АТ 18-1
Мдк 03.01 Методы технического обслуживания и ремонта установок для аддитивного производства
21.09.2020 (2 часа)
Тема: Текущий ремонт
Цель занятия: актуализировать знания по основным проблемам FDM печати
Задачи:
¾ Проанализировать и законспектировать решение основных проблем FDM печати
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПРИНТЕР НЕ ПЕЧАТАЕТ
Как ни старайся, филамент не выдавливается из хотэнда. Возможные причины такого типа проблем 3D-печати многочисленны.
Закончился пластик

В чем проблема?
Принтер не печатает модель была настроена в слайсере правильно, но при всех попытках печати выходит немного филамента из сопла и подача пластика прекращается. Возможно, печать начинается нормально, но в какой-то момент подача пластика прекращается, но принтер продолжает перемещать сопло.
Что является причиной этой проблемы?
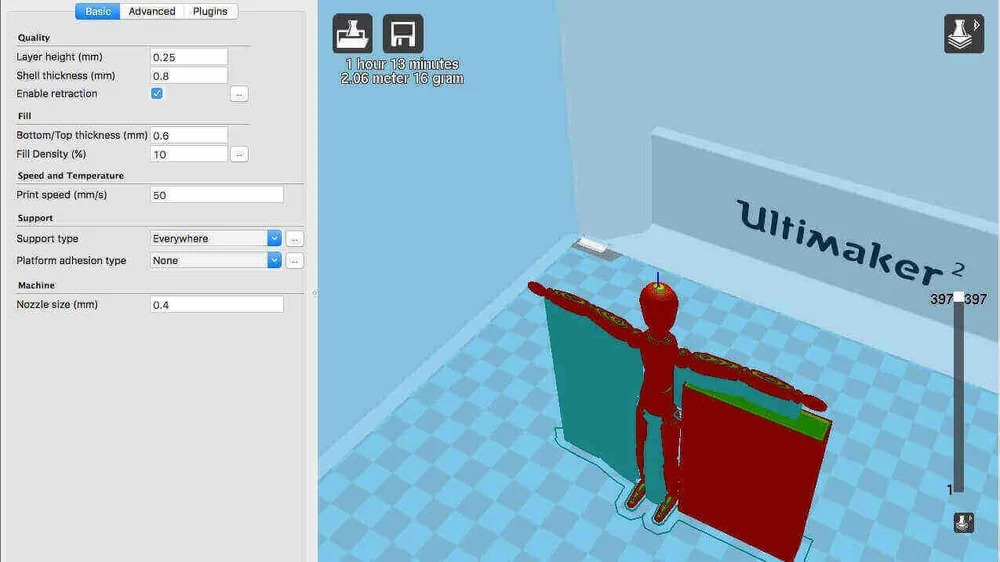
Это очевидная проблема, которую нельзя пропустить на многих принтерах, таких как PRUSA i3, где катушка филамента на виду. Но на других принтерах, таких как серии Bizon 2, Ultimaker итп проблема не всегда очевидна. А них катушка с филаментом находится внутри принтера или спрятана за ним.
Данная проблема связана с отсутствием филамента.
Конечно, некоторые принтеры оснащены датчиками, которые передают данные в программное обеспечение и сигнализируют о проблемах подачи пластика. Однако нам всем нравится переделывать и использовать нашу собственную кастомную прошивку или стороннее программное обеспечение, и они не всегда обладают таким функционалом. Кроме того, существуют принтеры, которые просто не оснащены такими датчиками и не могут сообщить о проблеме.
Во всех случаях, особенно с экструзионными системами в стиле Боудена, вам нужно будет извлечь немного оставшейся нити и затем подать новую.
Устранение неполадки
Посмотрите на катушку с пластиком и проверьте, не осталось ли еще филамента. Если нет, установите новую катушку. Это просто.
Чек-лист решения этой проблемы
· Проверьте катушку с нитью
Сопло слишком близко к столу принтера
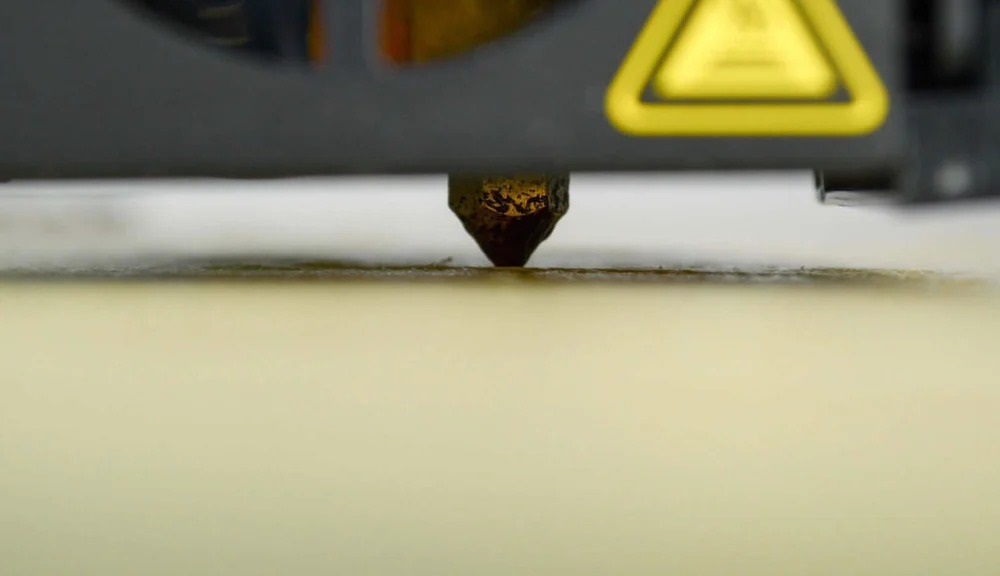
В чем проблема?
Это выглядит странно, но не смотря на наличие филамента и движение сопла, пластик на столе не остается.
Что является причиной этой проблемы?
