Угол конуса
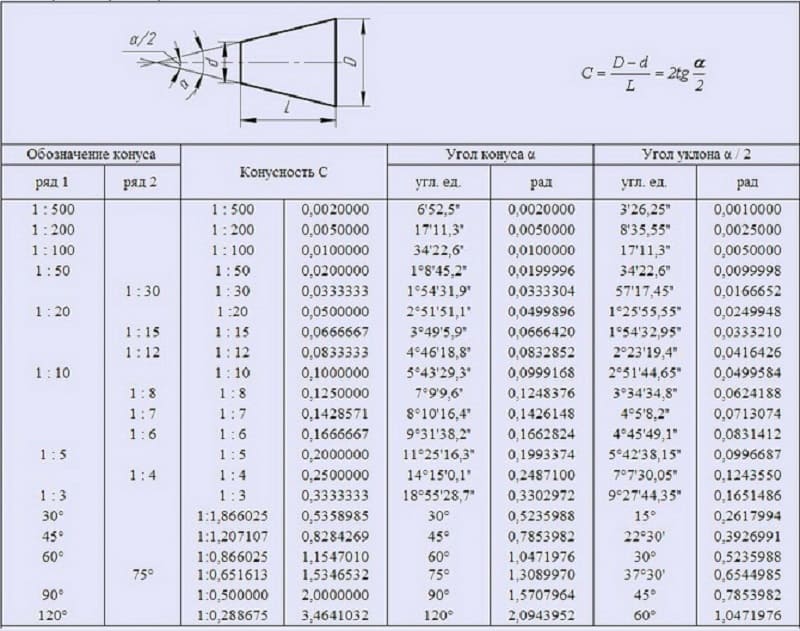
Важным показателем при построении различных чертежей считается угол конуса. Он определяется соотношение большого диаметра к меньшему. Высчитывается этот показатель по следующим причинам:
1. На момент обработки мастер должен учитывать этот показатель, так как он позволяет получить требуемое изделие с высокой точностью размеров. В большинстве случаев обработка проводится именно при учете угла, а не показателей большого и малого диаметра.
2. Угол конуса рассчитывается на момент разработки проекта. Этот показатель наносится на чертеж или отображается в специальной таблице, которая содержит всю необходимую информацию. Оператор станка или мастер не проводит расчеты на месте производства, вся информация должна быть указана в разработанной технологической карте.
3. Проверка качества изделия зачастую проводится по малому и большему основанию, но также могут применяться инструменты, по которым определяется показатель конусности.
Как ранее было отмечено, в машиностроительной области показатель стандартизирован. В другой области значение может существенно отличаться от установленных стандартов. Некоторые изделия характеризуются ступенчатым расположение поверхностей. В этом случае провести расчеты достаточно сложно, так как есть промежуточный диаметр.
 Рисунок 4. Пример нанесения условного обозначения и числового значения предельного отклонения угла конуса
Рисунок 4. Пример нанесения условного обозначения и числового значения предельного отклонения угла конуса
|  Рисунок 5. Нанесение предельного отклонения угла конуса, если конус определен углом
Рисунок 5. Нанесение предельного отклонения угла конуса, если конус определен углом
|
Допуски формы конуса (допуск круглости и допуски прямолинейности образующей) следует наносить в соответствии с требованиями ГОСТ (рис. 6).
При указании допуска прямолинейности образующей на конусах с конусностью не более 1:3 допускается соединительную линию от рамки проводить перпендикулярно оси конуса (рис. 7).
 Рисунок 6. Нанесение допуска формы конуса
Рисунок 6. Нанесение допуска формы конуса
|  Рисунок 7. Нанесение допуска формы конуса, с конусностью не более 1:3
Рисунок 7. Нанесение допуска формы конуса, с конусностью не более 1:3
|
Если задан допуск TD диаметра конуса в любом сечении, то значение конусности или угла конуса следует заключить в прямоугольную рамку (рис. 8).
 Рисунок 8. Нанесение конусности при заданном допуске диаметра в любом сечении конуса
Рисунок 8. Нанесение конусности при заданном допуске диаметра в любом сечении конуса
|  Рисунок 9. Нанесение угла при заданном допуске диаметра в любом сечении конуса
Рисунок 9. Нанесение угла при заданном допуске диаметра в любом сечении конуса
|
Если задан допуск TD диаметра конуса в заданном сечении, то значение расстояния Ls от базовой плоскости до основной следует заключить в прямоугольную рамку (рис. 10).
Если заданы предельные отклонения размера, определяющего осевое положение основной плоскости конуса Ls, то значение номинального диаметра Ds следует заключить в прямоугольную рамку (рис. 11).
