Гибка металла
Общие понятия. В процессе гибки на наружной сто роне детали в месте изгиба волокна металла растягива ются, длина их увеличивается; на внутренней, наоборот, волокна сжимаются, длина их уменьшается.
Получение нужных раз меров детали (рис. 1) пос ле гибки обеспечивается правильным определением длины заготовки, которую находят, подсчитав по чер тежу детали длину средней линии. Для этого определя ют размеры прямых участ ков, подсчитывают длины закруглений и суммируют результаты.

Рисунок 1 - Эскиз скобы
Общая длина заготовки при гибке с закруглением рассчитывается по формуле:

где l 1, l 2, l 3, ln - длины прямых участков, мм;
r 1, r к - радиусы соответствующих закруглений, мм;
а1, ак - углы загиба, град.
Когда после гибки внутренний угол должен быть без закругления, длина заготовки определяется по формуле

где l 1, l 2, l 3, ln - длины прямых участков, мм;
S - толщина изгибаемого металла, мм;
к - число загибов без закругления.
Основные приемы гибки листового металла:
- гибка прямоугольной скобы;
- гибка двойного угольника в тисках;
- гибка хомутика;
- гибка ушка круглогубцами;
- гибка цилиндрической втулки по оправке: снача ла изгибается одна сторона детали по оправке, а потом удары наносятся по второй, затем соединя ют оба конца;
- гибка в приспособлениях: в стальном кубике высверливают отверстие необходимого диаметра петли и пропиливают паз по толщине листового материала. Вставив заготовку в паз, ударами молотка загибают ее в отверстие, образуя петлю.
Гибка труб в горячем состоянии. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреж дения смятия и появления трещин при гибке трубу на полняют мелким сухим песком. После заполнения пес ком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующих ся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром боль ше 30 мм гнут только в нагретом состоянии с наполни телями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение тру бы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или раз рывов.
Гибка труб в холодном состоянии выполняется при по мощи различных приспособлений. Простейшим при способлением для гибки труб диаметром до 10 -15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
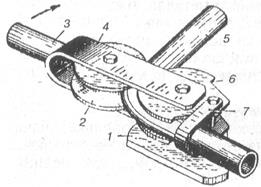
Рисунок 2. Приспособления для гибки труб в холодном состоянии:
1 - плита, 2 - подвижный ролик, 3 - рукоятка, 4 - скоба, 5 - труба, 6 - ролик-шаблон, 7 - хомутик
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, при меняя простые ручные приспособления с неподвижной оправкой (рисунок2). Гибочная оправка крепится к верста ку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы запол няют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состо янии, отжигают при 600-700 °С и охлаждают в воде. На полнитель при гибке медных труб в холодном состоянии - канифоль, а в нагретом - песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600-700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350 - 400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имею щие вмятин, выпучин и складок.
При гибке труб необходимо соблюдать следующие ус ловия:
-тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
-учитывать, что внешняя стенка трубы легче вытя гивается, чем происходит посадка внутренней стенки;
- т рубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) труб заключается в рас ширении (раскатывании) концов труб изнутри специ альным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отвер стие, а затем ударами молотка по оправке развальцовы вают конец трубы до необходимых размеров.
Виды и причины брака при гибке.
При гибке металла брак чаще всего появляется в ко сых загибах и механических повреждениях обработанной поверхности как результат неправильной разметки или закрепления детали в тисках выше или ниже разметоч ной линии, а также неправильного нанесения ударов.
Техника безопасности при гибке:
- заготовки необходимо прочно закреплять в тисках или других приспособлениях;
- работать только на исправном оборудовании и ис правным инструментом;
- перед началом работы на гибочных станках озна комиться с инструкцией по эксплуатации и безо пасным приемам труда на данном станке;
- работать в рукавицах и застегнутых халатах.
Инструменты и оборудование: молотки слесарные массой 500 — 600 г, линейки измерительные, разметочный инструмент (чертилка, циркуль, угольник 90°, кернер), круглогубцы, кусачки, пресс винтовой или гидравличес кий.
Приспособления и материалы: тиски, оправки разные, трубогиб роликовый, гибочные приспособления (соот ветственно изделиям), масло машинное, полосовой, листовой и прутковый материал.
Гибка в тисках
Гибка труб
Задание:
По итогам прохождения учебной практики (УП) по междисциплинарному курсу 04.01 «Выполнение работ по профессии слесаря-ремонтника» профессионального модуля 04 «Выполнение работ по профессии рабочего» специальности 15.02.01 «Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)»
Вы должны представить дневник и отчет по учебной практике, а также сертификат об обучении в электронном курсе SIKE «Слесарное дело».
