имеет задержку включения.
3.1.3 Выбор ключей управления
Ключи SA1 и SA2 выполняют функцию выбора режима работы: «Автоматический», «Ручной».
Таблица 10 – Диаграмма срабатывания SA
| № Контакта
| Положение ключа SA
|
| «Автоматический» - «А»
| «Ручной» - «Р»
|
| 1-2
|
| Х
|
| 3-4
| Х
|
|
«Х» - положение ключа замкнуто.
Таблица 11 – Ключ SA
| Обозначение
| Тип
| Исполнение
| Число контактов
|
| SA1, SA2
| AKS-22
| Переключатель на 2 фиксированных положения
| 1 з. + 1 р.
|
3.1.4 Выбор кнопок управления
Выбираем выключатели с двумя кнопками: «Пуск» и «Стоп». Таблица 12 – Выключатели кнопочные
| Обозначение
| Тип
| Тип толкателя
| Число контактов
|
| SB2, SB4,
| SB-7
| Кнопка «пуск»
| 1 р
|
| SB1, SB3, SB5, SB6, SB22,
| SB-7
| Кнопка «стоп»
| 1 з.
|
| SB7 – SB6, SB9 – SB8,
SB11 – SB10, SB13 – SB12, SB15 – SB14, SB17 – SB16, SB19 – SB18, SB21 – SB20
| РPBB30N
| Кнопочный сдвоенный пост
| 1 з. + 1 р.
|
3.1.5 Выбор трансформатора
Таблица 13 – трансформатор
| Обозначение
| Тип
| Мощность, Вт
| U(В)
|
| DAYTON "ST-7500B"
| Универсальный трансформатор 220/110, Вольт.
| 7500
| 220
|
3.1.6 Выбор путевых выключател ей
Таблица 14 – Путевые выключатели
| Обозначение
| Тип
| Iн (А)
| Uн (В)
| Число контактов
|
| SQ1 – SQ6,
| ВП19М21-А421-54У4
| 10
| 220
| 2 з. +2р
|
Вариант 16
Исходные данные
Разработать структурно-конструктивную схему производственной установки, электрические принципиальные схемы и логическую программу управления электроприводами станка-термоавтомата, предназначенного для проклейки облицовочным материалом (пластик, текстурная бумага, полимерные плёнки) торцовых поверхностей древесностружечных плит и деревянных изделий с учётом выполнения функциональных возможностей и составом силовой части электрооборудования и произвести расчёт и выбор электроприводов в соответствии с требованиями, изложенными в разделе 8 [10] по ниже приведённым исходным данным.
Состав силовой части электрооборудования агрегата:
М1 – двигатель ленточного конвейера подачи плит на стол обклея, 3х-фазный, асинхронный, с к.з.р., нереверсивный;
М2 – двигатель рольганга удаления плиты, 3х-фазный, асинхронный с к.з.р., нереверсивный;
YA1, YA2, YA3, YA4 – электромагниты прижима нагревательных элементов прижимных устройств;Uпит = 220 В переменного тока;
ЕК1, ЕК2, ЕК3, ЕК4 – нагревательные элементы прижимных устройств.
