ЗАДАНИЕ НА 23.04
1. По 4 и 5 вопросам составить структурные схемы или инструкционные карты
2. Ответ на 6 вопрос в обычном реферативном виде
МОНТАЖ ЭЛЕКТРИЧЕСКИХ МАШИН
Перед началом монтажа проводят проверки:
-соответствия машины ее проектной документации;
-комплектности машины и сохранности крепежных деталей;
-появления возможных повреждений за время транспортировки и хранения путем предварительного осмотра после расконсервации;
-состояния подшипников, коробки выводов, коллектора, контактных колец, щеточного механизма и др.;
-сопротивления изоляции обмоток, подшипников и щеточных траверс. Если сопротивление изоляции обмоток меньше минимально допустимого, проводят сушку обмоток (см. § 3.3);
-воздушного зазора между статором и ротором, а также зазоров в подшипниках скольжения и уплотнений валов.
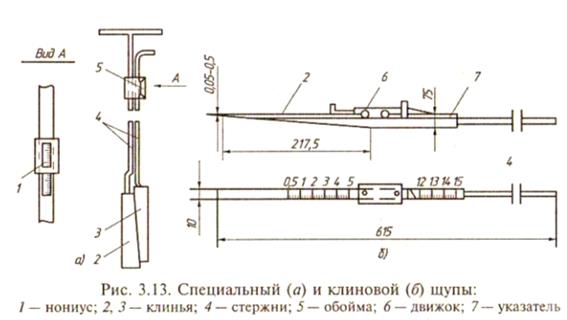
Осуществляется с помощью пластинчатых (рис. 3.12) и клиновых (рис. 3.13) щупов. Проверка воздушного зазора возможна лишь для машин открытого и защищенного исполнений, поскольку она проводится без разборки машины; на отсутствие задевания ротора о статор. Ротор машины должен свободно вращаться в подшипниках при его повороте рукой (при мощности до 10...15 кВт) или рычагом (для машин большей мощности).
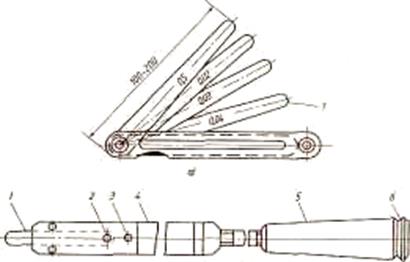
Рис 3.12. Пластинчатые щупы (а — раздвижной; 6— со сменными пластинами):
1-калиброванные пластины; 2— штифт; 3 — винт; 4- накладка-прижим; 5 — ручка; 6 — пробка
Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том, что во время хранения и транспортировки машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения.
В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготавливают крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающий поле допусков.
Монтаж машин малой и средней мощности. Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. 3.14 показаны наиболее часто встречающиеся типы муфт.
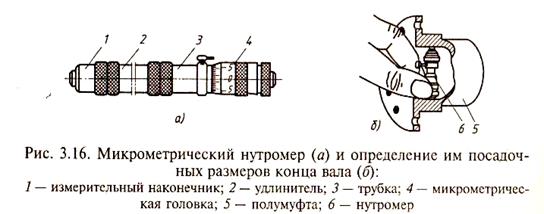
При соединении с помощью муфт на концы валов соединяемых машин насаживают полумуфты, предварительно проверив цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб (рис. 3.15) и нутромеров (рис. 3.16). Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии.

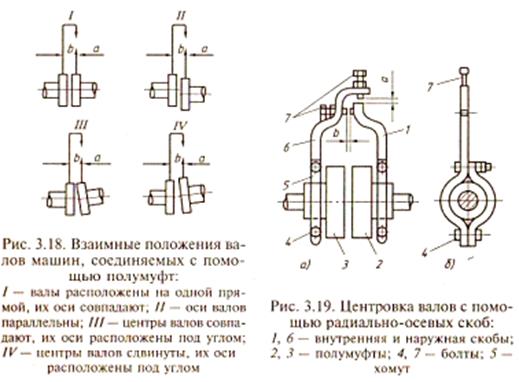
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.

