Систематическая погрешность - это такая погрешность, которая для всех заготовок рассматриваемой партии остаётся постоянной или же закономерно изменяется при переходе от каждой обрабатываемой заготовки к следующей.
Причинами возникновения систематических погрешностей обработки являются: неточность, износ и деформации станков, приспособлений и инструментов; деформации заготовок, тепловые процессы, происходящие в технологической системе, погрешности теоретической схемы обработки, погрешности наладки технологической системы на размер; погрешности измерений.
Погрешности, связанные с неточностью, износом и деформацией станков.
Металлорежущие станки выпускаются промышленностью с определённой степенью точности. Существуют станки нормальной, повышенной, высокой, особо высокой точности и особо точные. Для каждой группы станков ГОСТом определены нормы точности станков в ненагруженном состоянии. Тая, например, для токарно-винторезного станка мод. Ш6056 (станок нормальной точности средних размеров) определены следующие характеристики геометрической точности:
- радиальное биение конца шпинделя 0,01 мм
- торцовое биение шпинделя 0,01-0,02 мм
- биение конического отверстия в шпинделе 0,02 мм
- прямолинейность направляющих станины 0,02 мм
- параллельность оси шпинделя направлению движения каретки в вертикальной плоскости на длине 300 мм 0,02-0,03 мм
- в горизонтальной плоскости 0,01-0,015 мм
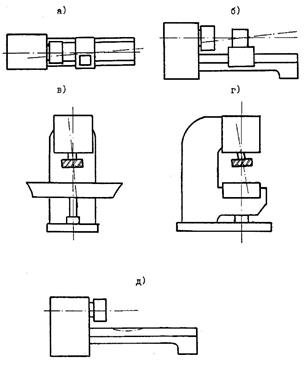
Таким образом, даже новый станок имеет погрешности геометрической точности, которые полностью или частично передаются в процессе механической обработки на заготовку в виде систематических погрешностей. На рис. 9 показаны примеры влияния погрешностей станков на обрабатываемые заготовки.
При непараллельности оси шпинделя токарного станка направлению движения суппорта в горизонтальной плоскости (рис. 9, а) заготовка, становится конической.
При непараллельности оси шпинделя токарного станка направлению движения суппорта в вертикальной плоскости (рис. 9, б), заготовка приобретает форму гиперболоида вращения.
При неперпендикулярности оси шпинделя вертикально-фрезерного станка к плоскости стола в продольном направлении (рис.9, в) на. обрабатываемой заготовке появляется вогнутость, которая зависит от диаметра фрезы, угла наклона шпинделя и ширины обрабатываемой поверхности.
При неперпендикулярности оси шпинделя вертикально-фрезерного станка к плоскости стола в поперечном направлении (рис. 9, г) возникает непараллельность обработанной плоскости заготовки относительно установочной.
Биение посадочных поверхностей шпинделей токарных станков, которое может быть вызвано неточностью их изготовления или неправильной регулировкой подшипников приводит к искажению формы обрабатываемой заготовки в поперечном сечении: овальность, некруглость, разбивка отверстий и т.д.
Перенос погрешности станков на обрабатываемые заготовки имеет место и у всех других, типов станков: сверлильных, шлифовальных, координатно-расточных, фрезерных, строгальных и т.д.
Рис. 9. Примеры переноса погрешностей станков на обрабатываемые заготовки.
К увеличению систематических погрешностей обрабатываемых заготовок ведёт износ станков в процессе их эксплуатации, происходящий неравномерно. Больший износ имеют поверхности станков, которые наиболее интенсивно используются при его работе, например направляющие. Причём износ таких поверхностей происходит неравномерно по их длине: у токарных станков средних размеров участок наибольшего износа направляющих находится на расстоянии 350...400 мм от торца шпинделя (на рис.9,д показана лунка износа). Это вызвано тем, что в этом месте осуществляется наиболее интенсивное движение суппорта, поскольку станок предназначен для обработки валов средних размеров 300...500 мм.
Систематические погрешности обработки заготовок могут быть вызваны неправильной установкой опор станков, искривлением направляющих при монтаже, оседании фундаментов, а также прогибом под действием собственной массы.