 Рисунок 10. Пример нанесения размеров с указанием допуска в заданном сечении
Рисунок 10. Пример нанесения размеров с указанием допуска в заданном сечении
|  Рисунок 11. Пример нанесения размеров, если заданы предельные отклонения размера, определяющего осевое положение основной плоскости конуса
Рисунок 11. Пример нанесения размеров, если заданы предельные отклонения размера, определяющего осевое положение основной плоскости конуса
|
 
| Нанесение размеров и допусков на конических соединениях
|
При посадке с фиксацией путем совмещения конструктивных элементов сопрягаемых конусов размеры, определяющие характер соединения, на сборочном чертеже могут быть указаны только как справочные (рис. 12).
 Рисунок 12. Посадка с фиксацией путем совмещения конструктивных элементов
Рисунок 12. Посадка с фиксацией путем совмещения конструктивных элементов
|
При посадке с фиксацией по заданному осевому расстоянию Z pf между базовыми плоскостями сопрягаемых конусов должен быть нанесен размер, определяющий расстояние между базовыми плоскостями, заключенный в прямоугольную рамку, а размер, определяющий характер соединения, может быть указан как справочный (рис. 13).
 Рисунок 13. Посадка с фиксацией по заданному осевому расстоянию
Рисунок 13. Посадка с фиксацией по заданному осевому расстоянию
|
При посадке с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения должен быть указан размер осевого смещения, а начальное положение конусов отмечается штрихпунктирной тонкой линией с двумя точками. Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (рис. 14).
 Рисунок 14. Посадка с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения
Рисунок 14. Посадка с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения
|
При посадке с фиксацией по заданному усилию запрессовки F s, прилагаемому в начальном положении сопрягаемых конусов, заданное усилие запрессовки следует указывать в технических требованиях чертежа, например,"Усилие запрессовки Fs = =... Н ". Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (рис. 15).
 Рисунок 15. Посадка с фиксацией по заданному усилию запрессовки
Рисунок 15. Посадка с фиксацией по заданному усилию запрессовки
|

Угол конуса
Важным показателем при построении различных чертежей считается угол конуса. Он определяется соотношение большого диаметра к меньшему. Высчитывается этот показатель по следующим причинам:
1. На момент обработки мастер должен учитывать этот показатель, так как он позволяет получить требуемое изделие с высокой точностью размеров. В большинстве случаев обработка проводится именно при учете угла, а не показателей большого и малого диаметра.
2. Угол конуса рассчитывается на момент разработки проекта. Этот показатель наносится на чертеж или отображается в специальной таблице, которая содержит всю необходимую информацию. Оператор станка или мастер не проводит расчеты на месте производства, вся информация должна быть указана в разработанной технологической карте.
3. Проверка качества изделия зачастую проводится по малому и большему основанию, но также могут применяться инструменты, по которым определяется показатель конусности.
Как ранее было отмечено, в машиностроительной области показатель стандартизирован. В другой области значение может существенно отличаться от установленных стандартов. Некоторые изделия характеризуются ступенчатым расположение поверхностей. В этом случае провести расчеты достаточно сложно, так как есть промежуточный диаметр.
|
Рисунок 4. Пример нанесения условного обозначения и числового значения предельного отклонения угла конуса
|
Рисунок 5. Нанесение предельного отклонения угла конуса, если конус определен углом
|
Допуски формы конуса (допуск круглости и допуски прямолинейности образующей) следует наносить в соответствии с требованиями ГОСТ (рис. 6).
При указании допуска прямолинейности образующей на конусах с конусностью не более 1:3 допускается соединительную линию от рамки проводить перпендикулярно оси конуса (рис. 7).
|
Рисунок 6. Нанесение допуска формы конуса
|
Рисунок 7. Нанесение допуска формы конуса, с конусностью не более 1:3
|
Если задан допуск TD диаметра конуса в любом сечении, то значение конусности или угла конуса следует заключить в прямоугольную рамку (рис. 8).
|
Рисунок 8. Нанесение конусности при заданном допуске диаметра в любом сечении конуса
|
Рисунок 9. Нанесение угла при заданном допуске диаметра в любом сечении конуса
|
Если задан допуск TD диаметра конуса в заданном сечении, то значение расстояния Ls от базовой плоскости до основной следует заключить в прямоугольную рамку (рис. 10).