Функциональные возможности релейной схемы управления и логической программы LOGO!:
1. дистанционный пуск и останов двигателя М1;
2. дистанционное управление нагревательными элементами, с возможностью подключения элементов на напряжение питания Uпит1 = 220 В; Uпит2 = 110 В переменного тока;
3. наличие электрической блокировки, препятствующей одновременному подключению к нагревательному элементу двух напряжений одновременно;
4. возможность подключения различных нагревательных элементов к различным напряжениям питания по усмотрению оператора;
5. невозможность проклейки поверхностей в случае несоответствия температуры прижимного устройства температуре указанного в технологическом регламенте процесса (блокирование работы станка при температуре прижимного устройства ниже и выше диапазона рабочей температуры);
6. автоматический прижим прижимных устройств, при нахождении изделия на столе (контроль по «положению» и соответствии температуры всех прижимных устройств рабочему диапазону;
7. возможность выбора режима проклейки: I режим – время проклейки длится по усмотрению оператора; II режим – длительность проклейки определяется уставкой реле времени (управление в функции времени);
8. автоматический отвод прижимных устройств от изделия после окончания времени выдержки (проклейки) при установке II режима проклейки (пункт 7);
9. дистанционное управление оператором прижимными устройствами при выборе Iрежима проклейки (пункт 7);
10. автоматическое включение привода рольганга удаления готового изделия со стола через время Δt1 после удаления всех прижимов от готового изделия (освобождения изделия от прижимных устройств) при IиIIрежимах проклейки;
11. отключение привода рольганга при удалении готового изделия со стола проклейки (управление в функции «положения»);
12. автоматическая подача следующего заготовки изделия на стол проклейки при выполнении условий, указанных в пункте 5 и 11;
13. наличие предупредительной сигнализации (световой и звуковой) для каждого нагревательного элемента при несоответствии температуры прижимного устройства рабочему диапазону (выше и ниже допустимого диапазона) с возможностью ручного снятия действия сигналов;
14. наличие необходимых электрических защит, блокировок и сигнализации с учётом режима работы двигателей (режим S3) и других электроприёмников;
15. наличие необходимых электрических защит, блокировок и сигнализации с учётом обеспечения безопасных условий работы персонала и оборудования.
Исходные данные для расчёта мощности электродвигателей производственной установки:
Ленточный транспортёр подачи плит:
- масса перемещаемых деталей = 8000 кг/ч;
- расстояние между осями концевых барабанов конвейера = 20 м;
- передача = муфтовая.
Рольганг удаления плит: мощность электродвигателя данного конвейера определяется по нагрузочной диаграмме электропривода, выданной преподавателем, осуществляющим руководство курсовым проектированием.
Электромагниты клапанов (YA1, YA2, YA3, YA4): мощность управления Рупр = 25 ВА.
Нагревательный элемент (ЕК1): мощность нагрева Рнагр = 1,5 кВт;
Нагревательный элемент (ЕК2): мощность нагрева Рнагр = 2,5 кВт;
Нагревательный элемент (ЕК3): мощность нагрева Рнагр = 1,5 кВт;
Нагревательный элемент (ЕК4): мощность нагрева Рнагр = 0,5 кВт.
Рекомендуемая литература.
1. Чиликин М.Г., Сандлер А.С. Общий курс электропривода: Учебник для вузов. – 6–е изд., доп. и перераб. –М.: Энергоатомиздат, 1981. – 576 с.
2. Соколов М.М. Автоматизированный электропривод общепромышленных механизмов. Учебник для студентов, обучающихся по специальности «Электропривод и автоматизация промышленных установок» – 3-е изд., доп. и перераб. –М.: Энергия, 1976. – 488 с.
3. Чиликин М.Г. и др. Теория автоматизированного электропривода. / М.Г. Чиликин, В.И. Ключев, А.С. Сандлер. – М.: Энергия, 1979. – 616 с.
4. Основы теории электрических аппаратов: Учебник для вузов по спец. «Электрические аппараты» / И.С. Таев, Б.К.Буль, А.Г. Годжелло и др.; Высш. шк., 1987. – 352 с.
5. Варварин В.К. и др. Наладка электрооборудования. Справочник. /В.Я.Койлер, П.А.Панов. - 2-е изд.,перераб.и доп. – М.: Россельхозиздат,1984. – 349 с.
6. Пижурин А.А. и др. Справочник электрика деревообрабатывающего предприятия./ Алексин М.В., Пижурин А.А., Яковенко В.А. – М.: МГУЛ, 1999. – 340 с.
7. Петров Л.П. и др. Автоматическое управление торможением станочных электроприводов / Подзолов Р.Г, Буштян Л.В.- М.: Машиностроение, 1978.- 135 с.
8. Марголин Ш.М. Точная остановка электроприводов. – 2-е изд., перераб. И доп. - Энергоиздат, 1984.- 104с.
9. Зевин М.Б., Парини Е.П. Справочник молодого электромонтера. 3-е изд., перераб. и доп. – М.: Высш. шк., 1984. – 192с.
10. Электропривод: Расчёт, выбор и управление. Составитель Драчёв В.А. Учебное пособие по выполнению курсового и дипломного проектирования. Красноярск, ГОУ ВПО «Сибирский государственный технологический университет», 2005.
