Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала. Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка. При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
В качестве способов сварки алюминиевого каркаса вибростенда целесообразно рассмотреть такие виды сварки плавлением, как дуговая сварка в среде инертных газов неплавящимся и плавящимся электродом.
Электродуговая сварка выполняется за счет тепла дуги, которая возникает при прохождении тока через электрод и заготовки. Из расплавленного металла деталей и электрода или присадочной проволоки образуется сварочная ванна. После остывания формируется шов. Разновидности классифицируют по следующим признакам:
1) виду тока ― переменный или постоянный; когда на электроде минус, полярность прямая, если плюс ― обратная;
2) типу электрода ― плавящийся, неплавящийся;
3) уровню механизации ― ручная, полу и полностью автоматическая;
4) виду дуги ― прямого действия (между металлом и электродом), косвенного (между двумя электродами);
5) способу защиты места сварки ― инертный газ, флюс, покрытие электрода.
Сварка плавящимися электродами может проводиться в среде защитных газов в автоматическом или полуавтоматическом режиме. Основным преимуществом данного способа является высокая производительность, а также, благодаря высокой концентрации источника тепла, глубокое проплавление алюминиевой конструкции, что позволяет сваривать толстостенные конструкции (например, нахлесточные соединения тавровых конструкций). Для предотвращения образования пор в сварных швах, а также устранение возможного «непровара» конструкции в начале сварки используют способ импульсно-дуговой сварки плавящимся электродом в среде защитных газов. С использованием импульсного режима сваривают алюминиевые поверхности небольшой толщины, при этом варить можно в любом пространственном положении, практически без разбрызгивания. Качество сварного шва и его прочностные характеристики сопоставимы со сварными соединениями, полученными при использовании метода сварки неплавящимися электродами в среде защитных газов.
Ручная дуговая сварка в защитном газе плавящимся электродом бывает двух видов: локальная и общая в камере. Самая распространенной является локальная защита в струе инертного газа, который истекает из сопла сварочной горелки.
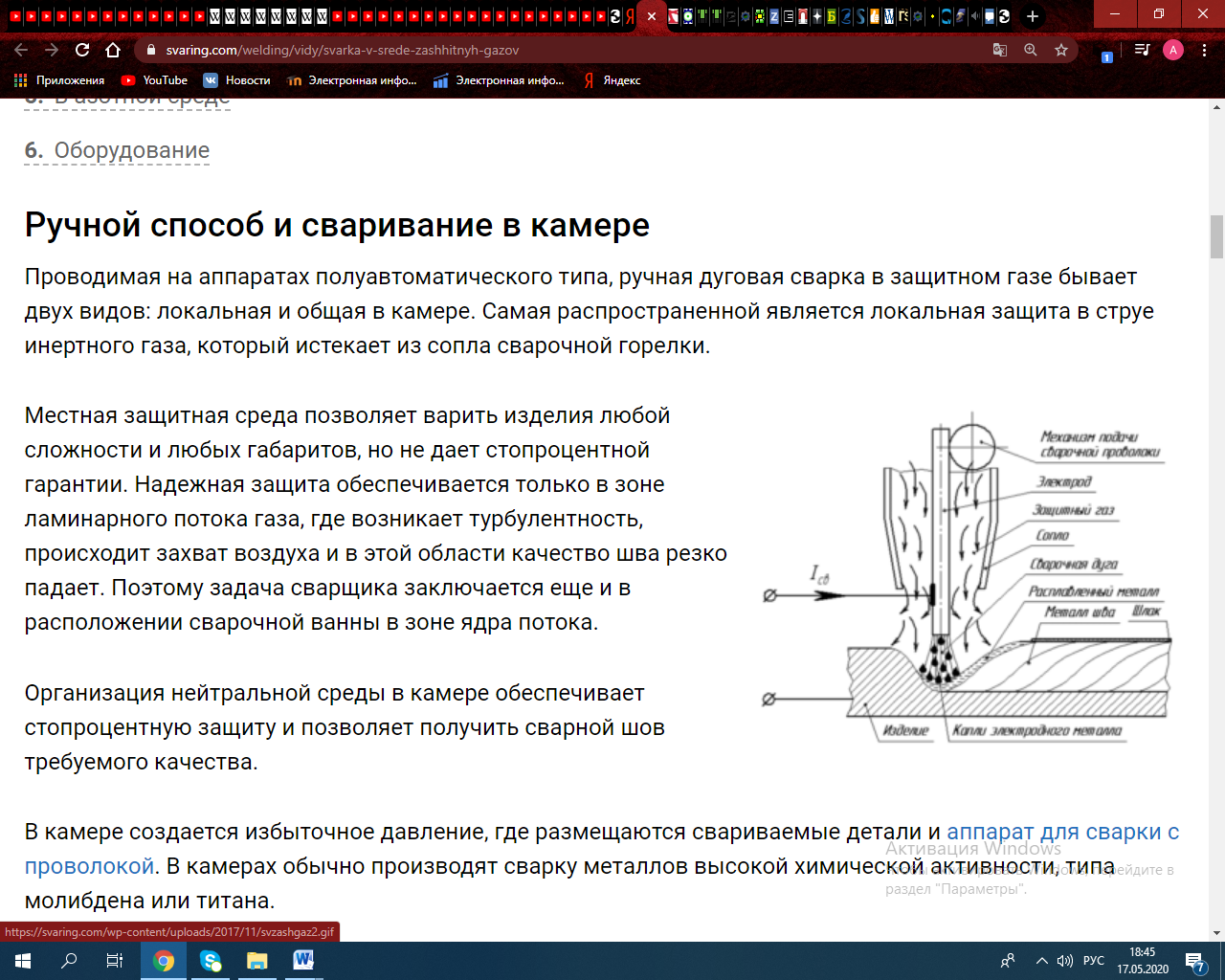
Рисунок 5 – Схема ручной дуговой сварки в защитном газе плавящимся электродом
Местная защитная среда позволяет варить изделия любой сложности и любых габаритов, но не дает стопроцентной гарантии. Надежная защита обеспечивается только в зоне ламинарного потока газа, где возникает турбулентность, происходит захват воздуха и в этой области качество шва резко падает. Поэтому задача сварщика заключается еще и в расположении сварочной ванны в зоне ядра потока.