Проще говоря, ваше сопло находится слишком близко к рабочему столу принтера. Если Вы настроили слишком маленькое расстояние от сопла до стола, то стол препятствует выдавливанию нити. В лучшем случае, пластика не будет только на первом слое, но будет большая вероятность, что на последующем пластик не прилипнет. В худшем, нить скопится в хотэнде, перегреется и образует непроходимую пробку
Устранение неполадки
Небольшое увеличение высоты сопла часто может помочь. Большинство 3D-принтеров в своих системных настройках позволят вам установить смещение по оси Z. Чтобы поднять сопло от печатной поверхности, вам нужно увеличить смещение до положительного значения. Это также работает и в обратном направлении, с отрицательным смещением, помогающим устранить проблему плохого прилипания пластика к поверхности.
Но будьте осторожны, слишком большое смещение, и пластик не будет прилипать к столу.
В качестве альтернативы, если ваш принтер позволяет это сделать, вы можете добиться того же эффекта, опустив сам рабочий стол принтера. Однако это более проблематичное решение, поскольку оно требует повторной калибровки и выравнивания.
Забитое сопло
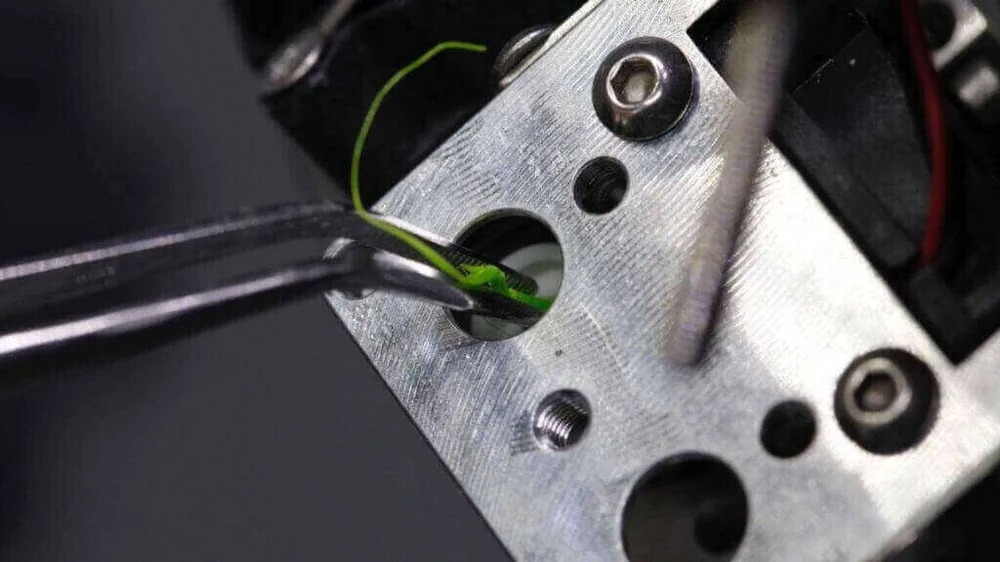
В чем проблема?
Вы запускаете задание на печать, но как бы ни пытались, из сопла ничего не выходит. Извлечение нити и повторная установка не помогают.
Устранение неполадки
Очистка иглой
Если вам повезет, очистка засора может быть быстрым и легким процессом. Начните с удаления нити. Затем с помощью панели управления вашего принтера (если она есть) выберите настройку «нагрев сопла» и увеличьте температуру плавления застрявшей нити. Либо подключите принтер к компьютеру, на котором имеется совместимое управляющее программное обеспечение (например, Lulzbot и их ответвление Cura) и нагрейте сопло. Например, для PLA установите температуру равной 220 C. Когда форсунка достигнет нужной температуры, используйте маленький штифт, специальное сверло, иглу или зубочистку, чтобы очистить отверстие (будьте осторожны, не обожгите пальцы). Если ваше сопло 0,4 мм, тогда вам нужен штифт меньшего размера; хорошо подойдет комплект для прочистки сопел аэрографа.
Проталкивание старой нити
Если вы обнаружите, что сопло заблокировано, вы можете протолкнуть нить с помощью еще другого куска нити. Начните с удаления филамента, как раньше, а затем снимите трубку подачи с печатающей головки. Нагрейте хотэнд до 220 ° С для PLA, а затем, с помощью другого куска нити, протолкните его сверху, чтобы попытаться вытолкнуть оставшийся в сопле пластик. Дополнительное давление, которое вы можете оказать вручную, может прочистить сопло.
Замените сопло
В крайних случаях, когда сопло остается заблокировано, вам нужно будет сделать небольшую операцию и демонтировать это сопло. Начните с удаления филамента из хотэнда, затем посмотрите инструкцию вашего принтера, чтобы точно узнать, как демонтировать сопло.
В чем проблема?
Не заметить это сложно. Сильный шум обратит внимание на наличие проблемы.
Когда печатающая головка не попадает в стол, а также достигает предела положения X или Y, когда головка пытается выйти за пределы своей крайней точки, шум будет создаваться через проскальзывающие ремни, шестерни или головку, пытающуюся разорвать боковую часть принтера и уехать за его пределы.
Маловероятно, что вашему принтеру удастся произвести печать в таком состоянии. И хотя это легко исправить, это не та проблема, которую можно пропустить или решить позже.
Устранение неполадки
ПРОВЕРЬТЕ ПРАВИЛЬНОСТЬ ПРИНТЕРА В СЛАЙСЕРЕ.
Прежде чем что-либо предпринять, убедитесь, что в вашем слайсере выбран правильный принтер. Все принтеры отличаются друг от друга, поэтому, даже если рабочий стол двух принтеров одинаков, маловероятно, что другие размеры и настройки будут точно совпадать.
ОБНОВЛЕНИЕ ПРОШИВКИ
Если вы только что приобрели принтер, и эта проблема возникает, убедитесь, что у вас установлена последняя версия прошивки. После обновления запустите процесс установки и проверьте правильность всех настроек, особенно в отношении размера области печати.
