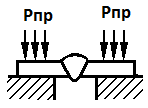
Рис. 50С. Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Угловая деформация может быть снижена жестким закреплением заготовок при сварке с усилием Рпр (усилие прижима) (рис. 50С).
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку. Сварное соединение извлекается из кондуктора только после полного охлаждения. Однако при этом способе могут возникнуть внутренние напряжения, для снятия которых сваренный узел подвергают последующей термообработке.
Способ уравновешивания деформаций
Для уменьшения деформаций применяют также способ уравновешивания деформаций, при котором имеет значение очередность наложения швов. Очередность наложения выбирают такой, чтобы последующий шов вызывал деформации, обратные деформациям, полученным при наложении предыдущего шва
Уменьшение угловых деформаций
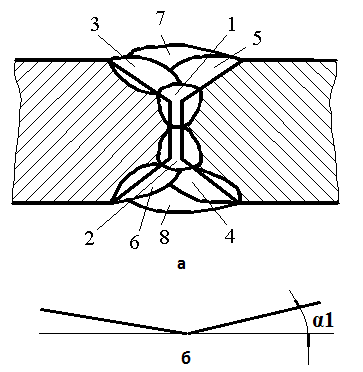 Рис. 51С. Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сваркистыковых швов
Рис. 51С. Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сваркистыковых швов
Угловая деформация при многопроходной сварке (рис. 51С, а) может быть снижена в результате последовательного перехода при сварке отдельных валиков с одной стороны сечения на другую. После сварки валика №1 в результате поперечной усадки сварного шва возникает угловая деформация α1 (рис. 51С, б). После сварки валика №2 возникает обратная деформация, частично компенсирующая угловую деформацию от сварки первого валика и т.д.
Уменьшение деформаций изгиба
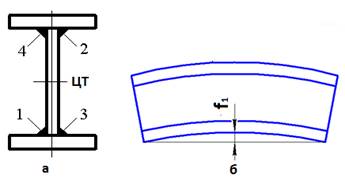
Рис. 52С. Уменьшение деформаций изгиба
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов в процессе сварки двутавровой балки угловыми швами.
При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварного изделия, что снижает деформации изгиба.
После сварки шва №1 (Рис. 52С, а) в результате его продольной усадки возникает прогиб балки f1 (рис. 52С, б). После сварки шва №2 возникает обратная деформация, частично компенсирующая деформацию изгиба от сварки первого шва и т.д. В результате двутавровая балка после сварки будет иметь наименьшую деформацию изгиба.
Рис. 53С. Термическая правка местным нагревом, уменьшающая деформацию изгиба 1- форма изделия после сварки; 2- зоны нагрева; 3 – форма изделия после термической правки; Рус –усадка нагретых зон в процессе охлаждения; ЦТ – центр тяжести сварного изделия
Термическая правка местным нагревом основана на пластическом сжатии растянутых участков изделия (выпуклой стороны изделия). При правке этим способом отдельные участки сварного соединения нагреваются до температур термопластического состояния (1000 – 12000С). Нагреваются те зоны, сокращение которых при последующем охлаждении приводит к уменьшению деформации изгиба. В качестве источника теплоты при нагреве применяется, как правило, пламя газовой горелки. Термическая правка местным нагревом ведет к повышению остаточных напряжений в сварных швах и к исчерпыванию пластических свойств в активной зоне, поэтому после термической правки местным нагревом целесообразно для снятия остаточных напряжений производить высокий отпуск сварного изделия. Кроме того, при этом способе сварки возможно образование трещин и разрывов в сварных швах.
Высокий отпуск
Высокий отпуск сварных изделий выполняется при их жестком закреплении в зажимных приспособлениях.





