СТРОИТЕЛЬНОЙ ИНДУСТРИИ И ГОРОДСКОГО ХОЗЯЙСТВА
К У Р С ЛЕКЦИЙ
по дисциплине:
Строительные материалы и Архитектурное материаловедение по теме «Сборные железобетонные и бетонные строительные изделия»
для студентов, обучающихся по специальностям:
270101, 270802
Методические рекомендации
рассмотрены и одобрены
на заседании цикловой комиссии
_____________________________
протокол № от 2011г.
Санкт-Петербург
2011год.
САНКТ-ПЕТЕРБУРГСКОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КОЛЛЕДЖ
СТРОИТЕЛЬНОЙ ИНДУСТРИИ И ГОРОДСКОГО ХОЗЯЙСТВА
Преподаватели: Т. М. Погодина
Т. А. Куркина
Предметы: «Строительные материалы»
«Архитектурное материаловедение»
Cанкт - Петербург
2011 год.
Содержание.
1. Общие сведения о железобетоне…………………………………………………… стр.3
2. Смысл армирования железобетонных конструкций работающих на изгиб………………………………………………………………………………………………….стр. 3
3. Работа неармированной бетонной и армированной железобетонной балки…………………………………………………………………………………………………стр. 3
4. Монолитные железобетонные конструкции………………………………… стр.5
5. Общая технологическая схема изготовления железобетонных конструкций………………………………………………………………………………………стр. 7
6. Армирование ………………………………………………………………………………… стр. 7
7. Приготовление бетонной смеси…………………………………………………… стр. 9
8. Уплотнение бетонной смеси…………………………………………………………..стр. 10
9. Виды формования железобетонных конструкций…………………………стр.12
10. Твердение бетона…………………………………………………………………………..стр. 13
11. Способы производства железобетонных и бетонных сборных конструкций…………………………………………………………………………………… стр.15
12. Основные виды сборных железобетонных изделий…………………….стр. 17
13. Маркировка, транспортирование и складирование железобетонных изделий……………………………………………………………………………………………стр. 24
14. Контрольные вопросы……………………………………………………………………стр. 24
15. Используемая литература………………………………………………………………стр. 27
Общие сведения о железобетоне
Армированный стальными стержнями бетон называют железобетоном.
Бетон имеет недостаток, присущий всем каменным материалам, он хорошо работает на сжатие, но плохо сопротивляется изгибу и растяжению. Прочность бетона на растяжение составляет всего около 1/10…. 1/15 его прочности на сжатие. Чтобы повысить прочность бетонных конструкций на растяжение и изгиб, в бетон укладывают стальную проволоку или стержни, называемые арматурой. Патент на изобретение железобетона был выдан французу Ж. Монье в 1867 г., хотя известны попытки использования железобетона и до него (например, в 1849г. инженером Г.Е.Паукером в России и в 1845г. В. Уилкинсоном в Англии).
Первоначально железобетон применялся довольно ограниченно. В настоящее время – это основной композиционный конструкционный материал в жилищном и промышленном строительстве.
Смысл армирования железобетонных конструкций, работающих на изгиб.
Железобетон – это композиционный материал, в котором арматура и бетон работают совместно, помогая друг другу. Хорошее сцепление стали с бетоном приводит к тому, что под нагрузкой эти два материала работают как одно целое.
Общая технологическая
схема изготовления железобетонных конструкций:
1. Армирование
2. Приготовление бетонной смеси
3. Укладка бетонной смеси и её уплотнение
4. Твердение
5. Склад.
Армирование железобетонных конструкций осуществляется отдельными стержнями, сетками, пространственными каркасами, проволокой. Стержневую горячекатаную арматуру изготовляют гладкой А240 (А-I) или периодического профиля (классов А 300 (А-II); А 400 (А- III); А 600 (А-IV); А 800(А-V) и А 1000 (А-VI). Лучшими характеристиками обладает горячекатаная арматура периодического профиля классов: Ат 400С; Ат 500С; Ат 600; Ат 600С; Ат 600К; Ат 800К; Ат 800, подвергнутая термическому упрочнению,(Ат – арматура термическая упрочнённая; индекс С – свариваемая; К – коррозиостойкая).
Арматурная холоднотянутая проволока также может изготовляться гладкой (классов В I и ВII) либо периодического профиля (классов ВрI и ВрII).
