В настоящее время самое широкое применение для ручной дуговой сварки получили сварочные трансформаторы с подвижными обмотками серии ТДМ. Серийно выпускаются трансформаторы: ТДМ-317, ТДМ-401, ТДМ-503.
Сварочный трансформатор ТДМ-503 (см. рис. 31, а) установлен на металлической раме с колесами, по бокам закрыт металлическим кожухом, а сверху – крышкой.
Наборной магнитопровод изготовлен из холодно-катанной стали марки 3414 толщиной 0,35 мм. Конструкция магнитопровода безшпилечная. Использованы обмоточные и изоляционные материалы класса изоляции Н. Всё это позволило снизить массу и габариты трансформатора.
Первичная и вторичная обмотки трансформатора изготовлены в виде двух катушек каждая. С помощью переключателя ножевого типа, катушки каждой обмотки попарно соединяются последовательно или параллельно, что позволяет получить два диапазона регулирования тока: при последовательном соединении катушек обмоток – ступень малых токов, при параллельном – ступень больших токов. Рукоятка ножевого переключателя ступеней выведена на верхнюю крышку корпуса.
Катушки первичной обмотки закреплены неподвижно у нижнего ярма магнитопровода, а катушки вторичной обмотки закреплены на подвижной траверсе, что позволяет с помощью ручного винтового механизма перемещать их по высоте магнитопровода, для плавного регулирования величины сварочного тока в пределах каждой ступени. При вращении рукоятки винтового механизма против часовой стрелки вторичная обмотка опускается, уменьшая расстояние между обмотками трансформатора. В этом случае сварочный ток увеличивается. При вращении рукоятки винтового механизма по часовой стрелки, вторичная обмотка поднимается – сварочный ток уменьшается.
Для предварительной установки величины сварочного тока на левой боковой стенке кожуха трансформатора установлен ползунковый токоуказатель, имеющий две шкалы - для ступени малых и больших токов.
Так как на ступени малых токов одновременно с величиной сварочного тока уменьшается напряжение холостого тока трансформатора, то возбуждение дуги и её устойчивость горения будет значительно уменьшаться. Для того чтобы повысить напряжение холостого хода трансформатора, переключатель диапазонов сварочного тока сделан так, что при последовательном соединении катушек первичной обмотки часть её витков.
Трансформаторы этой серии не имеют собственного выключателя и аппаратуры защиты от сетевых перегрузок. Поэтому подключать их в питающую сеть следует через рубильник с плавкими предохранителями или автоматический выключатель.
Трансформатор ТДМ-500-3 дополнительно комплектуется конденсатором мощностью 9,4 квар для повышения коэффициента мощности и ограничителем холостого хода УСНТ-06, снижающим напряжение холостого хода или обрыве дуги до безопасного значения (12 В), что требуется правилами техники безопасности при работе в стесненных или особо опасных условиях.
Несколько меньшее распространение для ручной сварки получили трансформаторы с подвижными магнитными шунтами. Эти трансформаторы изготовляются на магнитопроводах стержневого типа и имеют дисковые обмотки (см. рис. 31, б).
Обмотки трансформатора расположены на двух стержнях магнитопровода. В канале между катушками первичной и вторичной обмоток установлен магнитный шунт. Между стержнями магнитопровода и щитом имеются воздушные зазоры.
Возможны два варианта взаимного расположения первичной и вторичной обмоток относительно шунта, а именно полное и частичное разделение. При полном разделении первичные и вторичные обмотки расположены по разные стороны шунта. При частичном разделении – вторичная обмотка состоит из двух секций – основной с числом витков  и дополнительной с числом витков
и дополнительной с числом витков  , причем дополнительная обмотка размещена в зоне первичной обмотки и имеет с ней хорошую электромагнитную связь.
, причем дополнительная обмотка размещена в зоне первичной обмотки и имеет с ней хорошую электромагнитную связь.
Трансформатор с полностью разделёнными обмотками целесообразно выполнять только на небольшие мощности – на токи до 200-250А. Для дальнейшего увеличения тока приходиться уменьшать число витков первичной и вторичной обмоток, что нарушает оптимальное соотношение расхода обмоточных материалов и стали, при этом масса трансформатора растёт.
В трансформаторах с частичным разделением обмоток для получения двух диапазонов тока обычно изменяют степень разделения обмоток. Поэтому разделению обмоток соответствует диапазон малых токов, а при переходе на диапазон больших токов включаются витки  .
.
Более рациональной схемой включения диапазонов будет эта комбинация с последовательно-параллельным соединением катушек вторичной обмотки трансформатора. В трансформаторе СТШ-500-80 при переходе на ступень диапазон токов, дополнительные катушки отключаются, а основные катушки включаются последовательно, при этом увеличивается напряжение холостого хода трансформатора. Переход с одного на другой диапазон регулирования тока в этом трансформаторе не сопровождается переключением катушек первичной обмотки, что положительно сказывается на надёжности трансформатора.
Переключение диапазонов тока производится переключателем, размещённым на передней стенке его.
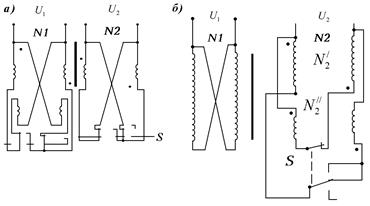
Рисунок 31 – Принципиальные электрические схемы трансформаторов а) ТДМ – 503 и б) СТШ-500-80
Плавное регулирование тока в трансформаторе осуществляется вручную винтовым механизмом или сервоприводом.
При полностью вставленном в окно шунте магнитная проводимость для потока рассеяния и, следовательно, индуктивное сопротивление трансформатора максимальны, сварочный ток при этом минимальный. При выдвижении шунта из окна магнитопровода магнитная проводимость уменьшается и сварочный ток растёт.
Магнитный шунт при перемещении испытывает вибрацию, так как испытывает осевое электромагнитное втягивание в окно магнитопровода. Вибрация магнитного шунта значительно уменьшится, если его разделить на две равные части и регулирование производить, перемещая части шунта из окна в противоположные стороны.
Для этой цели в трансформаторе СТШ-500-80 винт ручного механизма плавной регулировки сделан с правой и левой резьбой. Рукоятка этого механизма выведена на переднюю стенку корпуса. При вращении её по часовой стрелке шунты сближаются, входя в окно, а сварочный ток уменьшается. При вращении против часовой стрелки – удаляются друг от друга, выходя из магнитопровода, - сварочный ток увеличивается.
В этом трансформаторе также нет выключателя и защитных устройств от сетевых перегрузок, поэтому правила включения их в сеть такие же, как и у трансформаторов с подвижными обмотками.
Трансформаторы с подвижными шунтами не уступают по массе и энергетическим показателям трансформаторам с подвижными обмотками, однако они не нашли широкого применения из-за несколько большей трудоёмкости их изготовления.