При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
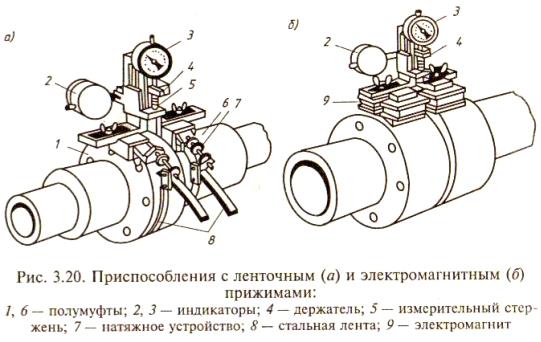
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них приведены на рис. 3.19—3.21. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0, 90, 180 и 270° После получения удовлетворительных отклонений (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах) окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой.
 При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цени или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цени или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5°. Контроль несоосности проводится с помощью индикаторов.
После закрепления электрической машины на фундаменте ее корпус заземляется.
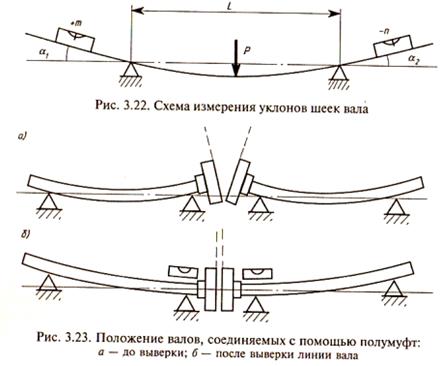
Монтаж машин большой мощности. Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину, после чего проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине L ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости (рис. 3.22). Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. 3.23, а.
Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую (рис. 3.23, 6), а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяется по уровню (см. рис. 3.7), установленному горизонтально на выходном конце вала.
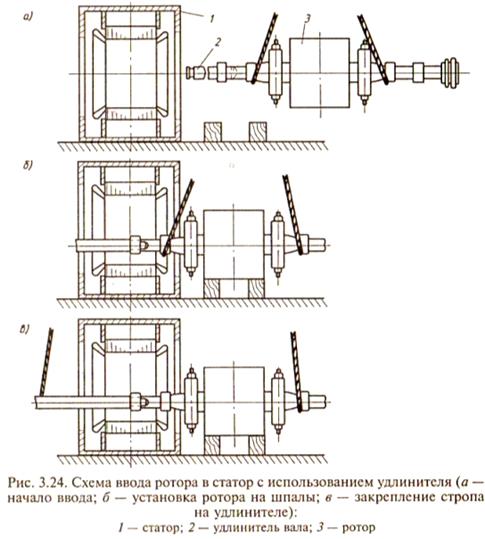
Если крупная электрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то ее собирают в такой последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники, устанавливают статор. Затем в него вводится ротор (см. рис. 3.24), а шейки ротора устанавливаются на подшипники.
Центровка валов осуществляется так же, как и в предыдущем случае, но прокладки устанавливаются под корпуса подшипников. После центровки закрепляют корпуса машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины. Устанавливают дополнительное оборудование, необходимое для работы машины (системы охлаждения, смазки подшипников и т. д.), производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей, заземляют корпус машины.
При отсутствии грузоподъемных механизмов в помещении сборки электрической машины для ввода ротора в статор можно использовать деревянные стойки /, на которых установлена балка 2 (рис. 3.25).

