Конструкция приспособления состоит из двух частей: гостированного базового блока и наладочной части.
Базовый блок (7300-0283 ГОСТ 16839-89) имеет нижнюю и верхнюю кондукторные плиты. Нижняя кондукторная плита имеет два отверстия диаметром Ø20 Н 7 для базирования установочной наладочной части. Верхняя кондукторная плита (7030-1191 ГОСТ 16890-89) имеет прямоугольное отверстие и два цилиндрических отверстия диаметром Ø20 Н 7 для базирования и крепления верхней наладочной части приспособления. Такая конструкция верхней кондукторной плиты позволяет производить быструю замену наладочной части при смене объекта производства.
Установочная наладочная часть состоит из кольцевого установочного элемента 2 (см. рис. 18) и запрессованного в него цилиндрического пальца 3. Базирование и закрепление этой части наладки на нижней части базового блока осуществляется с помощью пальцев 1 и 12, которые установлены в базовом блоке.
Для улучшения собираемости наладок с базовым блоком целесообразно применять цилиндрические и срезанные пальцы.
Конструкция пальцев представлена на рис. 19 и 20, это цилиндрический палец 7030-2524 ГОСТ 16894-89 и срезанный палец 7030-2534 ГОСТ 16901-89.
Пальцы имеют кольцевые канавки V -образного профиля под конические концы крепежных винтов. Одна из них служит для крепления пальца в корпусе базового блока, а другая – для крепления сменной наладки. Материал пальцев – сталь У7А, твердость HR C 50...56.
Верхняя наладочная часть представляет собой плиту 11 (рис. 18), в которой запрессованы промежуточные кондукторные втулки 6. В них располагаются сменные кондукторные втулки 5, удерживаемые винтами.
На плите располагается зажимной элемент, состоящий из самоустанавливающейся шайбы 8, которая может перемещаться по сферической поверхности опоры 7. Такая конструкция зажимного элемента обеспечивает компенсацию тех неточностей, с которыми изготовлены базовый блок, наладочные части и сама заготовка, и создаёт гарантированное прилегание зажимного элемента по плоскости закрепления заготовки.
Следует учитывать, что любая конструкция зажимного элемента должна обеспечивать зазор ∆ между торцом кондукторной втулки 1, установленной в верхней кондукторной плите 2, и заготовкой 3, необходимой для выхода стружки при обработке (рис. 21).
Плита 11 (рис. 18) базируется на базовом блоке с помощью пальцев 4 и 10 и закрепляется винтами. Конструкция пальцев представлена на рис. 22. и 23. Палец 10 – цилиндрический 7030-2544 ГОСТ 16894-89, а палец 4 – срезанный 7030-2254 ГОСТ 16895-89.
Материал пальцев – сталь У7А, твердость HR C 50...56.
Принцип действия приспособления. При подаче сжатого воздуха в соответствующую полость пневмоцилиндра базового блока верхняя кондукторная плита с верхней наладочной частью перемещается вверх. В этом положении производится установка (базирование) заготовки на установочные элементы нижней наладочной части. При подаче сжатого воздуха в другую полость пневмоцилиндра опускается верхняя кондукторная плита, в результате чего обеспечивается закрепление заготовки.
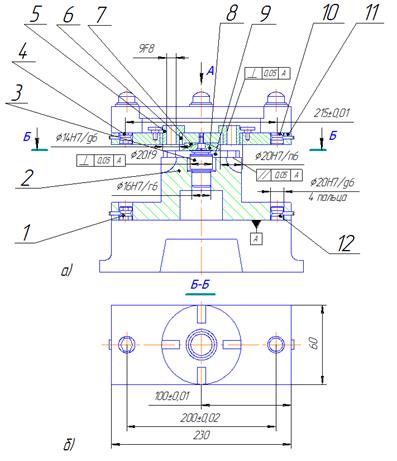
Рис. 18. Общий вид станочного приспособления:
а, б – проекции общего вида;
в – проекция общего вида
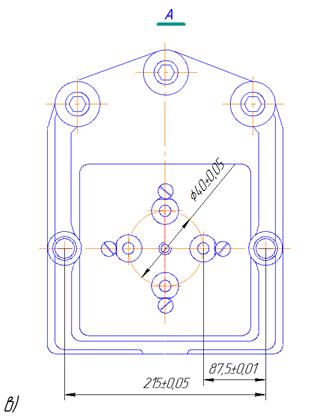
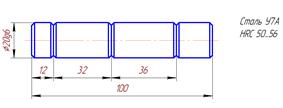
Рис. 19. Палец установочный цилиндрический
7030-2524 ГОСТ 16894-89
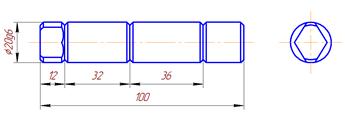
Рис. 20. Палец установочный срезанный
7030-2534 ГОСТ 16901-89
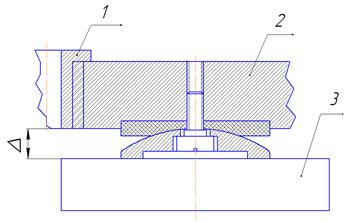
Рис. 21. Конструкция зажимного элемента приспособления
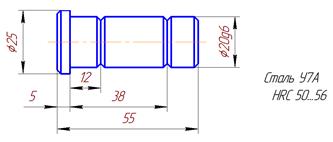
Рис. 22. Палец установочный цилиндрический с головкой
7030-2544 ГОСТ 16894-89

Рис. 23. Палец установочный срезанный с головкой
7030-2254 ГОСТ 16895-89