ПРОВЕРЬТЕ КОНЦЕВИКИ
Это займет немного больше усилий для диагностики. Смотрите движение печатающей головки. Если она пытается пройти за крайнюю точку одной из своих осей, убедитесь, что концевик не отсоединен. Если все выглядит нормально (и ни один из вышеперечисленных шагов не устранил проблему), то следующим шагом будет замена концевиков проблемной оси новыми.
Обрыв пластика

В чем проблема?
Катушка с пластиком выглядит полной и в трубке подачи пластик тоже имеется, но из сопла ничего не выходит. Это проблема больше относится к принтерам с Боуден-подачей, чем с директом, так как нить скрыта в трубке, что мешает сразу определить в чем дело.
Что является причиной этой проблемы?
В основном, причиной обрыва филамента является старый или дешевый пластик. Хотя большинство пластиков, таких как PLA и ABS, служат долго. Но если они находятся в неправильных условиях, например под прямыми солнечными лучами, они могут стать хрупкими.
Другой проблемой является диаметр нити, который может варьироваться в зависимости от производителя и партии. Иногда, если натяжитель экструдера слишком тугой, под давлением может случиться разрыв в тонком месте.
Устранение неполадки
УДАЛИТЕ ФИЛАМЕНТ
Первое, что нужно сделать, это удалить пластик из принтера обычным способом. В случае Ultimaker выберите «Обслуживание и замена материала». Поскольку нить, как правило, разрывается внутри трубки подачи, вам необходимо удалить трубку как из экструдера, так и из шланга хотэнда. Затем нагрейте сопло и вытяните оставшийся в хотэнде пластик.
ПОПРОБУЙТЕ ДРУГОЙ ПЛАСТИК
Если после повторной загрузки филамента проблема повторяется, используйте другой пластик (другой тип или другого производителя), чтобы проверить наличие проблемы в самой катушке.
ОСЛАБЬТЕ ПРИЖИМ ЭКСТРУДЕРА
Если новый филамент порвался, убедитесь, что прижимной ролика экструдера не слишком туг, ослабив его, вплоть до проскальзывания подающей шестерни.
ПРОВЕРЬТЕ СОПЛО
Убедитесь, что сопло не засорено, при необходимости, почистите.
ПРОВЕРЬТЕ ПОДАЧУ И ТЕМПЕРАТУРУ
Если проблема не устраняется, убедитесь, что хотэнд нагревается и достигает нужной температуры. Также убедитесь, что скорость потока нити на уровне 100% и не выше.
Задир на пластике

В чем проблема?
Задир или проскальзывание филамента может произойти в любой момент печати и с любым пластиком. В результате нить не выталкивается из хотэнда, что приводит к резкому завершению печати.
Устранение неполадки
ПРОТОЛКНИТЕ НИТЬ ВРУЧНУЮ
Если пластик только начал проскальзывать, вы можете определить это по звуку от экструдера и появлению пластиковой стружки. Слегка надавите на нить, чтобы она прошла через экструдер. Обычно это решает проблему.
ОТРЕГУЛИРУЙТЕ ПРИЖИМ В ЭКСТРУДЕРЕ
Начните с ослабления прижимного ролика, вставьте нить и затяните ролик, пока она не перестанет проскальзывать. Филаменты различаются по диаметру, прижим будет поглощать некоторую разницу в диаметре, но для некоторых пластиков потребуется точная регулировка.
ИЗВЛЕКИТЕ НИТЬ
В большинстве случаев вам нужно будет извлечь и заменить пластик, а затем подать его обратно через систему. Как только пластик будет извлечен, обрежьте его ниже области, которая проскальзывает и снова подайте его в систему. Если пластик сломался, попробуйте еще раз, и если он снова сломается, и вы обнаружите, что филамент кажется хрупким, выбросьте его и используйте другой.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ ХОТЭНДА
Если вы только что вставили новый филамент, но снова возникла проблема, проверьте правильность температуры сопла.
В чем проблема?
Иногда, по любой из многих причин, из хотенда перестает подаваться пластик.
Устранение неполадки
ПРОВЕРЬТЕ, НЕТ ЛИ ЗАДИРА
Задир нити и проскальзывание шестерни может привести к остановке печати на полпути и может быть вызван множеством проблем. Ознакомьтесь с нашим советом по устранению неполадок, связанных с задиром нити.
В чем проблема?
Отсутствие адгезии, является распространенной проблемой, которую обычно относительно легко решить.
К сожалению, пластик может оторваться от рабочего стола принтера практически в любое время, от первого слоя до последнего, что особенно бесит.
Конечно, это не всегда проблема самого принтера, и если вы пытались напечатать модель, которая имеет лишь небольшое количество контактов с платформой, то, несомненно, это будет проблемой. Представьте, что вы пытаетесь напечатать автомобиль, и единственный контакт модели с платформой печати - это колеса. Вряд ли это можно печатать без какого-либо усиления адгезии или дополнительной подложки.
Т.к. эта проблема очень распространена, есть много простых способов ее решить.
Устранение неполадки
ДОБАВЛЕНИЕ ТЕКСТУРЫ
Чтобы усилить прилипание пластика, вам нужно добавить еще один материал, чтобы дать текстуру печатному столу. Наиболее распространенным решением является нанесение тонкого слоя клея на платформу для печати, который затем можно легко смыть горячей водой. Другой альтернативой для PLA является добавление малярной ленты. Для пластиков, которым требуется нагретая платформа от 40º и выше, в настоящее время доступны различные специальные термостойкие клейкие ленты.
ВЫРОВНЯЙТЕ РАБОЧИЙ СТОЛ
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки. Посмотрите руководство по эксплуатации вашего принтера, чтобы узнать, как выровнять стол вашего принтера..
ОТРЕГУЛИРУЙТЕ ВЫСОТУ СОПЛА
Если сопло слишком высоко, нить не будет прилипать к столу, слишком низко, и сопло фактически начнет соскребать поверхность. Найдите параметр смещения по оси Z в настройках принтера и внесите небольшие изменения - в положительное положение, чтобы поднять сопло от стола, и в отрицательное, чтобы опустить его ближе.