Монтаж трансформаторов
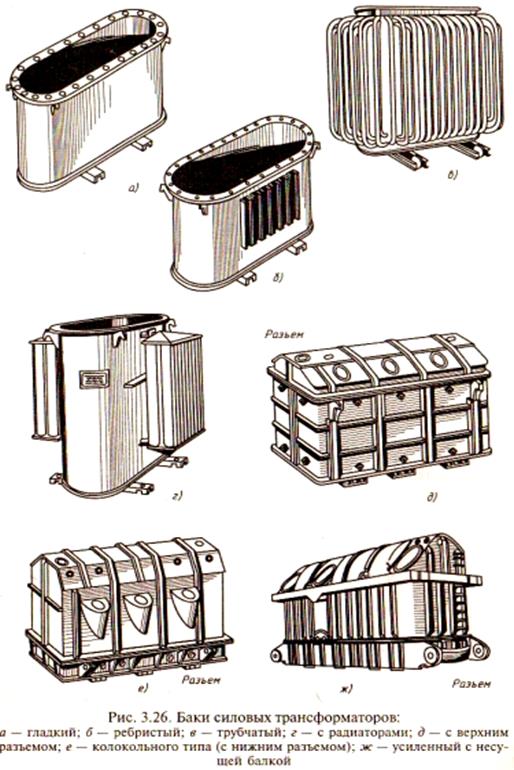
Монтаж трансформаторов, особенно мощных силовых и специального назначения, является сложной трудоемкой работой, которая требует предварительной подготовки и организации работ. Трансформаторы мощностью до 1600 кВА отправляются с заводов изготовителей полностью собранными и залитыми маслом; при мощности 2500 кВА и выше в зависимости от габаритных размеров и массы трансформаторы транспортируются с демонтированными узлами и деталями, а наиболее мощные — без масла. Некоторые трансформаторы мощностью 63 МВЛ и выше классов напряжения 110 кВ и более имеют бак с верхним разъемом и надставкой (рис. 3.26), демонтируемой на время транспортирования. Бак закрывают плоской крышкой (или специальной «транспортной»), которая заменяется во время монтажа.
 Трансформаторы транспортируют в основном на железнодорожном транспорте. Поэтому для возможно более полного соблюдения железнодорожного габаритного размера боковой поверхности мощных трансформаторов придают форму, приближающуюся к очертаниям железнодорожного габарита (рис. 3.27).
Трансформаторы транспортируют в основном на железнодорожном транспорте. Поэтому для возможно более полного соблюдения железнодорожного габаритного размера боковой поверхности мощных трансформаторов придают форму, приближающуюся к очертаниям железнодорожного габарита (рис. 3.27).
До начала работ по монтажу необходимо подготовить фундамент под трансформатор, помещение трансформаторно-масляного хозяйства, баки для хранения масла со всеми коммуникациями маслопроводов, монтажные механизмы, аппараты, приспособления и инвентарь; трансформаторное масло в количестве, необходимом для заливки и доливки трансформатора и для технологических нужд в процессе монтажа (масло должно быть высушено и залито в баки, оборудованные масломерным устройством и системой «дыхания»); средства пожаротушения и противопожарный пост на время прогрева и сушки трансформатора.
На электростанциях и подстанциях 35..750 кВ применяется, как правило, открытая установка трансформаторов. Закрытую установку используют только в районах интенсивного загрязнения атмосферы и районах жилой застройки для ограничения шума. При открытой установке в районе усиленного загрязнения рекомендуется применять трансформаторы со специальными кабельными вводами на стороне 110..220 кВ и шинными выводами в закрытых коробах на стороне 6.. 10 кВ.
Трансформаторы массой до 2 т могут устанавливаться непосредственно на фундамент, в остальных случаях фундамент оснащается направляющими для катков трансформатора с упорами, устанавливаемыми по обе стороны трансформатора после его закатывания на фундамент.
Трансформатор устанавливается на фундамент таким образом, чтобы сто крышка имела уклон 1...1,5%, обеспечивающий беспрепятственное поступление газа из трансформатора в маслопровод, идущий к газовому реле. Уклон создается обычно установкой подкладок под катки или непосредственно под дно бака (при отсутствии катков).
Для закрытой установки трансформаторов используется либо отдельное здание, предназначенное для размещения только трансформаторов и их вспомогательного оборудования (систем охлаждения, вентиляции, пожаротушения), либо трансформаторные камеры — помещения в общем здании энергетического объекта. Каждая трансформаторная камера снабжается индивидуальной вентиляционной системой, не связанной с другими вентиляционными системами здания. Система рассчитывается на отвод тепла, выделяемого при работе трансформатора с номинальной нагрузкой, и проектируется таким образом, чтобы разность температур на входе и выходе из помещения не превышала 15 °С. Конструкция вентиляционных шахт должна предотвращать попадание через них влаги на трансформатор.
