Содержание
Введение
1 Анализ конструкции сборочной единицы
1.1 Служебное назначение сборочной единицы
1.2 Составление технологического процесса сборки
1.3 Выбор технологического метода сборки на основе расчёта размерной цепи
2 Разработка технологического процесса изготовления детали
2.1 Назначение детали и оценка её технологичности
2.2 Определение типа производства
2.3 Выбор вида заготовки и способа ее получения
2.4 Выбор металлорежущих станков
2.5 Определение межоперационных припусков, допусков и размеров заготовки
2.6 Определение режимов обработки
2.7 Выбор технологических баз
3 Нормирование технологического процесса
Заключение
Литература
Введение
Машиностроение является важнейшей отраслью промышленности. Его продукция — машины различного назначения поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется не только улучшением конструкций машин, но и непрерывным совершенствованием технологии их производства. Важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив высокопроизводительное оборудование, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит надежность работы выпускаемых машин, а также экономика их эксплуатации.
Совершенство конструкции машины характеризуется ее соответствием современному уровню техники, экономичностью в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления применительно к заданному выпуску и условиям производства.
В период научно-технической революции и при высоких темпах технического прогресса важное значение имеет всемерное ускорение технологической подготовки производства новых объектов. Эта задача может быть решена путем разработки и широкого использования типовых технологических процессов, применения гибких быстропереналаживаемых средств производства, нормализованной и обратимой оснастки.
Анализ конструкции сборочной единицы
Служебное назначение сборочной единицы
Данный вал осуществляет передачу вращательного движения от привода механизма с изменением крутящего момента.
В данной тележке передача крутящего момента осуществляется цилиндрической шестерней, расположенной на вале. Сборочная единица устанавливается в корпусе по средствам подшипников качения.
Составление технологического процесса сборки
Последовательность сборки зависит от конструкции собираемого изделия и степени дифференциации сборочных работ.
Наиболее полное и наглядное представление о сборочных свойствах изделия, о его технологичности и возможностях ограниченности процесса сборки дают технологические схемы сборочных операций.
В простейших случаях схема сборочного состава изделия представляет собой одновременно и технологическую карту сборки.
Для сложного изделия целесообразно строить укрупненную логическую схему для общей сборки и технологические карты для сборки отдельных сборочных единиц.
Схема сборки помогает персоналу цеха ознакомится с последовательностью сборки новой машины, производить комплектование машины, определять порядок подачи сборочных единиц деталей к месту сборки, правильно расставить рабочих и сортировать сборочное производство. Схема сборки и разборки, необходимой в процессе сборки машины, должна показывать последовательность процессов и служит оперативным документом.
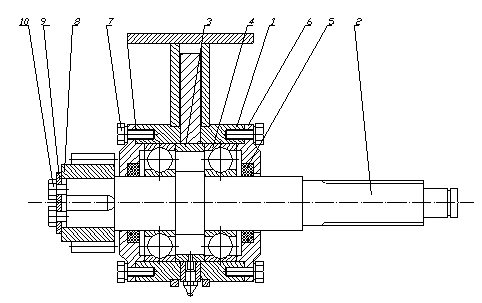
Рисунок 1 – Исходная схема
Схема сборки строится следующим образом: лист бумаги разбивается на несколько зон соответственно названию сборочных единиц, деталей и машин в целом.
Каждый из составляющих элементов машины обозначается прямоугольником, в котором указывается наименование, номер детали по чертежу и их количество.
Положение условных обозначений деталей и сборочных единиц показывает последовательность их поступления на сборку: линия со стрелками – направление их движения и характер выполняемого процесса сборки или разборки.
При построении схем знаки в прямоугольниках, обозначающих сборочную единицу, иногда указывают трудоёмкость её сборки.
На рисунке 1 приведена схема собираемого узла с чертежом сборочной единицы изготовляемой детали – вала.
Основываясь на схему сборки, составим технологический процесс сборки.
Переход 1.
На вал 2 установить подшипники 4 и кольцо3.
Переход 2.
Вал 2 установить в корпус 1 поджать крышками 6 и закрутить болты 7
Переход 3.
На вал 2 надеть шестерню 8 поджать крышкой 9 и закрутить болты 10
Рисунок 2 – Размерная цепь
Метод максимума и минимума
| Звено размерной цепи
| Характеристика звена
| Номинальный размер,
мм
| Квалитет точности,
IT
| Предельное отклонение, мм
|
| верхнее
| нижнее
|
| А1
| Увеличивающее
| 135
| H11
| +0,25
| 0
|
| А2
| Уменьшающее
| 10,5
| h11
| 0
| -0,11
|
| А3
| Уменьшающее
| 39
| -
| 0
| -0,12
|
| А4
| Уменьшающее
| 36
| h11
| 0
| -0,16
|
| А5
| Уменьшающее
| 39
| -
| 0
| -0,12
|
| А6
| Уменьшающее
| 10,5
| h11
| 0
| -0,11
|
| АD
| Замыкающее
| 0
| -
| +1,02
| 0
|
Прямая задача
Составим расчетную схему размерной цепи






Определим номинальный размер замыкающего звена
АD=  ,
,
где Аi ув – увеличивающие звенья, мм
Аi ум – уменьшающие звенья, мм
АD=  =0
=0
Выбираем допуски на звенья размерной цепи
ТА1=135Н12=135+0,4 ТА4=36h10=36-0,16
ТА2=10,5h10=10,5-0,11 ТА5=39-0,12
ТА3=39-0,12 ТА6=10,5h10=10,5-0,11
Определим верхнее отклонение замыкающего звена ЕSAD, мм
ЕSAD=  ,
,
где  - верхнее отклонение увеличивающих звеньев размерной цепи, мм;
- верхнее отклонение увеличивающих звеньев размерной цепи, мм;
 - нижнее отклонение уменьшающих звеньев размерной цепи, мм.
