Содержание
Введение
. Краткое описание механической части и технологии работы неавтоматизированного устройства
. Расчет силовых приводов
. Выбор системы управления и составление структурной схемы автоматического управления
. Составление и описание принципиальной электрической схемы автоматического управления
. Подбор типовых элементов
. Охрана труда
Заключение
Список литературы
Введение
Автоматизация технологических процессов в вагоноремонтном производстве приводит к резкому повышению производительности труда за счет увеличения скоростей выполнения технологических операций, высвобождения рабочих, улучшения условий труда и качества выпускаемой продукции. Обязательной является автоматизация производства, аредного для здоровья человека.
В данном курсовом проекте разрабатывается автоматизация технологического процесса подачи неисправных роликовых подшипников со стола контролера в ремонтное отделение. Для этого первоначально решаются вопросы полной автоматизации этого технологического процесса - его всех операций и производится расчет узла электропривода транспортера, а также пневмоцилиндра толкателя. Затем выбирается система управления, и составляются структурная и принципиальная схемы автоматизации. Выполняется подбор типовых элементов и приборов автоматики. Далее описываются требования к технике безопасности при эксплуатации разработанного узла.
Краткое описание механической части и технологии работы неавтоматизированного устройства
В реально существующем процессе ремонта колесных пар с роликовыми подшипниками качения применяются некоторые средства автоматизации или механизации технологических процессов производства.
Так, для подачи подшипников со стола контролера в отделение по ремонту роликовых подшипников используется ленточный транспортер, окончание которого находится в монтажном отделении. Элементами, составляющими данный транспортер являются:
электродвигатель 4А112М4У3 (N=5,5 Вт, n=720 об/мин);
редуктор червячный с передаточным числом n=12;
упругая муфта;
два концевых ролика диаметром 10 см,
промежуточные ролики, d=5 см;
транспортерная лента L=42 м.
Этот транспортер условно можно поделить на 3 зоны: а) зона отправки подшипников, б) зона приема в ремонтное отделение, в) зона приема в монтажное отделение.
Перед отправкой в ремонт или монтаж подшипники проверяются на столе у контролера после обмывки и очистки на наличие дефектов.
Подшипники, требующие ремонта контролер помечает мелом и кладет на транспортер (зона «а»). Наблюдатель в отделении по ремонту просматривает все подшипники, проходящие на транспортере и забирает те, которые помечены (зона «б»). В отдельных случаях из за невнимательности наблюдателя некоторые помеченные подшипники уходят в монтажное отделение (зона «в»). Там обнаруживается, что подшипник требует ремонта и вручную транспортируется в ремонт. Кроме того непрерывно работающий транспортер вызывает излишние затраты электроэнергии на работу электродвигателя.
В рассматриваемом технологическом процессе привод ленточного транспортера электрический (по условию задания). Для гарантированного съема подшипников, требующих ремонта в зоне «б» применим пневматический толкатель, сбрасывающий нужные подшипники с транспортера в накопительный лоток.
Разработку механической части ведем исходя из конструктивных соображений и руководствуясь рекомендуемой литературой. Исходя из альбомных размеров роликовых подшипников и расстояния между столом контролера и комплектовочным отделением равным 20 метров определяем габариты разрабатываемого устройства. Исходя из расстояния между отделением монтажа букс и столом контролера длина транспортера будет равна 20 метрам. Ширину транспортерной ленты определяем исходя из диаметра подшипников, равного 280 мм.
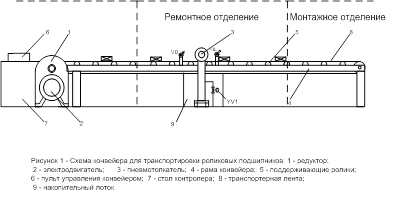
Вычерчиваем схематически механическую часть транспортера. Схема представлена на рисунке 1.
Расчет силовых приводов
Выбор электродвигателя
Заключение
В данном курсовом проекте было спроектировано приспособление для транспортировки неисправных роликовых подшипников в отделение по ремонту. Кроме автоматизации существующей механической системы в нее был добавлен такой элемент, как пневматический толкатель, обеспечивающий стопроцентное поступление неисправных подшипников к месту назначения в отличие от ранее существующего процесса, когда наблюдатель мог просмотреть помеченный подшипник. В результате внедрения полученного приспособления в производство отпадает ручной процесс приема подшипников и высвобождается рабочее место наблюдателя, что уменьшает затраты производства на заработную плату. Кроме того отпадает необходимость помечать неисправный подшипник.