В случае нарушения условий транспортировки или хранения трансформатора либо при неудовлетворительных результатах предварительной оценки состояния изоляции обмоток дополнительно проверяют влагосодержание образцов изоляции, которые закладываются в трансформаторы мощностью более 80 МВА. Влагосодержание образца изоляции толщиной 3 мм должно быть не более 1 %. Результаты предварительной оценки состояния изоляции учитываются при решении вопроса о включении трансформатора под напряжение без сушки.
Монтаж составных частей трансформатора производится без ревизии активной части и без подъема съемной части («колокола»), если не нарушались условия выгрузки, транспортировки и хранения или другие, которые могли бы привести к повреждениям внутри бака трансформатора. При наличии таких повреждений перед установкой комплектующих изделий необходимо произвести ревизию трансформатора. Вскрытие трансформатора для установки составных частей (вводов, встроенных трансформаторов тока и т.д.) следует производить в ясную сухую погоду. После вскрытия трансформатора изоляция обмоток предохраняется от увлажнения за счет продувки бака в течение всего времени разгерметизации сухим воздухом.
Допускается разгерметизировать трансформаторы напряжением 110...500 кВ и мощностью до 400 МВА без подачи в бак сухого воздуха, если температура его активной части не менее 10 °С и превышает точку росы окружающего воздуха не менее чем на 10°С, относительная влажность — не более 85%, а продолжительность разгерметизации не превышает 16 ч.
После монтажа составных частей трансформаторов, транспортируемых без масла, остатки трансформаторного масла сливают через донную пробку, бак герметизируют для последующего вакуумирования и заливки или доливки масла. Для трансформаторов, имеющих азотную или пленочную защиту, заливка масла производится через дегазационную установку.
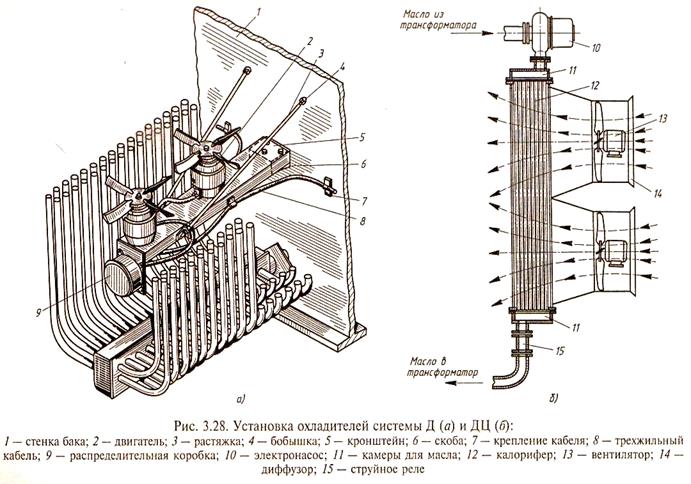
Монтаж охлаждающей системы. При монтаже охлаждающей системы типа Д (охлаждение масляное с дутьем) на баке устанавливают кронштейны, на которых размешают электродвигатели с вентиляторами (рис. 3.28), монтируют электрическую их схему питания; после установки радиаторов открывают радиаторные краны.
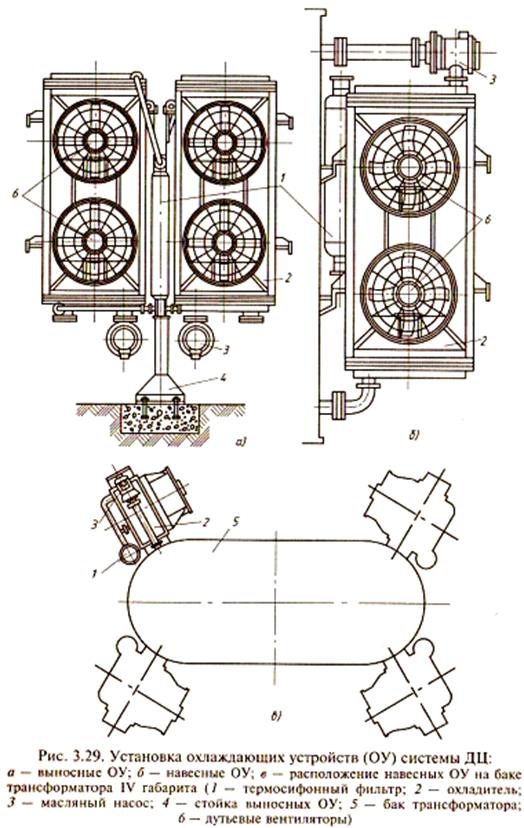
Система охлаждения ДЦ поставляется в навесном или выносном исполнении (рис. 3.29). При навесном исполнении все детали и узлы трубопроводов свариваются и полностью подготавливаются на заводе. На месте монтажа охладители навешивают на бак трансформатора и соединяют с баком трубами. При выносном исполнении охладители устанавливают на отдельных фундаментах и соединяют с трансформатором трубами, узлы которых подгоняются и свариваются на месте установки.