ОЧИСТИТЕ СТОЛ
Если вы печатаете на таком материале, как стекло, то полезно чистить его, особенно если вы часто наносите клей. Отпечатки пальцев и чрезмерное накопление отложений клея - все это может привести к нелипкости печатной поверхности.
НАНЕСЕНИЕ АДГЕЗИИ НА СТОЛ
Некоторые модели будут печататься без полей, но мелкие предметы и те, которые имеют небольшую опорную поверхность в контакте с платформой, требуют определенного типа адгезии со столом. Их можно добавить в вашем слайсере - ищите «Брим» и «Плот».
Brim добавит один слой с указанным количеством линий периметра, выходящих из того места, где ваша модель соприкасается с печатным столом; это наименее расточительный из двух, и, по нашему опыту, это лучший вариант, при условии, что вы готовы использовать нож, чтобы обрезать края.
Плот добавляет сплошную опорную основу к вашей печати. В зависимости от параметров, которые вы укажете, вы получите основу разного размера и толщины. Ваша модель затем поверх этого как обычно. Плоты имеют тенденцию создавать грубую, неприятную поверхность где они касаются вашей модели, и используют больше материала, чем Брим. Преимущество плота, однако, заключается в возможности просто отсоединить деталь.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Помимо добавления адгезии на печатном столе, если ваша модель имеет сложные выступы или края, обязательно добавьте поддержки, чтобы удерживать нависающие части во время процесса печати.
Поддержка рухнула
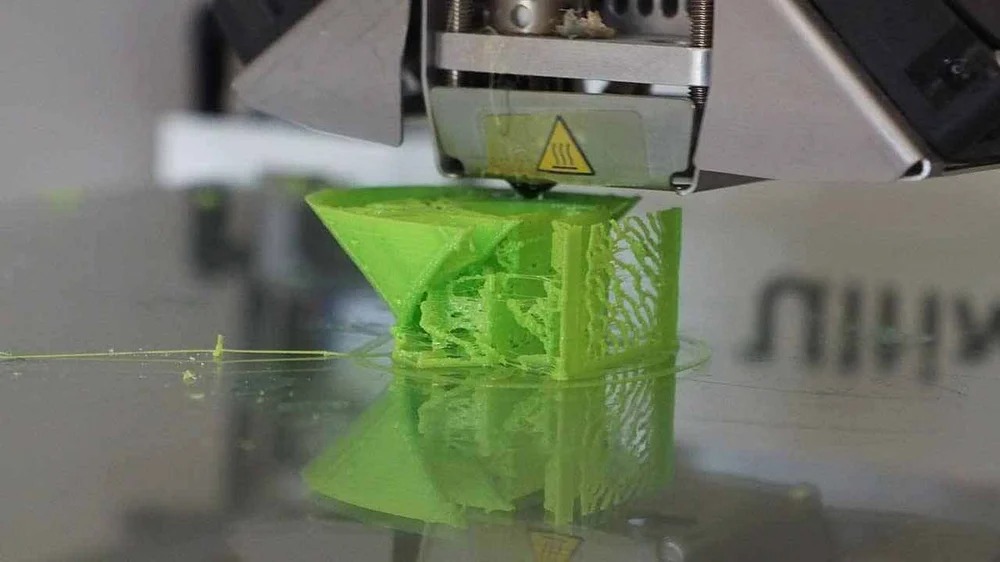
В чем проблема?
Печать сложных моделей потребует использования поддержек, и хотя поддержки могут быть трудными для удаления, к сожалению, они являются важной частью моделирования.
Работа поддержки проста, она поддерживает нависающие части, но иногда она портится во время печати..
Мало того, что опоры выходят из строя, но дополнительная нить, не прилипшая к поддержке, разрушает вашу модель, а не обеспечивает правильную печать.
Устранение неполадки
ЗАМЕНА НИТИ НАКАЛА
Филамент может стать хрупким по мере того, как он достигает конца своего срока службы, и это обычно сказывается на качестве поддержек. Поменяйте пластик на свежий и посмотрите, решится ли проблема.
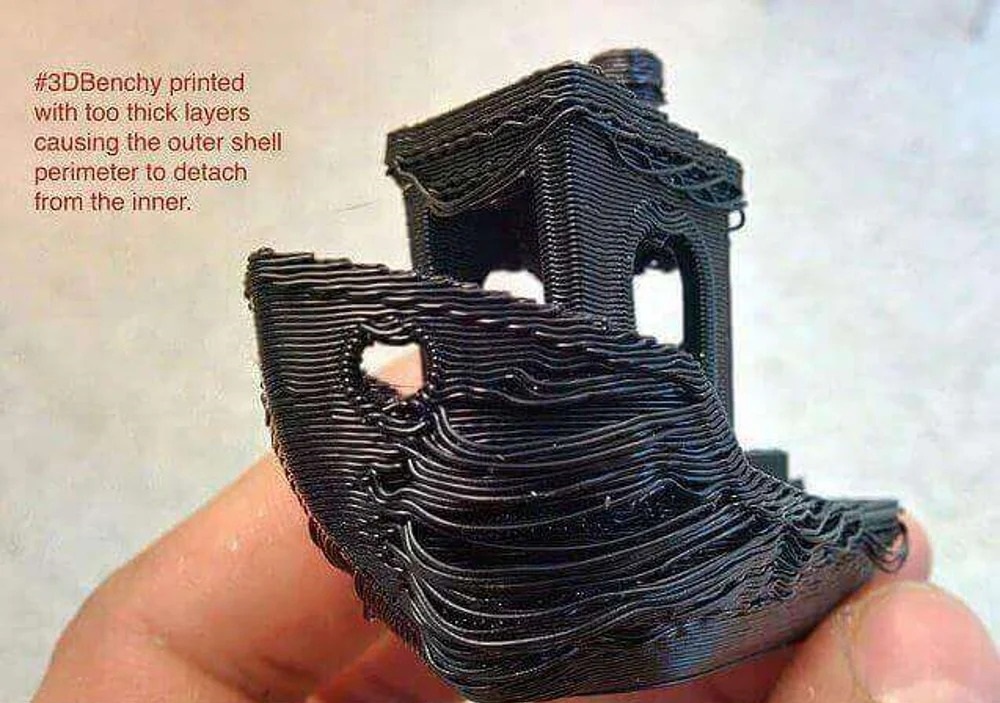
Плохой первый слой
В чем проблема?