Высокопрочная проволока класса В-II намного превосходит обыкновенную класса В-I по механическим свойствам (см.табл. 1)
В настоящее время в железобетонных конструкциях в качестве ненапрягаемой арматуры предпочтение отдают стержневой арматурной стали классов А 400 (А-III) и Ат 600С(Ат-IVС), а также арматурной проволоке Вр-I.
К эффективным видам напрягаемой арматуры относится стержневая арматурная сталь классов А 800(А-V); А 1000 (А-VI); Ат 800(Ат-V) и Ат 1000(Ат-VI), высокопрочная проволока и получаемые из неё арматурные канаты.
Наиболее употребительные виды арматурных сталей и их основные характеристики приведены в таблице №1.
Виды арматуры
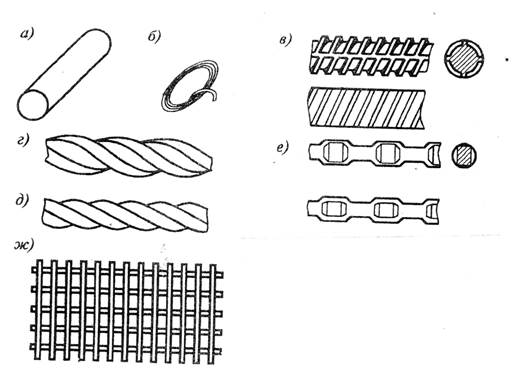
Рис.3
а) гладкая стержневая, б) гладкая проволочная, в) горячекатаная периодического профиля, г), д) пряди из проволоки,
е) холодносплющенная, ж) сварная сетка.
Приготовление бетонной смеси. Бетонные смеси приготовляют в бетоносмесительных цехах предприятий сборного железобетона или на автоматизированных бетонных заводах. Приготовление бетонной смеси должно обеспечить получение однородной массы. Оно состоит из точного дозирования и смешивания исходных материалов. Составляющие материалы дозируют по массе (исключение допускается для воды). Дозаторы применяют с автоматическим и ручным управлением для малых бетоносмесительных установок
Бетоносмесительные машины циклического действия подразделяют на гравитационные и с принудительным смешиванием. Для получения подвижных бетонных смесей применяют гравитационные бетоносмесители, работающие по принципу свободного падения перемешиваемого материала,(V ёмкости – 1200 дм3 – около 3 мин., V ёмкости 2400 дм3 около 3 мин.).
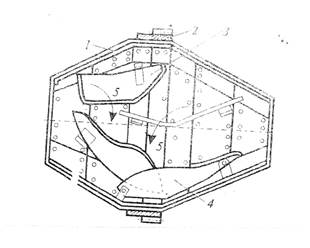
Рис. 4
Схема конусного барабана гравитационного бетоносмесителя:
1- корпус; 2 – обечайка; 3 и 4 – лопасти; 5 – стрелки показывают перемещение бетонной смеси.
Жёсткие бетонные смеси перемешивают в смесителях принудительного действия. В этих смесителях бетонная смесь принудительно перемешивается в смесительной чаше или барабане при помощи смешивающих устройств: лопастей, лопаток, гребков.
Для приготовления растворных и мелкозернистых бетонных смесей используют лопастные и шнековые смесители с приводным горизонтальным валом.
Для жёстких мелкозернистых смесей с низкими В/Ц эффективно виброперемешивание.
Уплотнение бетонной смеси. В результате уплотнения бетонная смесь заполняет форму или опалубку, причём уплотнённая бетонная смесь должна быть однородной. После уплотнения объём воздушных пустот должен составлять не более 2 – 3% воздуха (т. е. 20 – 30 дм3 на 1 м3 бетонной смеси). Основным способом уплотнения бетонных смесей является вибрирование. При вибрировании силы трения и сцепления между частицами бетонной смеси уменьшаются, зёрна заполнителей укладываются компактно, промежутки между ними заполняются цементным тестом, а пузырьки воздуха вытесняются наружу.
Плотность укладки бетонной смеси контролируют по величине коэффициента уплотнения, который равен отношению фактической плотности свежеуплотнённого бетона к его расчётной плотности. Уплотнение считается «полным» при Купл = 0,98 – 1.
Для каждой бетонной смеси имеется своя оптимальная интенсивность вибрирования, которая достигается правильным сочетанием амплитуды и частоты колебаний.