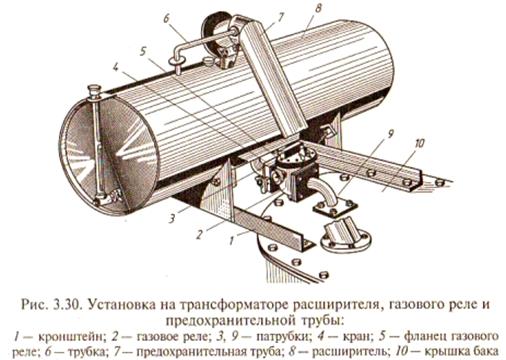
Одновременно с монтажом системы охлаждения производится монтаж остальных деталей и частей трансформатора: установка термосифонных фильтров, расширителя, выхлопной трубы, присоединение воздухоосушителя к расширителю, установка газового реле и сигнальных манометрических термометров. Расширитель (рис. 3.30), транспортируемый отдельно от трансформатора, должен быть тщательно проверен и осмотрен.
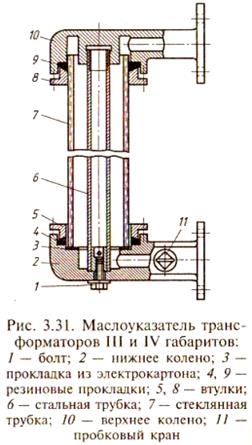
В случае выявления ржавчины на его внутренней поверхности необходимо принять меры по ее устранению или замене расширителя на новый. Маслоуказатель (рис. 3.31) расширителя, транспортируемый в разобранном виде, устанавливают при монтаже со стороны, предусмотренной заводом-изготовителем.
Для защиты трансформаторов от утечки масла из расширителя на фланце дна расширителя устанавливают реле уровня масла.
 После установки маслоуказателя и реле уровня масла расширитель испытывают на герметичность, заполнив его сухим трансформаторным маслом, с выдержкой в течение 3 ч. После окончания монтажа охлаждающей системы и других частей трансформатора доливают масло в бак трансформатора и заливают маслом охлаждающую систему.
После установки маслоуказателя и реле уровня масла расширитель испытывают на герметичность, заполнив его сухим трансформаторным маслом, с выдержкой в течение 3 ч. После окончания монтажа охлаждающей системы и других частей трансформатора доливают масло в бак трансформатора и заливают маслом охлаждающую систему.
Проверка состояния изоляции обмоток. Окончив монтаж трансформатора, производят измерение сопротивления изоляции обмоток и определяют коэффициент абсорбции,  изоляции и т. д. (гл. 6). Сопротивление изоляции необходимо сравнить со значением, измеренным в заводских условиях: для неувлажненной изоляции
изоляции и т. д. (гл. 6). Сопротивление изоляции необходимо сравнить со значением, измеренным в заводских условиях: для неувлажненной изоляции  . Допустимые значения изоляционных характеристик трансформаторов напряжением до 35 кВ и мощностью до 10 МВА приведены в табл. 3.1 (см. § 3.3).
. Допустимые значения изоляционных характеристик трансформаторов напряжением до 35 кВ и мощностью до 10 МВА приведены в табл. 3.1 (см. § 3.3).
В тех случаях, когда выявлены нарушения инструкции по монтажу и введению трансформатора в эксплуатацию, производится его ревизия с подъемом съемной части бака или активной части.