Первые слои модели часто могут оказаться проблематичными. Это может быть связано с тем, что пластик просто не прилипает (о чем мы говорили в другом разделе, посвященном устранению неполадок при 3D-печати), или вы обнаружите нежелательные линии, из-за которых нижняя оболочка выглядит некрасиво. Кроме того, любые мелкие детали в нижней части вашей модели могут перерасти в размытие с небольшим подобием изначального дизайна модели.
Устранение неполадки
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки.
В чем проблема?
Основа модели слегка выпуклая наружу, эффект, также известный как «нога слона»
Устранение неполадки
НАСТРОЙКА УРОВНЯ СТОЛА
Чаще всего большинство проблем с печатью связаны с настройкой уровня рабочего стола. У каждого принтера есть немного различная техника для выравнивания стола. Начните с калибровки в соответствии с рекомендацией производителя вашего принтера.
Попробуйте напечатать калибровочный куб и посмотрите, как принтер укладывает пластик на поверхность. Распечатав куб, вы легко сможете увидеть, находится ли ваш стол на одном уровне и насколько равномерно (или нет) слои модели укладываются на него.
Точно так же вы сможете увидеть, находится ли сопло слишком близко к столу или слишком высоко.
ПОДНИМИТЕ СОПЛО
Часто может помочь лишь небольшое увеличение высоты сопла, но будьте осторожны, слишком высоко, и пластик не прилипнет к платформе.
СНЯТИЕ ФАСКИ С ОСНОВАНИЯ
Другой вариант - снять фаску с основания вашей модели. Конечно, это возможно только в том случае, если вы разработали модель самостоятельно или имеете доступ к исходному файлу. Начните с фаски 5 мм и 45 °, но немного поэкспериментируйте, чтобы получить лучший результат.
Загиб краев модели

В чем проблема?
У основания модели края загибаются вверх. Это также может привести к появлению горизонтальных трещин в верхних частях и к тому, что модель отклеится от стола.
Устранение неполадки
ВЫРОВНЯЙТЕ СТОЛ
Калибровка стола может быть еще одной причиной. Пройдите процедуру калибровки, чтобы убедиться, что поверхность находится на одном уровне, а высота сопла правильная.
УВЕЛИЧЕНИЕ ПЯТНА КОНТАКТА
Увеличение пятна контакта между моделью и столом легко сделать, в большинстве слайсеров есть соответствующие настройки.
В чем проблема?
Внутренняя структура вашей модели отсутствует или повреждена.
Устранение неполадки
ПРОВЕРЬТЕ СОПЛО
Возможно, что в сопле есть небольшой засор. Хотя он может не влиять на печать более толстых наружных стен, но для внутренней структуры меньше поток.
В чем проблема?
Когда вы смотрите сверху или снизу на модель, вы можете увидеть небольшой зазор между заполнением и стенами внешнего периметра.
Устранение неполадки
УМЕНЬШЕНИЕ СКОРОСТИ ПЕЧАТИ
Вы можете поторопиться получить модель, но печать на более высоких скоростях может вызвать всевозможные проблемы, если принтер не откалиброван идеально. Если вам все же требуется быстрая печать, вы все равно можете избежать разрывов, уменьшив скорость печати верхнего слоя.
В чем проблема?
Результат печати выглядит хорошо, но структуру заполнения можно увидеть сквозь стену модели.
Устранение неполадки
ПРОВЕРЬТЕ ТОЛЩИНУ СТЕНОК
Убедитесь, что значение, выбранное для толщины стенок, кратно размеру сопла.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ СТЕНОК
Самое простое решение - увеличить толщину стенок. Удвоенный размер должен скрывать любое перекрытие, вызванное заполнением.
ПРОВЕРЬТЕ СТОЛ ПРИНТЕРА
Проверьте модель, и если вы видите, что эффект более заметен с одной стороны, чем с другой, проблема может быть связана с калибровкой. Если это так, выполните обычный процесс калибровки.
НАСТРОЙКА ПЕЧАТИ СТЕНОК
В зависимости от типа модели, которую вы печатаете, вы можете использовать внутренний и внешний порядок печати стенок. Если вам нужна высококачественная печать с хорошим качеством поверхности, где фактическая прочность модели не важна, выберите печать снаружи. Однако если прочность печати имеет первостепенное значение, выберите «Печать изнутри наружу» и удвойте толщину стенки.
Причина разницы в силе заключается в том, что при печати из внешнего источника вы устраняете небольшое перекрытие, которое вызывает проблему ореолов, но это также означает, что фактическая структура не создаст такую же силу связи между внутренними и внешняя структура из-за отсутствия перекрытия.
