Их численного состава
Нерациональность использования рабочего времени и дезорганизация производства на предприятиях химической чистки устраняется организационной формой, предусматривающей использование комплексных бригад.
Комплексная бригада обычно объединяет в своём составе рабочих различных специальностей. При организации бригад за каждым его членом закрепляется для постоянного выполнения определенная технологическая операция. Однако в случае необходимости каждый член бригады выполняет одну или несколько смежных операций.
При работе комплексной бригады устанавливается общая расценка на все технологические операции. Заработная плата начисляется в целом на бригаду, а распределение ее между членами бригады производится в соответствии с квалификацией, количеством отработанного времени и трудовым вкладом каждого члена бригады в общие результаты труда коллектива. Тем самым заработная плата рабочего становится в прямую зависимость от успешной работы бригады в целом. Это создает заинтересованность всех членов бригады в полезном использовании каждой минуты свободного времени.
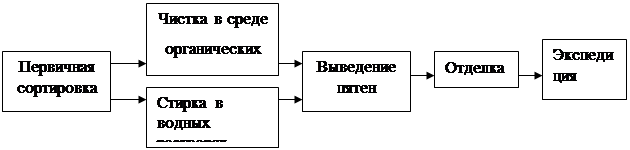
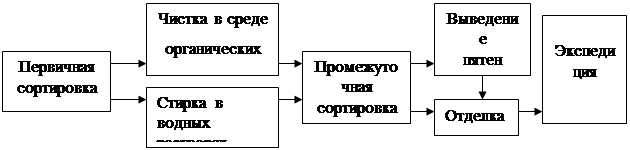
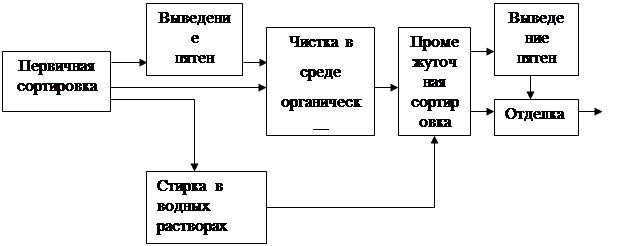
Из-за эффективности организации технологического процесса с использованием комплексных бригад, она получила широкое распространение на предприятиях химической чистки изделий. В состав комплексных бригад входят рабочие, занятые первичной и промежуточной сортировкой изделий, удалением пятен, зачисткой изделий перед обработкой в среде органических растворителей и стиркой в водных растворах. Аппаратчики машин химчистки обычно не включаются в состав этих бригад. Таким образом, комплексные бригады за исключением процесса обработки изделий в среде органических растворителей выполняют все работы по чистке изделий.
Принцип работы комплексных бригад полная взаимозаменяемость. Любой член бригады может переключится на выполнение наиболее необходимый в данный момент технологической операции. Это ликвидирует простои, связанные с временным изменением объёмов работ по отдельным операциям, и обеспечивает рациональное использование рабочего времени всех членов бригады.
Кроме этого, своевременное переключение рабочих на наиболее необходимые участки работы способствуют ликвидации узких мест, более простому продвижению заказов по технологическому процессу и сокращению сроков выполнения заказов.
При организации комплексных бригад устанавливается коллективная ответственность за сохранность изделий и отпадает необходимость приема и передачи их по операциям, которые выполняются членами комплексных бригад. За счет этого общая норма времени на чистку изделия в бригаде меньше суммарного времени по отдельным технологическим операциям.
Более рациональное использование времени членов комплексных бригад и сокращение времени на обработку единицы изделия существенно повышают производительность труда на предприятии.
Чтобы обеспечить рациональное использование времени рабочих, необходимо точно определять численный состав комплексных бригад.