Ревизия трансформатора. Ревизия включает совокупность работ по вскрытию, осмотру, устранению неисправностей и герметизации активной части трансформатора. Чтобы избежать увлажнения изоляции, ограничивают продолжительность нахождения активной части вне бака: при температуре окружающего воздуха 0°С или относительной влажности выше 75% — 12 ч; при влажности 65...75% — 16 ч; при влажности до 65% — 24 ч. Ревизия производится при температуре активной части, равной или выше температуры окружающей среды. При температуре окружающего воздуха ниже 0°С трансформатор с маслом подогревают до +20 °С.
Время ревизии может быть увеличено вдвое по сравнению с указанными выше нормами, если температура окружающего воздуха выше 0°С, влажность ниже 75 % и температура активной части превышает температуру окружающей среды не менее чем на 10 "С. Ревизия трансформатора в зависимости от его мощности, класса напряжения, конструкции и условий монтажа может выполняться одним из следующих методов:
-подъемом активной части из бака трансформатора;
-осмотром активной части внутри бака;
-подъемом верхней съемной части бака трансформатора.
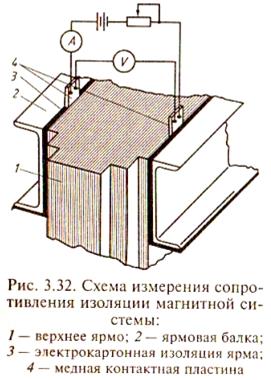
Осмотр трансформатора производят в закрытом помещении: масло сливают в сухой чистый бак, активную часть устанавливают на настил из досок. При ревизии проверяют затяжку доступных стяжных шпилек ярма, креплений отводов, барьеров, переключающих устройств, осевую прессовку обмоток. При необходимости равномерно по всей окружности производят подпрессовку обмоток (клиньями или подтягиванием винтов и домкратов). Устраняют замеченные неисправности в изоляции доступных частей обмоток, отводов и других изоляционных элементов. Проверяют сопротивление изоляции обмоток между собой и относительно магнитопровода, сопротивление изоляции доступных стяжных шпилек, бандажей и полубандажей ярма относительно активной части и ярмовых балок (рис. 3.32) и схему заземления.
При отсутствии подъемных приспособлений для трансформаторов мощностью 10 МВА и выше классов напряжения 110...330 кВ разрешается производить ревизию активной части без подъема из бака при снятой крышке, а в отдельных случаях — через люки бака трансформатора без подъема крышки. Ревизия активной части трансформатора с нижним разъемом бака (см. рис. 3.26, ё) возможна без се подъема, что значительно сокращает и упрощает выполнение монтажа.
После проведения измерений и проверок активную часть промывают сухим трансформаторным маслом и опускают в бак или устанавливают на место съемную часть бака, после чего уплотняют места соединений. При установке активной части в бак проверяют правильность расположения направляющих деталей относительно стенок бака (рис. 3.33), производя небольшие перемещения ее до посадки на конусные шипы (рис. 3.34), приваренные к дну бака (шипы входят в отверстия горизонтальных полок нижних ярмовых балок).

Монтаж герметичных и сухих трансформаторов и трансформаторов с литой изоляцией. Ревизия сухих трансформаторов, имеющих защитный кожух простой формы, и трансформаторов с литой (компаундной) изоляцией сводится к внешнему осмотру: проверяют надежность контактных соединений, отсутствие повреждения обмоток, изоляторов и изоляционных прокладок. Обмотки и магнитопровод сухих трансформаторов продувают сжатым воздухом и выполняют необходимые измерения. Если сопротивление изоляции ниже нормы, проводят ее сушку в сушильной камере с обогревом воздуходувкой, с электрообогревом или в вакуумном шкафу с нагревом обмоток током короткого замыкания. Герметичные трансформаторы, заполненные совтолом, на месте установки разборке не подлежат.