На заводах сборных железобетонных изделий жёсткие бетонные смеси эффективно уплотнять на стационарных низкочастотных резонансных виброплощадках с амплитудой 0,7 мм и частотой 25 – 30 Гц; к тому же уровень шума при работе низкочастотных виброплощадок сравнительно невысок. Для виброуплотнения подвижных и мелкозернистых бетонных смесей оптимальные амплитуды уменьшаются до 0,15 – 0,4 мм; соответственно необходимой интенсивности увеличивается частота колебаний до 50 – 150 Гц.
При принятых параметрах вынужденных колебаний для каждой бетонной смеси имеется своя критическая продолжительность виброуплотнения.
В зависимости от рода привода и движущей энергии различают электромеханические, электромагнитные и пневматические вибраторы.
Применяют главным образом вибраторы, приводимые в действие электродвигателем; колебания создаются механическим путём в результате вращения неуравновешенных грузов (эксцентриков или дебалансов), которые могут быть расположены непосредственно на оси ротора двигателя либо соединены с ним при помощи гибкого вала. Рабочая часть вибратора выполняется в виде площадки (виброплощадки, переносные поверхностные вибраторы), или наконечника (штыка, булавы и т.д.).
Для формования сборных железобетонных изделий широко используют стационарные виброплощадки различной грузоподъёмности.
Переносные вибраторы применяют при изготовлении изделий (в особенности крупноразмерных) на стендах, а также для уплотнения монолитного бетона на строительной площадке.
Переносной строительный вибратор рис.5 применяют при бетонировании плоских конструкций (плит, полов, дорожных покрытий), а глубинные вибраторы и с гибким валом – при изготовлении сборных железобетонных конструкций в неподвижных формах и бетонировании монолитных конструкций.
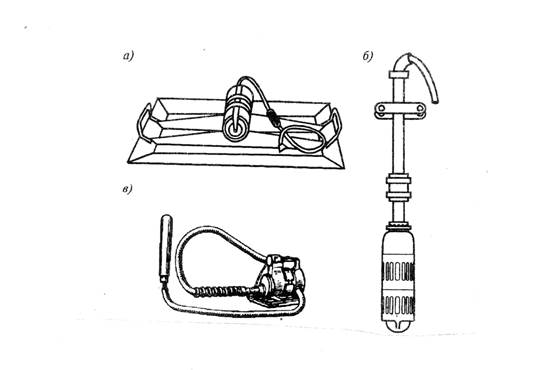
Рис.5 Переносные вибраторы:
а) поверхностный, б) глубинный, в) с гибким валом.
Для уплотнения бетонных смесей, укладываемых в массивные (например, гидротехнические) сооружения, применяют перемещаемые краном пакеты внутренних вибраторов. Они позволяют устранить ручной труд, применять малоподвижные бетонные смеси (с осадкой конуса 0-2 см) и сильно увеличивать толщину слоя бетонирования. Этот способ уплотнения используют также для укладки камнебетона.
На практике часто используют комбинированные способы уплотнения бетонной смеси. так, при формовании железобетонных изделий из жёстких бетонных смесей применяют вибрирование под нагрузкой. При величине прессующего давления поверхности изделия 0,05-0,15 МПа можно способом вибропрессования плотно уложить особо жёсткие бетонные смеси с количеством воды затворения 120-130 кг/м3 и В/Ц = 0,3-0,35.
Твердение бетона.
Различают естественное и искусственное твердение бетона. Естественное твердение можно ускорить, применяя быстротвердеющие цементы, жёсткие бетонные смеси, добавки-ускорители твердения. Искусственное твердение – так называемая температурно-влажностная обработка, применяемая в заводских условиях.
Для получения 70% прочности надо было бы выдерживать изделия в формах в нормальных условиях не менее 7 сут, что потребовало бы громадного количества форм, большого увеличения производственных площадей. Поэтому одной из главных задач в технологии бетона является усовершенствование существующих и разработка новых методов ускорения твердения бетона.
В настоящее время широко применяют методы тепловой обработки бетона, которые дают возможность повысить температуру бетона при обязательном сохранении его влажности. В результате увеличивается скорость химических реакций взаимодействия цемента с водой и значительно повышается начальная (суточная) прочность бетона.
На заводах сборного железобетона чаще всего применяют:
1 – прогрев изделий при атмосферном давлении в паровоздушной среде с температурой 80 – 85о С;
2 – выдерживание в среде насыщенного пара при 100о С.
Стремятся применять насыщенный пар, чтобы исключить высыхание бетона и создать условия, благоприятствующие гидратации цемента.
Способы твердения.