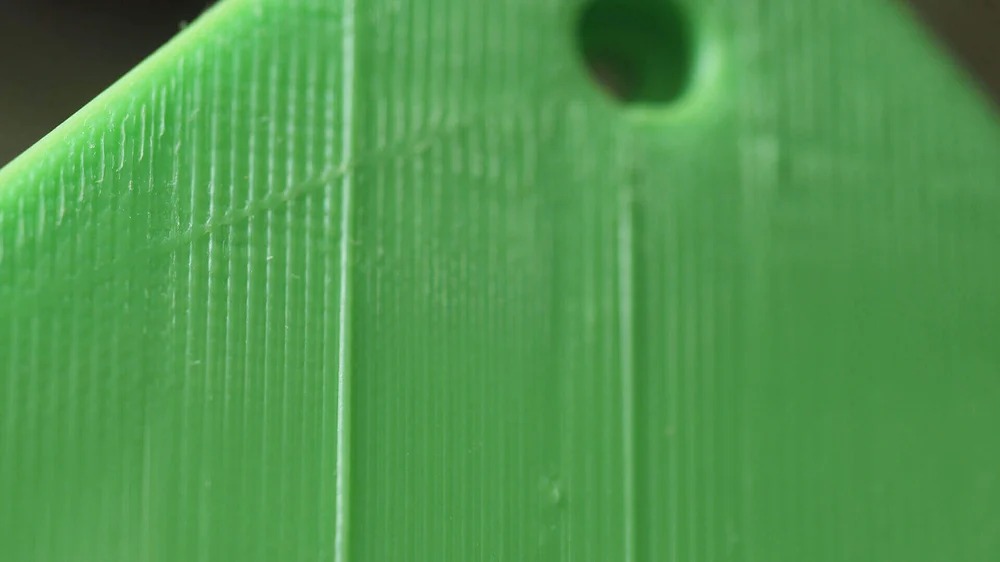
Трещины в высоких моделях

В чем проблема?
По бокам есть трещины, особенно на более высоких моделях. Это может быть одной из самых удивительных проблем в 3D-печати, поскольку они проявляются в больших моделях, и обычно, вы не замечаете момента их появления.
Устранение неполадки
ТЕМПЕРАТУРА ХОТЭНДА
Начните с увеличения температуры хотэнда; для начала ее можно поднять на 10ºC. На боковой стороне коробки с филаментом вы увидите рабочие температуры хотэнда, попробуйте сохранить регулировку температуры в пределах этих значений.
ОБДУВ МОДЕЛИ
Проверьте обдув модели, убедитесь, что он включен и нацелен на модель. Если он есть, попробуйте уменьшить поток воздуха.
Сдвиг слоев

В чем проблема?
По мере формирования модели возникают некоторые проблемы с качеством. Посмотрите модель поближе, и вы увидите, что слои не выровнены так, как должны. Посмотрите на внутреннюю структуру поддержки, и снова какой-то сдвиг. Наружная стена, вместо того, чтобы быть гладкой, имеет небольшие выступы. Скорее всего проблема касается печати только в одном направлении; спереди назад или слева направо.
Устранение неполадки
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ I
Начните c проверки того, что каждый из ремней затянут, но не слишком сильно. Вы должны чувствовать небольшое сопротивление от двух ремней, когда вы сжимаете их вместе. Если вы обнаружите, что верхняя часть ремня плотнее, чем нижняя, то это верный признак того, что их нужно подправить и затянуть. Некоторые принтеры, такие как Original Prusa i3, оснащены встроенными натяжителями ремней. Другие могут быть модернизированы с помощью 3D-печати. Если ни один из этих вариантов не подходит, возможно, вам придется вручную натянуть ремень.
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ II
Ремни принтера обычно представляют собой одну непрерывную линию, зацепленную за два шкива. Общая проблема заключается в том, что со временем ремень может скользить на одном шкиве, это может привести к смещению слоев.
ПРОВЕРКА НАПРАВЛЯЮЩИХ ВАЛОВ
Со временем грязь может накапливаться на валах, создавая участки с более высоким трением, которые, в свою очередь, могут повлиять на скольжение подшипников и втулок и вызвать смещение слоя. Очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРЬТЕ ШКИВЫ РЕМНЕЙ
Они обычно крепятся непосредственно к шаговому двигателю. Если вы повернете шкив, вы увидите небольшой прижимной винт. Потяните ремень, чтобы заставить шкив повернуться. Вы должны убедиться, что между шкивом и валом двигателя нет скольжения. Вал должен вращаться одновременно со шкивом. Если шкив люфтит, затяните прижимной винт и попробуйте снова.
Пропуск слоев

В чем проблема?
В модели есть щели, потому что некоторые слои были пропущены (частично или полностью).
Устранение неполадки
ПРОВЕРКА МЕХАНИКИ
Хорошей практикой является уделение внимания принтеру время от времени, и появление пробелов в вашей печати всегда является хорошим признаком того, что сейчас самое время уделить вашему 3D-принтеру некоторую любовь и внимание. Начните с проверки валов и убедитесь, что все они установлены в подшипниках или зажимах и не выскочили, не сдвинулись и не сдвинулись даже слегка.
ПРОВЕРКА РОВНОСТИ ВАЛА
Убедитесь, что все валы находятся в идеальном положении и не смещены. Часто это можно проверить, отключив питание (или отключив шаговые двигатели), а затем осторожно перемещая печатающую головку по осям X и Y. Если есть какое-либо сопротивление движению, то что-то не так, и обычно довольно легко определить, происходит ли это из-за смещения, слегка согнутого вала или проблемы с одним из подшипников.
ИЗНОШЕННЫЙ ПОДШИПНИК
Когда подшипники выходят из строя, это становится заметно по звуку от их работы. Вы также можете заметить неравномерное движение печатающей головки. При печати кажется будто принтер слегка вибрирует. В этом случае отключите питание и вручную подвигайте оси X и Y, чтобы найти дефектный подшипник
ПРОВЕРЬТЕ СМАЗКУ
Про смазку легко забыть, но для обеспечения бесперебойной работы важно, чтобы все было хорошо смазано. Масло для швейных машин идеально подходит и может быть куплено практически из любой галантереи по сравнительно недорогой цене. Прежде чем приступить к тщательному нанесению, просто убедитесь, что валы чистые, на них нет грязи и остатков пластика. Когда все валы выглядят чистыми, просто слегка смажьте их, но не слишком сильно. Затем используйте программное обеспечение для управления принтером, например Printrun, для перемещения головки по осям X и Y, чтобы убедиться, что валы равномерно смазаны и плавно движутся. Если вы налили слишком много масла, не волнуйтесь, просто вытрите его безворсовой тканью.
НЕДОСТАТОЧНАЯ ЭКСТРУЗИЯ
Последний вариант может быть связан с недостаточной экструзией. Ознакомьтесь с нашим советом по устранению проблемы недостаточной экструзии.