11. ГОСТ 2.755 – 74 Обозначения условные графические в схемах. Устройства коммутационные и контактные соединения.
12. ГОСТ 2.710 – 81.Обозначения буквенно-цифровые в электрических схемах.
13. Правила устройства электроустановок / Минэнерго СССР. – 6-е изд., перераб. и доп. – Красноярск,1998. – 650 с.
14. Сибикин Ю.Д. Справочник молодого рабочего по эксплуатации электроустановок промышленных предприятий: Справочное пособие для ПТУ. – 3- е изд., исправл. и доп. – М.: Высш. шк., 1992. – 176 с.
15. Кравчик А.Э. и др. Выбор и применение асинхронных двигателей./ Стрельбицкий Э.К., Шлаф М.М. – М.: Энергоиздат, 1987. – 96 с.
16. Пижурин А.А. Электрооборудование и электроснабжение лесопромышленных и деревообрабатывающих предприятий: Учебник для техникумов. – М: Лесн. пром-ть, 1980.- 408с.
17. Чунихин А.А. Электрические аппараты: Общий курс. Учебник для вузов. 3-е изд., перераб и доп. – М.: Энергоатомиздат, 1988. – 720 с.
18. Асинхронные двигатели серии 4А: Справочник/ А.Э. Кравчик, М.М. Шлафт, В.И.Афонин, Е.А. Соболенская.- М.: Энергоиздат,1982.-504 с.
19. Москаленко В.В. Электрический привод. Учебник для электротехнических специальностей техникумов. – М.: Высшая школа, 1991. – 430 с.
20. Справочник по автоматизированному электроприводу / Под ред. В.А. Елисеева, А.В. Шинянского. – М.: Энергоатомиздат, 1983. – 616 с.
21. Цейтлин Л.С. Электропривод, электрооборудование и основы управления. –М.: Высш. шк., 1985. – 192 с.
22. Смирнов А.Д., Антипов К.М. Справочная книжка энергетика.– 2-е изд., перераб. –М.: Энергоатомиздат, 1987. - 568 с.
23. Алиев И.И. Справочник по электротехнике и электрооборудованию: Учебное пособие для вузов. – 2-е изд., доп. – М.: Высшая школа, 2000. – 255 с.
24. Алиев И.И. Электротехнический справочник. – 3-е изд., испр. и доп. – М.: ИП РадиоСофт, 2000. – 384 с.
25. Справочник по проектированию автоматизированного электропривода и систем управления технологическими процессами / Под ред. В.И. Круповича, Ю.Г. Барыбина, М.Л. Самовера. – 3-е изд., перераб. и доп. – М.: Энергоиздат, 1982. – 416 с.
26. Справочник энергетика строительной организации. В 2 т. Т. 1. Электроснабжение строительства / В.Г. Сенчев, А.Г. Азаров, В.С.Аушев и др.; Под ред. А.Г. Сенчева. – 2-е изд., перераб. и доп. – М.: Стройиздат, 1991. – 660 с. – (Справочник строителя).
27. Москаленко В.В. Электрический привод: Учеб. для электротехн. спец. техн. –М.: Высш. шк., 1991. – 430 с.
28. Васин В.М. Электрический привод. –М.: Высш. шк., 1984. – 231 с.
29. Шпаннеберг Х. Электрические машины: 1000 понятий для практиков: Справочник: Пер. с нем. –М.: Энергоатомиздат, 1988. – 252 с.
30. Автоматизированный электропривод: Методические указания к выполнению лабораторных работ для студентов специальности 21.02 всех форм обучения. Составители: Драчёв В.А., Драчёва З.А. – Красноярск: СибГТУ, 2000.
31. Электромеханические системы автоматизации. Учебное пособие к выполнению курсового и дипломного проектирования для студентов всех форм обучения специальности 210200 всех специализаций. Часть 1. –Красноярск: СибГТУ, 2002. – 32 с.
32. Электромеханические системы автоматизации. Учебное пособие к выполнению курсового и дипломного проектирования для студентов всех форм обучения специальности 210200 всех специализаций. Часть 2. –Красноярск: СибГТУ, 2002. – 32 с.