Пропаривание при нормальном давлении осуществляют в пропарочных камерах периодического или непрерывного действия. В первом случаи, отформованные изделия, находящиеся в формах или поддонах, загружают в камеру с крышкой, которая имеет водяной затвор, препятствующий потере пара. В камеру подают пар, и температура постепенно (со скоростью 15-20о С/ч) повышается до максимальной (80-100оС). При этом изделия прогреваются на всю толщину. Затем даётся изотермическая выдержка, после которой изделия медленно охлаждаются. Постепенный подъём температуры, и постепенное охлаждение обеспечивают более полную гидратацию цемента и предотвращают появление трещин в изделиях. Продолжительность пропаривания зависит от химико-минералогической характеристики цемента и состава бетона: для изделий из подвижных бетонных смесей - 4..8 ч. Режим пропаривания устанавливают после опытной проверки.
Прочность пропаренного бетона (т.е. примерно через 1 сут после изготовления) составляет около 65 – 75% от марки. Следовательно, пропаривание при нормальном давлении ускоряет твердение бетона примерно в 7 – 8 раз.
Различают туннельные (горизонтальные) и вертикальные камеры тепловой обработки непрерывного действия. Формы – вагонетки с отформованными изделиями в этих камерах последовательно проходят три зоны: подогрева, изотермической выдержки и охлаждения. В этих камерах процесс тепловой обработки изделий осуществляется с использованием принципа противотока. Пар поступает в верхнюю зону камеры (зону изотермического прогрева) через перфорированную трубу. Холодные изделия движутся вверх навстречу всё более горячей паровоздушной среде. После прохождения зоны изотермического прогрева изделия опускаются вниз и постепенно охлаждаются.
Запаривание в автоклаве для изделий из ячеистого бетона весьма эффективно. Осуществляемое насыщенным паром высокого давления (0,8-1,3МПа) с температурой 175 – 200о С.
При электропрогреве в качестве источника тепла используют электрическую энергию. Для прогрева бетона применяют трёхфазный переменный ток нормальной частоты (50 Гц). Постоянный ток не пригоден, так как он вызывает разложение (электролиз)воды. Распределение тока в
уложенном бетоне осуществляется через металлические электроды, располагаемые или на поверхности бетона (пластинчатые, полосовые), или внутри него (внутренние стержневые и струнные).
Значительный эффект даёт применение кратковременного (в течение 5 – 10 мин) электроразогрева бетонной смеси до температуры 80 – 90оС в специальных бункерах током напряжения 380 В. предварительно разогретую смесь укладывают в формы и уплотняют. Выделение тепла при гидратации цемента способствует поддержанию повышенной температуры твердеющего бетона и ускорению его твердения.
Способ предварительного электропрогрева смеси успешно применяют при зимних бетонных работах.
Обработка лучистой энергией эффективна для тонкостенных полых изделий. Излучатели инфракрасных лучей в виде нагревательных устройств, обогреваемых электрическим током или газом, помещают в пустоты изделий. Стенки изделия поглощают лучистую энергию, которая аккумулируется в бетоне в виде тепла.
Добавки (хлористого кальция, хлористого натрия, кальцинированной соды, растворимого стекла) ускоряют процессы твердения цемента. Дозировка хлористого кальция составляет 1 – 2% от массы цемента (считая на безводную соль). Увеличение добавки хлористого кальция может привести к коррозии стальной арматуры, а также к появлению высолов на поверхности бетона. Добавка хлористого кальция в 2 – 4 раза увеличивает начальную прочность бетона (в возрасте до 3 сут), а прочность бетона в возрасте 28 сут остаётся примерно той же, что и без добавки. При введении хлористого кальция надо учитывать, что он оказывает пластифицирующее действие на бетонную смесь и даёт возможность на 5 – 6% уменьшить количество воды затворения, а соответственно и расход цемента при изготовлении бетона.
Комплексное использование методов ускорения твердения бетона даёт наибольший технико-экономический эффект.
СТРОИТЕЛЬНОЙ ИНДУСТРИИ И ГОРОДСКОГО ХОЗЯЙСТВА
К У Р С ЛЕКЦИЙ
по дисциплине:
Строительные материалы и Архитектурное материаловедение по теме «Сборные железобетонные и бетонные строительные изделия»
для студентов, обучающихся по специальностям:
270101, 270802
Методические рекомендации
рассмотрены и одобрены
на заседании цикловой комиссии
_____________________________
протокол № от 2011г.
Санкт-Петербург
2011год.
САНКТ-ПЕТЕРБУРГСКОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КОЛЛЕДЖ