Список литературы
1. Перельман Д.Я. и др. Комплексная механизация и автоматизация подвижного состава. - М.: Транспорт, 1997.
2. Терешкин Л.В., Зеленин И.Г. механизация и автоматизация производственных процессов при ремонте пассажирских вагонов. - М. Транспорт 1974.
. Амелина А.А. Устройство и ремонт вагонных букс с роликовыми подшипниками. - М. Транспорт 1975.
. Иванов М.Н. Детали машин. Курсовое проектирование. - М. Высшая школа 1976.
Содержание
Введение
. Краткое описание механической части и технологии работы неавтоматизированного устройства
. Расчет силовых приводов
. Выбор системы управления и составление структурной схемы автоматического управления
. Составление и описание принципиальной электрической схемы автоматического управления
. Подбор типовых элементов
. Охрана труда
Заключение
Список литературы
Введение
Автоматизация технологических процессов в вагоноремонтном производстве приводит к резкому повышению производительности труда за счет увеличения скоростей выполнения технологических операций, высвобождения рабочих, улучшения условий труда и качества выпускаемой продукции. Обязательной является автоматизация производства, аредного для здоровья человека.
В данном курсовом проекте разрабатывается автоматизация технологического процесса подачи неисправных роликовых подшипников со стола контролера в ремонтное отделение. Для этого первоначально решаются вопросы полной автоматизации этого технологического процесса - его всех операций и производится расчет узла электропривода транспортера, а также пневмоцилиндра толкателя. Затем выбирается система управления, и составляются структурная и принципиальная схемы автоматизации. Выполняется подбор типовых элементов и приборов автоматики. Далее описываются требования к технике безопасности при эксплуатации разработанного узла.
Краткое описание механической части и технологии работы неавтоматизированного устройства
В реально существующем процессе ремонта колесных пар с роликовыми подшипниками качения применяются некоторые средства автоматизации или механизации технологических процессов производства.
Так, для подачи подшипников со стола контролера в отделение по ремонту роликовых подшипников используется ленточный транспортер, окончание которого находится в монтажном отделении. Элементами, составляющими данный транспортер являются:
электродвигатель 4А112М4У3 (N=5,5 Вт, n=720 об/мин);
редуктор червячный с передаточным числом n=12;
упругая муфта;
два концевых ролика диаметром 10 см,
промежуточные ролики, d=5 см;
транспортерная лента L=42 м.
Этот транспортер условно можно поделить на 3 зоны: а) зона отправки подшипников, б) зона приема в ремонтное отделение, в) зона приема в монтажное отделение.
Перед отправкой в ремонт или монтаж подшипники проверяются на столе у контролера после обмывки и очистки на наличие дефектов.
Подшипники, требующие ремонта контролер помечает мелом и кладет на транспортер (зона «а»). Наблюдатель в отделении по ремонту просматривает все подшипники, проходящие на транспортере и забирает те, которые помечены (зона «б»). В отдельных случаях из за невнимательности наблюдателя некоторые помеченные подшипники уходят в монтажное отделение (зона «в»). Там обнаруживается, что подшипник требует ремонта и вручную транспортируется в ремонт. Кроме того непрерывно работающий транспортер вызывает излишние затраты электроэнергии на работу электродвигателя.
В рассматриваемом технологическом процессе привод ленточного транспортера электрический (по условию задания). Для гарантированного съема подшипников, требующих ремонта в зоне «б» применим пневматический толкатель, сбрасывающий нужные подшипники с транспортера в накопительный лоток.
Разработку механической части ведем исходя из конструктивных соображений и руководствуясь рекомендуемой литературой. Исходя из альбомных размеров роликовых подшипников и расстояния между столом контролера и комплектовочным отделением равным 20 метров определяем габариты разрабатываемого устройства. Исходя из расстояния между отделением монтажа букс и столом контролера длина транспортера будет равна 20 метрам. Ширину транспортерной ленты определяем исходя из диаметра подшипников, равного 280 мм.
Вычерчиваем схематически механическую часть транспортера. Схема представлена на рисунке 1.
Расчет силовых приводов