Содержание электромонтажных и пусконаладочных работ
Для ускорения ввода объектов в эксплуатацию электромонтажные работы выполняются в два этапа. На первом решаются вопросы, связанные с организацией труда, и осуществляется инженерная подготовка монтажа {см. § 3.1). На строительной площадке проверяют проходы и технологические каналы, необходимые для установки оборудования, и установку закладных деталей. Второй этап начинается после полного окончания строительных, отделочных и специальных работ в электромашинных помещениях, в том числе после завершения монтажа внутренних электрических сетей и коммутационной аппаратуры. Заканчивается второй этап пусконаладочными работами, которые осуществляются либо самими электромонтажниками (в случае простых объектов), либо специализированными организациями (наладка сложного оборудования).
Важное значение в сокращении сроков монтажа электрических машин играют его механизация и индустриализация. При комплексной механизации все основные работы по монтажу электрических машин выполняются механизированными инструментами и машинами. С ростом механизации уменьшается время и стоимость монтажа.
К индустриализации при монтаже относится совокупность мероприятий, направленных на сокращение сроков, повышение производительности труда, улучшение качества работ за счет выполнения части электромонтажных работ вне электромашинных помещений — на заводах и монтажных участках. Уровень индустриализации характеризуется отношением объема работ, выполненных индустриальными методами, ко всему объему работ. Применение индустриальных методов повышает сохранность оборудования, надежность и безопасность работы, уменьшает время ввода оборудования в эксплуатацию.
Наладочные работы выполняются в такой последовательности:
-работы без подачи напряжения, в процессе которых производится осмотр оборудования, выявляются и устраняются недоделки, измеряется сопротивление изоляции, осуществляются проверка пускорегулирующей аппаратуры и фазировка линий;
-работы с подачей напряжения в оперативные цепи управления для проверки действия всех элементов схемы при нормированных отклонениях напряжения с регистрацией выявленных неисправностей;
-работы по проверке силовых цепей с подачей напряжения как в оперативные, так и в силовые цепи с ручным управлением электроприводами для проверки их работы в различных режимах. На этом этапе оборудование передается обслуживающему персоналу;
-комплексные испытания и режимная наладка, осуществляемые эксплуатационным персоналом под наблюдением наладчиков, которые участвуют также в настройке оборудования на заданные режимы работы.
После окончания монтажа электрическую машину при отключенном приводном механизме сначала прокручивают вручную. Затем осуществляют первый пуск двигателей на холостом ходу с проверкой направления вращения ротора и, если оно совпадает с заданным, продолжают испытания и определяют уровень вибраций, наличие стуков в подшипниках и их температуру.
После выявления недостатков и их устранения включают двигатель совместно с приводимым механизмом. Во время совместной работы на холостом ходу (не менее 1 ч) контролируют плавность работы механической передачи, если она есть, температуру подшипников, вибрации и другие предусмотренные инструкцией параметры. Если результаты работы на холостом ходу оказываются удовлетворительными, проверяют работу двигателя под нагрузкой с включенными системами защиты, установленными на электрической машине. При положительных результатах работы под нагрузкой и правильной работе защит составляют акт о приемке машины в эксплуатацию.
После окончания монтажа трансформатора перед его включением необходимо убедиться в исправности всех цепей и устройств управления, защиты, сигнализации и автоматики. Первое включение должно носить пробный характер, при этом принимаются меры по автоматическому отключению трансформатора при проявлении не обнаруженных ранее дефектов.
Включение трансформатора производится при всех задействованных защитах на отключение. Сигнальные контакты газовых реле при первом включении трансформатора следует пересоединить «на отключение» (обычно они работают «на сигнал»). Пробное включение трансформатора на рабочее напряжение допускается не ранее, чем через 12 ч после последней доливки его маслом и продолжается не менее 30 мин. Во время работы наблюдают за состоянием трансформатора. Затем трансформатор отключают, после чего включают три-четыре раза подряд для отстройки защит от бросков намагничивающего тока. Трансформаторы с дутьевой циркуляционной системой охлаждения {типа Д, ДЦ, Ц) можно включать с отключенной системой охлаждения. При этом контролируют температуру масла в верхних слоях, которая не должна превышать +75°С.
После опробования трансформатора на холостом ходу проводится его фазировка, которая заключается в проверке чередования фаз трансформатора и их соответствия фазам питающей сети. В случае, если предусмотрена параллельная работа трансформатора, дополнительно определяется или проверяется его группа соединения. При удовлетворительных результатах пробного включения трансформатор может быть включен под нагрузку и сдан в эксплуатацию.