К преимуществам работы в защитной газовой среде можно отнести следующее:
1) качество шва значительно лучше, чем при использовании обычной электродуговой сварки;
2) часть защитных газов имеют невысокую стоимость, но все же обеспечивают высочайшее качество шва;
3) освоение данной технологии сварки не представляет никаких трудностей для сварщиков имеющих опыт работы с другим технологическим оборудованием;
4) в защитных газах может производиться сварка как тонкостенных, так и толстостенных заготовок;
5) процесс сварки идет с высокой производительностью;
6) значительно упрощается работа с алюминием, цветными металлами и их сплавами, коррозионностойкой сталью;
7) технология сваривания в защитной среде легко поддается механизации и автоматизации.
В настоящее время широко распространен способ электродуговой сварки алюминия и его сплавов неплавящимся электродом в среде инертного газа аргона. Разрушение оксидной пленки при этом способе сварки происходит за счет катодного распыления при обратной полярности сварочного тока. Поскольку в процессе аргонодуговой сварки оксидная пленка только разрушается, а не удаляется, как при сварке под слоем флюса, то к качеству предварительной обработки деталей перед сваркой предъявляются повышенные требования с целью получения более тонкой и однородной пленки по всей поверхности свариваемых кромок пластин.
Этот способ сварки является наиболее универсальным и обеспечивает возможность получения всех типов соединений в различных пространственных положениях и в труднодоступных местах.
Применение переменного тока, а также защитного инертного газа аргона вызвано металлургическими особенностями алюминия. Аргон используется для защиты металла сварочной ванны и рабочей поверхности вольфрамового электрода от воздуха. Очистка металла от оксидной пленки осуществляется в период горения обратной полярности путем катодного распыления. Применение дуги переменного тока в этом случае, в отличие от дуги постоянного тока обратной полярности, энергетически более выгодно. Во-первых, снижаются потери на нагрев вольфрамового электрода и его расход. Во-вторых, повышается концентрация нагрева свариваемого металла. Однако использование дуги переменного тока в сварочных целях обладает рядом особенностей. В большей мере эти особенности проявляются при начальном и повторном зажигании дуги.
Данный метод сварки алюминия является более технологичным, чем сварка плавящимся электродом, и используется для сваривания ответственных конструкций. Принцип метода заключается в использовании неплавящегося вольфрамового электрода диаметром от 1,6 мм до 5 мм и специальной присадочной проволоки диаметром от 1,6 до 4 мм. В процессе сварки проволока подается к кромке металла, за ней движется электрод.
Сварку неплавящимся электродом в среде защитных газов можно проводить вручную, при этом подачу присадочной проволоки в зону сварки выполняет сварщик, как и перемещение сварочной горелки. Ручной способ требует от сварщика высокого уровня мастерства – необходимо контролировать движение горелки, которое осуществляется только в продольном направлении и перемещение проволоки, которое, для равномерного заполнения ванны должно быть возвратно-поступательным. Кроме перемещения горелки и проволоки сварщик должен контролировать длину дуги (до 2,5 мм), угол между плоскостью сварного соединения и электродом (в пределах 800) и прямой угол между проволокой и электродом. При полуавтоматическом способе сварщик перемещает только горелку, а проволока подается автоматически. При автоматической сварке процесс полностью автоматизирован.

Рисунок 6 – Схема ручной дуговой сварки в защитном газе неплавящимся электродом
Технологические преимущества отражаются в следующем:
1) высокую скорость сварки;
2) прочность соединения, благодаря использованию аргона в качестве защитного газа; металл не деформируется при сварке, так как прогревается на минимальной площади;
3) большая плотность тока;
4) высокое качество сварного шва.
Применение аргона в качестве защитного газа дает ряд преимуществ по сравнению со сваркой в среде других газов:
1) аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют ни с какими металлами и другими газами и не растворяются в расплавленном металле;
2) аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из неё воздух. Дуга в среде аргона обладает высокой стабильностью;
3) аргон - это достаточно распространённый газ, по сравнению с другими инертными газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%, в связи с этим аргон является самым дешёвым из инертных газов;
4) ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35% меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10 раз тяжелее гелия.
Можно сделать вывод, что аргонодуговая сварка неплавящимся электродом благодаря высокой технологичности способа, наилучшими механическими характеристиками стыкового шва (высокая вибрационная прочность из-за наименьшей концентрации напряжений в сваренной металлоконструкции), выполненного при помощи данного вида сварки, и доступности оборудования является наиболее оптимальным для сварки алюминиевого каркаса вибростенда.