Гибка металла
Общие понятия. В процессе гибки на наружной сто роне детали в месте изгиба волокна металла растягива ются, длина их увеличивается; на внутренней, наоборот, волокна сжимаются, длина их уменьшается.
Получение нужных раз меров детали (рис. 1) пос ле гибки обеспечивается правильным определением длины заготовки, которую находят, подсчитав по чер тежу детали длину средней линии. Для этого определя ют размеры прямых участ ков, подсчитывают длины закруглений и суммируют результаты.
Рисунок 1 - Эскиз скобы
Общая длина заготовки при гибке с закруглением рассчитывается по формуле:
где l 1, l 2, l 3, ln - длины прямых участков, мм;
r 1, r к - радиусы соответствующих закруглений, мм;
а1, ак - углы загиба, град.
Когда после гибки внутренний угол должен быть без закругления, длина заготовки определяется по формуле
где l 1, l 2, l 3, ln - длины прямых участков, мм;
S - толщина изгибаемого металла, мм;
к - число загибов без закругления.
Основные приемы гибки листового металла:
- гибка прямоугольной скобы;
- гибка двойного угольника в тисках;
- гибка хомутика;
- гибка ушка круглогубцами;
- гибка цилиндрической втулки по оправке: снача ла изгибается одна сторона детали по оправке, а потом удары наносятся по второй, затем соединя ют оба конца;
- гибка в приспособлениях: в стальном кубике высверливают отверстие необходимого диаметра петли и пропиливают паз по толщине листового материала. Вставив заготовку в паз, ударами молотка загибают ее в отверстие, образуя петлю.
Гибка труб в горячем состоянии. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреж дения смятия и появления трещин при гибке трубу на полняют мелким сухим песком. После заполнения пес ком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующих ся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром боль ше 30 мм гнут только в нагретом состоянии с наполни телями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение тру бы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или раз рывов.
Гибка труб в холодном состоянии выполняется при по мощи различных приспособлений. Простейшим при способлением для гибки труб диаметром до 10 -15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Рисунок 2. Приспособления для гибки труб в холодном состоянии:
1 - плита, 2 - подвижный ролик, 3 - рукоятка, 4 - скоба, 5 - труба, 6 - ролик-шаблон, 7 - хомутик
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, при меняя простые ручные приспособления с неподвижной оправкой (рисунок2). Гибочная оправка крепится к верста ку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы запол няют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состо янии, отжигают при 600-700 °С и охлаждают в воде. На полнитель при гибке медных труб в холодном состоянии - канифоль, а в нагретом - песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600-700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350 - 400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имею щие вмятин, выпучин и складок.
При гибке труб необходимо соблюдать следующие ус ловия:
-тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
-учитывать, что внешняя стенка трубы легче вытя гивается, чем происходит посадка внутренней стенки;
- т рубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) труб заключается в рас ширении (раскатывании) концов труб изнутри специ альным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отвер стие, а затем ударами молотка по оправке развальцовы вают конец трубы до необходимых размеров.
Виды и причины брака при гибке.
При гибке металла брак чаще всего появляется в ко сых загибах и механических повреждениях обработанной поверхности как результат неправильной разметки или закрепления детали в тисках выше или ниже разметоч ной линии, а также неправильного нанесения ударов.
Техника безопасности при гибке:
- заготовки необходимо прочно закреплять в тисках или других приспособлениях;
- работать только на исправном оборудовании и ис правным инструментом;
- перед началом работы на гибочных станках озна комиться с инструкцией по эксплуатации и безо пасным приемам труда на данном станке;
- работать в рукавицах и застегнутых халатах.
Инструменты и оборудование: молотки слесарные массой 500 — 600 г, линейки измерительные, разметочный инструмент (чертилка, циркуль, угольник 90°, кернер), круглогубцы, кусачки, пресс винтовой или гидравличес кий.
Приспособления и материалы: тиски, оправки разные, трубогиб роликовый, гибочные приспособления (соот ветственно изделиям), масло машинное, полосовой, листовой и прутковый материал.
Гибка в тисках
Изогнуть полосу под прямым углом
Отметить чертилкой место изгиба. Закрепить полосу в тисках так, чтобы разметочная риска была обращена к подвижной губке тисков и выступала над ней на 0,5 мм.
Ударами молотка, направленны ми к неподвижной губке, изо гнуть полосу под прямым углом. Следить, чтобы на детали не было вмятин. При необходимо сти применять молоток со вставкой из мягкого металла (рисунок 3).

Рисунок 3