Контрольные вопросы
ЗАДАНИЕ НА 23.04
1. По 4 и 5 вопросам составить структурные схемы или инструкционные карты
2. Ответ на 6 вопрос в обычном реферативном виде
МОНТАЖ ЭЛЕКТРИЧЕСКИХ МАШИН
Перед началом монтажа проводят проверки:
-соответствия машины ее проектной документации;
-комплектности машины и сохранности крепежных деталей;
-появления возможных повреждений за время транспортировки и хранения путем предварительного осмотра после расконсервации;
-состояния подшипников, коробки выводов, коллектора, контактных колец, щеточного механизма и др.;
-сопротивления изоляции обмоток, подшипников и щеточных траверс. Если сопротивление изоляции обмоток меньше минимально допустимого, проводят сушку обмоток (см. § 3.3);
-воздушного зазора между статором и ротором, а также зазоров в подшипниках скольжения и уплотнений валов.
Осуществляется с помощью пластинчатых (рис. 3.12) и клиновых (рис. 3.13) щупов. Проверка воздушного зазора возможна лишь для машин открытого и защищенного исполнений, поскольку она проводится без разборки машины; на отсутствие задевания ротора о статор. Ротор машины должен свободно вращаться в подшипниках при его повороте рукой (при мощности до 10...15 кВт) или рычагом (для машин большей мощности).
Рис 3.12. Пластинчатые щупы (а — раздвижной; 6— со сменными пластинами):
1-калиброванные пластины; 2— штифт; 3 — винт; 4- накладка-прижим; 5 — ручка; 6 — пробка
Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том, что во время хранения и транспортировки машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения.
В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготавливают крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающий поле допусков.
Монтаж машин малой и средней мощности. Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. 3.14 показаны наиболее часто встречающиеся типы муфт.
При соединении с помощью муфт на концы валов соединяемых машин насаживают полумуфты, предварительно проверив цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб (рис. 3.15) и нутромеров (рис. 3.16). Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии.
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 3.17), что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них приведены на рис. 3.19—3.21. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0, 90, 180 и 270° После получения удовлетворительных отклонений (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах) окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой.
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цени или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5°. Контроль несоосности проводится с помощью индикаторов.
После закрепления электрической машины на фундаменте ее корпус заземляется.
Монтаж машин большой мощности. Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину, после чего проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине L ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости (рис. 3.22). Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. 3.23, а.
Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую (рис. 3.23, 6), а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяется по уровню (см. рис. 3.7), установленному горизонтально на выходном конце вала.
Если крупная электрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то ее собирают в такой последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники, устанавливают статор. Затем в него вводится ротор (см. рис. 3.24), а шейки ротора устанавливаются на подшипники.
Центровка валов осуществляется так же, как и в предыдущем случае, но прокладки устанавливаются под корпуса подшипников. После центровки закрепляют корпуса машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины. Устанавливают дополнительное оборудование, необходимое для работы машины (системы охлаждения, смазки подшипников и т. д.), производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей, заземляют корпус машины.
При отсутствии грузоподъемных механизмов в помещении сборки электрической машины для ввода ротора в статор можно использовать деревянные стойки /, на которых установлена балка 2 (рис. 3.25).
Монтаж трансформаторов
Монтаж трансформаторов, особенно мощных силовых и специального назначения, является сложной трудоемкой работой, которая требует предварительной подготовки и организации работ. Трансформаторы мощностью до 1600 кВА отправляются с заводов изготовителей полностью собранными и залитыми маслом; при мощности 2500 кВА и выше в зависимости от габаритных размеров и массы трансформаторы транспортируются с демонтированными узлами и деталями, а наиболее мощные — без масла. Некоторые трансформаторы мощностью 63 МВЛ и выше классов напряжения 110 кВ и более имеют бак с верхним разъемом и надставкой (рис. 3.26), демонтируемой на время транспортирования. Бак закрывают плоской крышкой (или специальной «транспортной»), которая заменяется во время монтажа.
Трансформаторы тран<