Если заданы предельные отклонения размера, определяющего осевое положение основной плоскости конуса Ls, то значение номинального диаметра Ds следует заключить в прямоугольную рамку (рис. 11).
|
Рисунок 10. Пример нанесения размеров с указанием допуска в заданном сечении
|
Рисунок 11. Пример нанесения размеров, если заданы предельные отклонения размера, определяющего осевое положение основной плоскости конуса
|
|
| Нанесение размеров и допусков на конических соединениях
|
При посадке с фиксацией путем совмещения конструктивных элементов сопрягаемых конусов размеры, определяющие характер соединения, на сборочном чертеже могут быть указаны только как справочные (рис. 12).
|
Рисунок 12. Посадка с фиксацией путем совмещения конструктивных элементов
|
При посадке с фиксацией по заданному осевому расстоянию Z pf между базовыми плоскостями сопрягаемых конусов должен быть нанесен размер, определяющий расстояние между базовыми плоскостями, заключенный в прямоугольную рамку, а размер, определяющий характер соединения, может быть указан как справочный (рис. 13).
|
Рисунок 13. Посадка с фиксацией по заданному осевому расстоянию
|
При посадке с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения должен быть указан размер осевого смещения, а начальное положение конусов отмечается штрихпунктирной тонкой линией с двумя точками. Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (рис. 14).
|
Рисунок 14. Посадка с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения
|
При посадке с фиксацией по заданному усилию запрессовки F s, прилагаемому в начальном положении сопрягаемых конусов, заданное усилие запрессовки следует указывать в технических требованиях чертежа, например,"Усилие запрессовки Fs = =... Н ". Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (рис. 15).
|
Рисунок 15. Посадка с фиксацией по заданному усилию запрессовки
|
Общие сведения о единой системе допусков и посадок
При изготовлении деталей из заготовок необходимо выдерживать определенные геометрические параметры поверхностей — их размеры, форму и относительное расположение. Степень приближения истинного значения рассматриваемого параметра к его теоретическому значению называется точностью.
Размер – это числовое значение линейной величины (диаметра, длины и т.д.), который в машиностроении измеряют в миллиметрах. Размеры подразделяют на номинальные, действительные и предельные.
Номинальный – это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер — это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений. Номинальные размеры можно классифицировать по назначению на определяющие величину и форму детали, координирующие и сборочные (монтажные). Кроме того, из соображений удобства и точности обработки иногда вводятся технологические размеры. Это тот теоретический размер, к которому как можно ближе должен соответствовать размер готовой детали.
Действительный – это размер, установленный измерением с допустимой погрешностью.
Чтобы изделие считалось годным, т.е. отвечало своему целевому назначению, его действительный размер должен быть выдержан между двумя теоретически допустимыми предельными размерами, разность которых образует допуск. Наибольший предельный размер — это больший из двух предельных, наименьший — это меньший из двух предельных размеров.
Для удобства указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого номинального размера (рис. 1). Абсолютную величину и знак отклонения получают вычитанием номинального размера из соответствующего предельного размера.
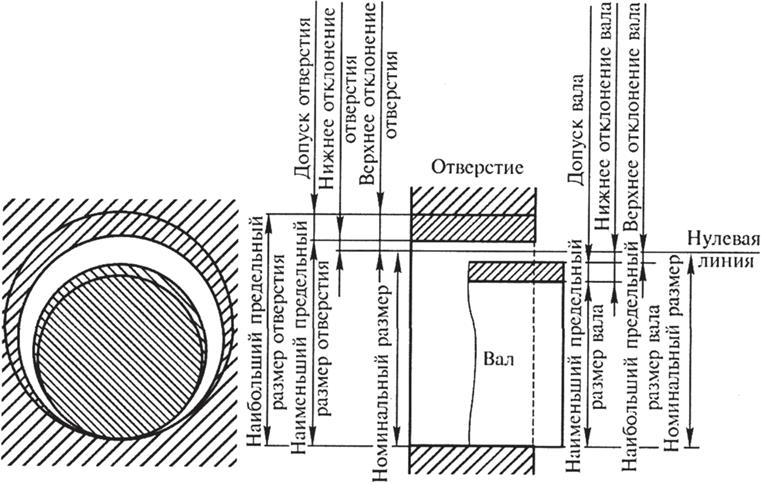
Рис. 1. Формирование отклонений для вала и отверстия относительно нулевой линии номинального размера
Отклонение – это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение – это алгебраическая разность между предельным и номинальным размерами. Предельные отклонения подразделяют на верхнее и нижнее.
Верхнее отклонение – это алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее отклонение – это алгебраическая разность между наименьшим предельным и номинальным размерами. Верхнее и нижнее отклонения приводятся в справочных таблицах и измеряются в микрометрах (мкм), а на чертежах указываются в миллиметрах (мм).
Классификацию отклонений по геометрическим параметрам целесообразно рассмотреть на примере соединения вала и отверстия. Термин «вал» применяют для обозначения наружных (охватываемых) элементов деталей, термин «отверстие» — для обозначения внутренних (охватывающих) элементов деталей. Термины «вал» и «отверстие» относят не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой охватываемой и охватывающей формы (например, ограниченным двумя параллельными плоскостями — шпоночное соединение).
