Номинальные размеры, получаемые после выполнения каждого i-го перехо-да, определяются по следующим формулам:
для наружной поверхности
Di=Di+1+2Z i+1 (7.1)
для отверстий
Di=Di+1-2Z i+1 (7.2)
где Di- размер, получаемый после i-го перехода;
Di+1- размер, получаемый на последующем переходе;
Zi+1- номинальный припуск на сторону на последующем переходе.
Максимальный припуск на диаметр на первом переходе определяется по следующим формулам:
для наружной поверхности
2Z1max=2Z1+Td1+ES0 (7.3)
для внутренней поверхности
2Z1max=2Z1+Td1+EI0 (7.4)
где Z1max – максимальный припуск на сторону на первом переходе;
Z1- номинальный припуск на сторону на первом переходе;
Td1- допуск размера на первом переходе;
ES0- верхнее предельное отклонение размера заготовки;
EI0- нижнее предельное отклонение размера заготовки.
Максимальные припуски на диаметр для последующих переходов можно определить, используя формулу:
2Z imax=2Zi+Tdi, (7.5)
где Z imax- максимальный припуск на сторону;
Zi- номинальный припуск на сторону на i-м переходе;
Tdi – допуск размера на i-м переходе.
Поверхность №2. Это наружная поверхность диаметром Ø50h14(-0.62)включает 1 этап обработки: «Точить начерно».
Строка, определяющая параметры исходной заготовки, для этой поверхнос-ти заполняется значениями, определенными на предыдущем этапе (глава 4, табл.4.2, табл.4.3).
Очевидно, что номинальный припуск на первом переходе будет равен обще-му припуску заготовки 2Z1= Z об =3,4мм.
Операционный размер на первом переходе равен размеру на чертеже детали: D=50-0,62.
Поверхность №4. Данная наружная поверхность диаметром Ø70H8(-0,046) включает три этапа обработки: «Точить начерно», «Точить получисто», «Точить начисто».
В соответствии с таблицей П.5.2 и П.5.5 номинальные припуски на диаметр на втором и третьем переходах:
2Z2=1,5
2Z3=0,3
Номинальный припуск для перехода «Точить начерно» определяется как разность между общим припуском и суммой припусков на переходах «Точить получисто», «Точить начисто»:
2Z1= Z об – (2Z2+2Z3)
2Z1=3,4-(1,5+0,3)=1,6мм.
Для определения номинальных размеров воспользуемся формулой (7.2):
D2=D3+2Z3=70+0,3=70,3мм
D1= D2+2Z2=70,3+1,5=70,8мм.
Максимальные припуски на каждом из переходов в соответствии с форму-лой (7.3):
2Z3max= 2Z3+Td3=0,3+0,046=0,346мм
2Z2max= 2Z2+Td2=0,3+0,12=0,42мм.
Максимальный припуск на диаметр на первом переходе Z1max в соответст-вии с формулой (7.4):
2Z1max= 2Z1+Td1+El0,
2Z1max= 1,6+0,46+1,1=3,16мм.
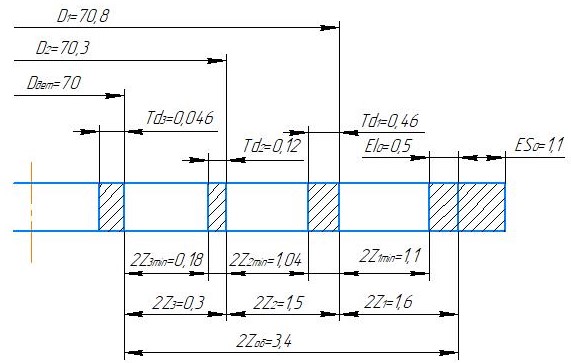
Рис.7.1. Схема расположения операционных припусков для наружной поверхности 4
Поверхность №6. Данная внутренняя поверхность диаметром Ø36H8(+0,039) включает три этапа обработки: «Расточить начерно», «Расточить получисто», «Расточить начисто».
В соответствии с таблицей П.5.3 и П.5.8 номинальные припуски на диаметр на втором, третьем и четвертом переходах:
2Z2=0,3
2Z3=0,1
Номинальный припуск для перехода «Расточить начерно» определяется как разность между общим припуском и суммой припусков на переходах «Расточить получисто», «Расточить начисто»:
2Z1= Z об – (2Z2+2Z3)
2Z1=3,2-(0,3+0,1)=2,8мм.
Для определения номинальных размеров воспользуемся формулой (7.2):
D2=D3-2Z3=36-0,1=35,9мм
D1= D2-2Z2=35,9-0,3=35,6мм.
Максимальные припуски на каждом из переходов в соответствии с форму-лой (7.3):
2Z3max= 2Z3+Td3 =0,1+0,039=0,139мм
2Z2max= 2Z2+Td2=0,3+0,16=0,46мм.
Максимальный припуск на диаметр на первом переходе Z1max в соответст-вии с формулой (7.4):
2Z1max= 2Z1+Td1+El0,
2Z1max= 2,8+0,39+0,039=3,229мм.
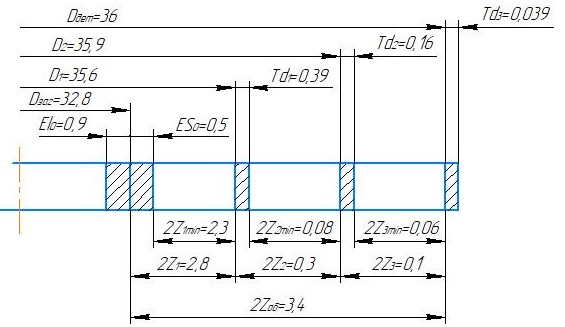
Рис.7.2. Схема расположения операционных припусков для внутренней поверхности 6
Все полученные операционные размеры и припуски необходимо представить в виде таблицы (табл.7.1).
Таблица 7.1.