В чем проблема?
Вертикальные стенки начинают печататься под углом, и этот угол не сохраняется на всей высоте модели. Серьезность проблемы может увеличиваться и уменьшаться на разной высоте.
Устранение неполадки
ПРОВЕРЬТЕ ОСИ X И Y
Если ваша модель наклонена влево или вправо, значит у вас проблема с осью X. Назад вперед - проблема с осью Y. После того, как вы поставили диагноз, вы можете проверить ремни и шкивы. Если у вас есть принтер, такой как PRUSA i3, то процесс довольно прост, поскольку шаговые двигатели напрямую соединены с главным приводным ремнем. Для Ultimaker и других принтеров этот процесс может быть немного сложнее.
ПРОВЕРЬТЕ ШКИВЫ ВАЛОВ
Более сложные принтеры, такие как Ultimaker 2, имеют множество ремней и шкивов. Основные X и Y валы в верхней части принтера имеют восемь шкивов. Осмотрите каждый из них на соответствующей оси и затяните фиксирующие винты для каждого. Маловероятно, что это приведет к проскальзыванию, но если шкив ослаблен, ремень может сместиться.
Дефекты на свесах
В чем проблема?
Вы смотрите свою модель в слайсере, и все выглядит хорошо. Стоит начать печатать, и вы увидите, что некоторые части модели печатаются абсолютно нормально, в то время как на других частях появляются дефекты. Это может показаться очевидным, и проблема свесов часто рассматривается как ошибка новичка в 3D-печати. Но удивительно, как часто даже опытные пользователи 3D-принтеров сталкиваются с проблемой свесов.
Устранение неполадки
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Самое быстрое и простое решение - добавить поддержки. Большинство слайсеров позволят вам это сделать быстро и без проблем.
В Simplify3D щелкните «Изменить параметры печати»> «Поддержка»> «Создать материал поддержки»; Вы можете настроить плотность, шаблон и детали. В Cura просто выберите нужный тип поддержки из основных настроек.
НАКЛОН СТЕН
Если у вас нависание в форме полки, то простое решение - наклонить стену под углом 45º, чтобы стена фактически поддерживала себя и устраняла необходимость в любом другом типе поддержки.
РАЗБИТЬ МОДЕЛЬ НА ЧАСТИ
Другой способ решить проблему - разбить модель на отдельные части. В некоторых моделях это позволит вам отделить то, что должно было быть выступом, и вместо этого сделать его основанием. Единственная проблема заключается в том, что потом потребуется склеить элементы.
В чем проблема?
Вы напечатали сложную модель с поддержками, созданными с помощью слайсера. Но когда дело доходит до их удаления, небольшие кусочки материала остаются на поверхности. Когда вы пытаетесь отшлифовать или удалить оставшийся материал, это портит внешний вид модели.
Устранение неполадки
НАСТРОЙТЕ ШАБЛОН ПОДДЕРЖКИ
В зависимости от типа модели, изменение шаблона поддержки может быть тем, что требуется для улучшения поверхности модели; попробуйте переключиться с «сетки» на «зигзаг».
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ПЕЧАТИ
Проверьте диапазон температуры пластика и отрегулируйте температуру хотэнда до минимума для материала. Это может привести к более слабой связи между слоями, но позволит легче удалить поддержку.
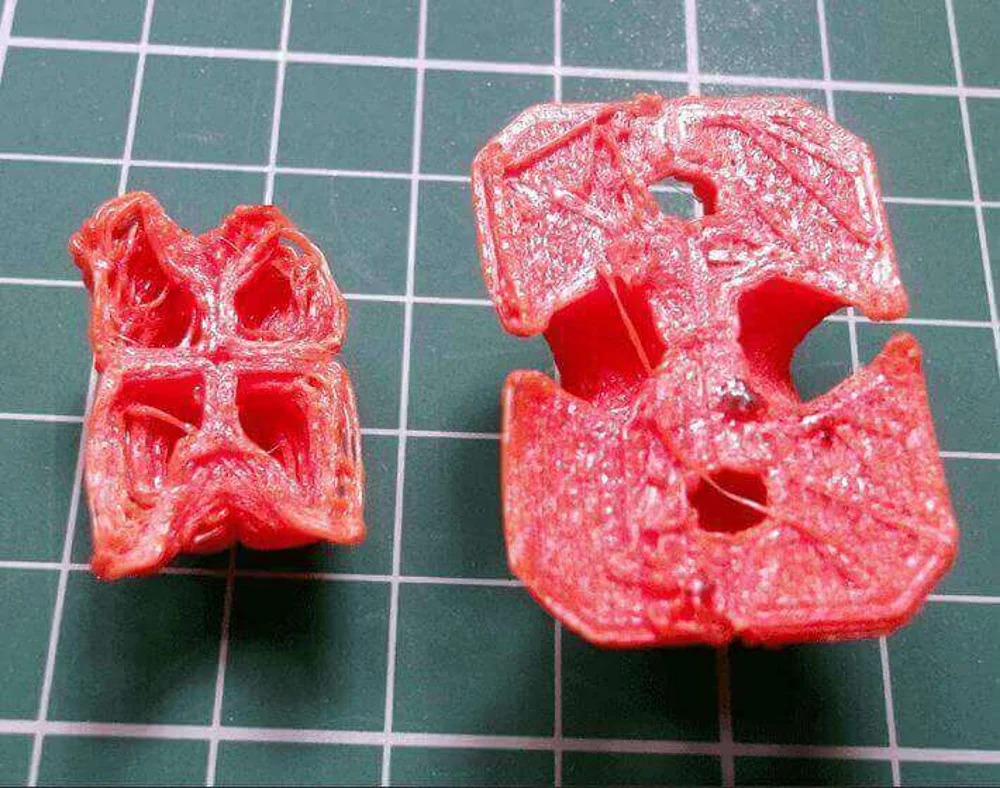
Модель выглядит неправильно

В чем проблема?