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. При горизонтальном расположении нулевой линии положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Основное отклонение – одно из двух отклонений (верхнее или нижнее), ближайшее к нулевой линии, используемое для определения положения поля допуска относительно нулевой линии. Основное отверстие — это отверстие, нижнее отклонение которого равно нулю. Основной вал — это вал, верхнее отклонение которого равно нулю.
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки с зазором, с натягом и переходные, когда возможно получение как зазора, так и натяга (рис. 2).
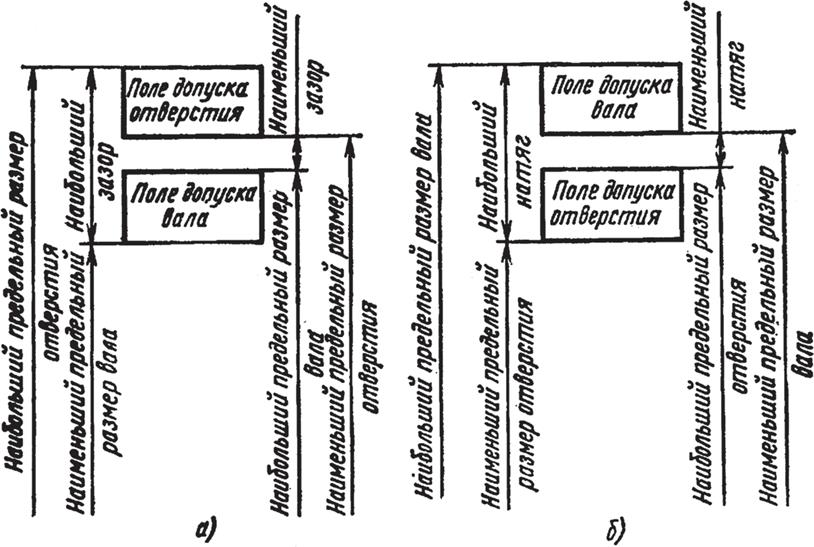
Рис. 2. Типы посадок: а — с зазором; б — с натягом
Номинальным размером посадки называется номинальный размер, общий для отверстия и вала, составляющих соединение. Зазором называется разность размеров отверстия и вала, если размер отверстия больше размера вала.
Посадка с зазором — это посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Поскольку идеально точное изготовление деталей невозможно, то невозможно получить в соединении один и тот же по величине зазор. В связи с этим назначаются два предельных значения — наименьший и наибольший зазоры, между которыми должен находиться зазор в соединении по выбранной посадке.
Натягом называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с натягом — это посадка, при которой обеспечивается натяг в соединении. Поле допуска отверстия расположено под полем допуска вала.
Если после назначения экономически целесообразных допусков на обработку вала и отверстия оказывается, что их поля допусков перекрываются частично или полностью, то такие соединения относят к переходным посадкам.
Переходная посадка — это посадка, при которой возможно получение как зазора, так и натяга.
Для оценки точности соединений (посадок) пользуются понятием «допуск посадки», под которым понимают сумму допусков отверстия и вала, составляющих соединение.
При соединении двух деталей (отверстие и вал) образуется посадка, определяемая разностью их размеров до сборки, т.е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают две равноценные системы образования посадок — система отверстия и система вала (рис. 3).
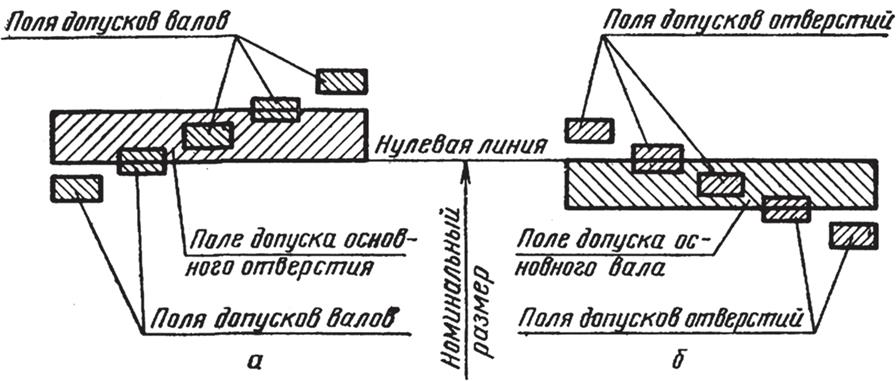
Рис. 3. Примеры посадок в системах: а — отверстия; б — вала
Посадки в системе отверстия – это посадки, у которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. У основного отверстия нижнее отклонение равно нулю или наименьший предельный размер его совпадает с номинальным размером соединения, а верхнее зависит от квалитета.
Посадки в системе вала – это посадки, у которых различные зазоры и натяги получаются соединением различных отверстий с основным валом. У основного вала верхнее отклонение равно нулю или наибольший предельный размер совпадает с номинальным размером соединения, а нижнее зависит от квалитета.