Руководитель:
___________В.А. Драчёв
(подпись)
_________________2018г
(оценка, дата)
Разработал:
студент группы 15.03.04-312у
___________С.А. Бельков
(подпись)
_________________2018г
(дата)
| Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева
|
| Расчет и выбор АЭП станка – термоавтомата для проклейки торцовых поверхностей древесностружечных плит и деревянных изделий
|
Реферат
Цель данного курсового проекта разработка электрической принципиальной схемы управления электроприводами, расчет и выбор электродвигателей и аппаратов управления, защиты, сигнализации производственной установки.
Курсовая работа состоит из пояснительной записки, содержащей 29 страниц текста, 12 таблиц, 2 рисунка, 8 библиографических источников.
Содержание
Исходные данные. 3
Рекомендуемая литература. 5
Реферат. 8
Содержание. 9
Введение. 10
1 Расчет и выбор электродвигателей производственной установки. 11
1.1 Расчет мощности и выбор электродвигателя ленточного конвейера подачи плит на стол обклея.
1.2 Расчет мощности и выбор электродвигателя рольганга удаления плиты 12
2 Разработка силовой схемы.. 14
3 Расчет и обоснование выбора аппаратуры.. 21
3.1 Расчет и обоснование выбора аппаратуры управления электрическими цепями 21
3.1.1 Выбор магнитных пускателей. 21
3.1.2 Выбор реле времени. 21
3.1.3 Выбор ключей управления. 22
3.1.4 Выбор кнопок управления. 22
3.1.5 Выбор выпрямительного диода. 22
3.1.6 Выбор путевых выключателей. 22
3.2 Расчет и обоснование выбора аппаратуры защиты.. 22
3.2.1 Выбор автоматических выключателей и УЗО.. 22
3.2.2 Выбор промежуточных реле
3.3 Расчет и выбор сигнальной аппаратуры.. 22
3.3.1 Выбор светосигнальной аппаратуры.. 25
3.3.2 Выбор звукосигнальной аппаратуры.. 26
3.4 Расчет и обоснование выбора проводов. 26
4 Логические схемы управления электроприводами производственной установки 27
Заключение. 32
Библиографический список. 33
Введение
Современная автоматизация производства невозможна без использования электрических двигателей и средств управления ими или, точнее, без применения электрического привода. Использование автоматизированного и автоматического электропривода позволяет повышать производительность труда.
Практически все предприятия в своем производстве имеют хотя бы небольшие и незначительные электропривода, предназначенные для решения различных задач (начиная от подъема некоторого груза или системы вентиляции, заканчивая большим производством, в котором связаны множество компонентов).
Современные предприятия представляют собой промышленные комплексы с большим потреблением электрической энергии. Следовательно, рациональное использование электроэнергии может быть обеспечено только при правильном выборе электрооборудования и грамотной его эксплуатации.
Каждый из электроприводов требует тщательный подход для определения электродвигателя, который обеспечит требуемые особенности, аппаратуры защиты и управления. При этом необходимо рассчитать и выбрать электродвигатель, подобрать аппаратуру защиты и управления, рассчитать и выбрать провода и кабели.
Расчет и выбор электродвигателей производственной установки
1.1 Расчет мощности и выбор электродвигателя ленточного конвейера подачи плит на стол обклея
М1 – двигатель ленточного конвейера подачи плит на стол обклея, 3х-фазный, асинхронный, с к.з.р., нереверсивный;
Расчет мощности электродвигателя М1 осуществляется по пункту 8.3 «Расчет мощности электропривода конвейеров» методического пособия «Электромеханические системы автоматики».
Мощность электропривода (кВт) горизонтальных ленточных конвейеров без промежуточных сбрасывателей определяется по формуле:
P=(k3*Q)*(k0*L+H)/1000*η=(1.1*8)*(1.6*20)/1000*0.75=0,376кВт
Стандартный ряд – 0,55 кВт
Где:
Q–производительность конвейера, т/ч;
L– длинна конвейера(транспортера), м;
Для обоснования мощности электропривода определим основные параметры одноступенчатых механических передач.
При оборотах двигателя 1000