Части вашей модели отсутствуют или окончательный отпечаток слабый и распадается, несмотря на то, что внешне выглядит качественно. Или в конечной модели есть ошибки геометрии, которые не имеют смысла.
Устранение неполадки
ОБЪЕДИНЕНИЕ ОБЪЕКТОВ
Лучше исправить ваши 3D-модели, прежде чем импортировать их в слайсер. Для этого убедитесь, что если у вас есть два объекта, которые пересекаются или перекрываются, вы выбираете соответствующую логическую функцию для пересечения, слияния или вычитания.
В чем проблема?
Ваш 3D-принтер - это точно настроенная рабочая лошадка, способная без проблем печатать модели одну за другой. Но когда дело доходит до печати с мелкими деталями, принтер не дает ожидаемых результатов.
Края и углы, которые должны быть четкими и ровными, имеют определенное искривление и сглаживание, а сложные детали далеки от совершенства.
Устранение неполадки
УВЕЛИЧЬТЕ РАЗРЕШЕНИЕ
Увеличьте разрешение - более низкая высота слоя обеспечит более гладкую поверхность.
ДИАМЕТР СОПЛА
Чем меньше диаметр сопла, тем больше деталей вы можете напечатать. Но тонкое сопло также означает меньшие допуски, поэтому ваш принтер нуждается в точной настройке.
ОБСЛУЖИВАНИЕ ПРИНТЕРА
Любое дополнительное трение от слегка смещенных валов или ослабленных ремней будет сразу видно на вашей модели. Убедитесь, что все плотно и выровнено.
ОЧИСТИТЕ СОПЛО
Перед началом детальной печати убедитесь, что ваше сопло чистое.
ЗАМЕДЛЕНИЕ
Уменьшите скорость печати - медленная печать менее подвержена ошибкам.
ПРОВЕРЬТЕ УРОВЕНЬ СТОЛА
Выполните процедуру калибровки принтера, чтобы проверить уровень стола.
В чем проблема?
Эффект визуальных волн или ряби на поверхности модели является одной из тех незначительных и раздражающих проблем, которые многие из нас просто игнорируют. У него есть привычка приходить и уходить, и действительно, похоже, нет единой причины для этой проблемы.
Эффект обычно очень тонкий и проявляется в виде волны или ряби на поверхности отпечатка, его положение и серьезность также могут изменяться.
Большинство людей просто упустят из виду проблему. Помимо незначительного визуального воздействия на поверхность, влияние этой ряби мало влияет на качество конечной 3D-печати, кроме, конечно, самых тяжелых случаев.
Устранение неполадки
УМЕНЬШЕНИЕ ВИБРАЦИИ
Убедитесь, что поверхность, которую вы используете для своего 3D-принтера, является твердой и что во время печати принтер не имеет визуальных вибраций.
ПРОВЕРЬТЕ ПОДШИПНИКИ
Линейные подшипники со временем изнашиваются, при выключенном принтере убедитесь, что они в порядке.
УБЕДИТЕСЬ, ЧТО ВСЕ ПЛОТНО
Удивительно, как один свободный болт может повлиять на качество печати. В рамках обслуживания убедитесь, что все болты плотно затянуты.
СМАЖЬТЕ ВАЛЫ
Проверьте, чтобы на всех валах не было пыли и грязи, а затем добавьте каплю масла, чтобы убедиться, что все хорошо смазано.
ЗАМЕДЛЕНИЕ ПЕЧАТИ
Уменьшите скорость печати.
ОТРЕГУЛИРУЙТЕ ПРОШИВКУ
Этот способ только для продвинутых пользователей, проверьте прошивку принтера и отрегулируйте значения в коде для ускорения и рывка, затем вам нужно будет загрузить прошивку в принтер.
Диагональные швы на стенках
В чем проблема?
Линии появляются на внешнем слое вашей модели, как правило, по диагонали от одной стороны к другой.
Устранение неполадки
КОМБИНГ
Комбинг удерживает печатающую головку над уже напечатанными участками модели и, следовательно, уменьшает необходимость втягивания. Хотя это увеличивает скорость печати, это может привести к дефектам. Выключите комбинг, и в большинстве случаев это решит проблему, но даст более продолжительное время печати.
ОТКАТ
Если вы выключили комбинг и проблема осталась, попробуйте увеличить величину отката. Если проблема все еще сохраняется, обратите внимание на чрезмерное выдавливание или температуру сопла.
ПРОВЕРКА ЭКСТРУЗИИ
Способ регулировки скорости потока зависит от вашего принтера. Чаще всего настроить поток можно в настройках принтера и в слайсере.
Уменьшите скорость потока на 5% и распечатайте калибровочный куб, чтобы убедиться, что нить вытягивается правильно и устраняет проблему.
ТЕМПЕРАТУРА СОПЛА
Использование пластика хорошего качества должно в принципе сводить на нет эту проблему, но если ваш филамент подвергся воздействию влаги или солнечного света, вы можете обнаружить, что требования к температуре немного изменились. Уменьшите температуру хотэнда на 5º и попробуйте снова.
Z-LIFT
Нить не единственная проблема; если головка не поднимается достаточно высоко от поверхности модели, то само сопло может вызвать дефект, когда оно перемещается от одного слоя к другому. На старых принтерах вам необходимо выполнить повторную калибровку, если нет настроек Z-lift или Z-hop, в противном случае увеличьте Z-Hop или Z-Lift с шагом 0,25 мм.
Чрезмерная экструзия
В чем проблема?
Избыточная экструзия означает, что принтер выдает больше материала, чем необходимо. Это приводит к избытку материала на внешней стороне напечатанной модели.
Устранение неполадки
МНОЖИТЕЛЬ ЭКСТРУЗИИ
Откройте слайсер и убедитесь, что выбран правильный множитель экструзии.
НАСТРОЙКА ПОТОКА
Если все выглядит правильно, уменьшите поток в настройках вашего принтера.
Недостаточная экструзия

В чем проблема?
Недостаточная экструз<