- нижнее отклонение уменьшающих звеньев размерной цепи, мм.
Подставим численные значения:
ЕSAD=0,4-( )=1,02
)=1,02
Определим нижнее отклонение замыкающего звена размерной цепи ЕiAD, мм
ЕiAD= 
где  - нижнее отклонение увеличивающих звеньев размерной цепи, мм;
- нижнее отклонение увеличивающих звеньев размерной цепи, мм;
 - - верхнее отклонение уменьшающих звеньев размерной цепи, мм.
- - верхнее отклонение уменьшающих звеньев размерной цепи, мм.
Подставим численные значения:
ЕiAD=0
Рассчитаем допуск замыкающего звена размерной цепи ТАD, мм
ТАD=ЕSAD-EiAD,
ТАD=1,02
Таким образом, АD=0+1,02мм.
Обратная задача
Предположим, что допуск замыкающего звена размерной цепи равен ТАD=670, мкм. Определим число единиц допуска а
 ,
,
где  - среднеарифметическое значение размера из интервала диаметров по
- среднеарифметическое значение размера из интервала диаметров по
ГОСТ 25346 – 82мм.
Определим :
А ср.=  =570 А ср.=
=570 А ср.=  =146,97
=146,97
А ср.=  =4,746 А ср.=
=4,746 А ср.=  =212,13
=212,13
А ср.=  =13,416 А ср.=
=13,416 А ср.=  =38,73
=38,73
Подставим численные значения: 


По полученному значению единиц допуска выбираем квалитет:
 IT9
IT9
ТА1=135Н9=135+0,1 ТА4=36h19=36-0,062
ТА2=10,5h19=10,5-0,043 ТА5=39-0,12
ТА3=39-0,12 ТА6=10,5h19=10,5-0,043
Выполним проверку
ТАD=  , (109)
, (109)
ТАD=0,49
Определим величину, на которую необходимо изменить допуск D, мм:
D= ТАD- , (110)
Подставим численные значения:
D=0,49
Добавим полученную разницу к допуску звена, которое наиболее трудно обрабатывать. Выбираем звено А1 – получим нестандартный допуск: А1=135+0,59. Назначенный нестандартный допуск на звено А1 соответствует IT11
Выбор технологических баз
| Рисунок 5 - Схема базирования детали на операции 005
| |
| Рисунок 7 - Схема базирования детали на операциях 010, 015, 035 и 040
| |
| Рисунок 6 - Схема базирования детали на операциях 020 и 025
| |
Заключение
В ходе выполнения курсовой работы был разработан технологический процесс изготовления детали типа «вал-шестерня». При этом проектирование велось с учётом необходимости обеспечения заданной точности и шероховатости поверхности детали при наименьших затратах на её производство.
Так доказана необходимость изготовления заготовки прокатом, использование постоянства баз позволило свести погрешность закрепления заготовки (детали), а выбор наилучшего варианта обработки основных поверхностей позволил достичь заданной точности при оптимальных затратах на производство.
При выборе металлорежущего оборудования учитывались геометрические размеры заготовки, что позволило рационально использовать выбранные станки, обеспечивающие необходимую мощность резания.
Литература
1. Курсовое проектирование по технологии машиностроения. Под ред. А. Ф. Горбацевича. – Минск: Высшая школа, 1975 – 288с.
2. Основы технология машиностроения. Под ред. В. С. Корсакова, изд. 3-е, доп. и перераб. учебник для вузов. М.: Машиностроение, 1977-416с.
3. Справочник технолога-машиностроителя. Том 1. Под ред. А. Г. Косилова и Р. К. Мещерякова – М.: Машиностроение, 1972 - 694 с.
4. Справочник технолога-машиностроителя. Том 2. Под ред. А. Н Малова – -М.: Машиностроение, 1972 - 568 с.
Содержание
Введение
1 Анализ конструкции сборочной единицы
1.1 Служебное назначение сборочной единицы
1.2 Составление технологического процесса сборки
1.3 Выбор технологического метода сборки на основе расчёта размерной цепи
2 Разработка технологического процесса изготовления детали
2.1 Назначение детали и оценка её технологичности
2.2 Определение типа производства
2.3 Выбор вида заготовки и способа ее получения
2.4 Выбор металлорежущих станков
2.5 Определение межоперационных припусков, допусков и размеров заготовки
2.6 Определение режимов обработки
2.7 Выбор технологических баз
3 Нормирование технологического процесса
Заключение
Литература
Введение
Машиностроение является важнейшей отраслью промышленности. Его продукция — машины различного назначения поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется не только улучшением конструкций машин, но и непрерывным совершенствованием технологии их производства. Важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив высокопроизводительное оборудование, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит надежность работы выпускаемых машин, а также экономика их эксплуатации.
Совершенство конструкции машины характеризуется ее соответствием современному уровню техники, экономичностью в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления применительно к заданному выпуску и условиям производства.
В период научно-технической революции и при высоких темпах технического прогресса важное значение имеет всемерное ускорение технологической подготовки производства новых объектов. Эта задача может быть решена путем разработки и широкого использования типовых технологических процессов, применения гибких быстропереналаживаемых средств производства, нормализованной и обратимой оснастки.
Анализ конструкции сборочной единицы