Расчетное число рабочих по каждой технологической операции определяется по формуле:
Нвр*Осм
 Чр = ,
Чр = ,
Тсм –Квн
где, Чр – расчетное число рабочих; Нвр – планируемая норма времени на выполнение данной технологической операции, мин; Осм – планируемый сменный объём услуг, шт; Квн – планируемый коэффециент выполнения норм выработки по данным технологической операции.
Списочный состав комплексной бригады определяется по формуле:
Чр * 100
Чсп = ,
100 – П
где, П – число целодневных простоев.
Расчет сводится в таблицу 1.3.1(Прил. 4)
Чпр = 4,43*100/(100-10) = 4,9; то есть принятое количество рабочих 5 человека. Этот расчет нам пригодится для расчетов при организации ремонтного хозяйства.
2. ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА
Одной из наиболее эффективных форм организации ремонта оборудования является система планово-предупредительного ремонта (ППР). При этой системе машины, аппараты, механизмы ремонтируются в определенной последовательности, в заранее установленные планом сроки, не дожидаясь момента полного выхода из строя.
В систему ППР включаются следующие виды работ:
- межремонтное обслуживание оборудования;
- периодические осмотры оборудования;
- ремонт оборудования.
Межремонтное обслуживание предполагает в первую очередь тщательно организованный уход за оборудованием: содержание его в чистоте; систематическую смазку, правильную эксплуатацию, наблюдение за состоянием и работой оборудования, своевременную его регулировку и наладку.
Периодические осмотры проводятся строго по установленному графику силами ремонтных бригад. Осуществляется осмотр оборудования на точность и надежность его работы, выявляются неполадки, определяется объем и уточняются сроки предстоящего очередного ремонта, производится промывка и смена масла в смазочных системах оборудования. Периодические осмотры, как правило, проводятся в нерабочее время.
Ремонт оборудования подразделяется на три вида: малый, средний и капитальный.
При малом ремонте устраняют мелкие неполадки и дефекты в работе оборудования, заменяют отдельные детали, регулируют и налаживают ход машин и агрегатов. Производят его преимущественно в нерабочее время.
При среднем ремонте производят частичную разборку оборудования, заменяют или восстанавливают отдельные узлы или детали машин, восстанавливают производительность и точность работы оборудования.
При капитальном ремонте осуществляют полную разборку машин и агрегатов, устраняют все имеющиеся неполадки и дефекты, заменяют и восстанавливают изношенные узлы и детали, регулируют всю систему автоматики и управления, выполняют окраску оборудования. При капитальном ремонте полностью восстанавливают все первоначальные эксплуатационные качества машин.
Средний и капитальный ремонт требуют остановки оборудования и проводятся в рабочее время.
Часто при капитальном ремонте в целях повышения производительности осуществляется и модернизация оборудования, после чего срок эксплуатации оборудования будет не менее 5 лет, производительность повысится на 20-30%, а затраты окупятся за 2-3 года. [4, с.64]
Межремонтное обслуживание оборудования, периодические осмотры, малые и средние ремонты, выполняемые чаще одного раза в год, осуществляются за счет текущих расходов предприятия. Затраты на выполнение этих работ относятся на себестоимость услуг в том периоде (месяце), когда они осуществлены.
Капитальный ремонт и модернизация оборудования, а также средний ремонт, выполняющийся не чаще одного раза в год, производятся за счет амортизационных отчислений.
Наряду с высоким качеством ремонтных работ важной задачей ремонтной службы предприятия является сокращение времени нахождения оборудования в ремонте. Это достигается высоким уровнем организации ремонтных работ, созданием специализированных ремонтных бригад, одновременностью выполнения ремонтных операций, повышением производительности труда ремонтных рабочих, обеспеченностью предприятий всеми необходимыми запасными частями и деталями, более полным использованием нерабочего времени для ремонта оборудования.
Необходимые данные для разработки графика ППР:
1. количество состава оборудования;
2. категория ремонтной сложности, определяемая по таблице 2.1. [11, с.37] (Прил. 5);
3. нормы трудоемкости ремонта оборудования, приведенные в таблице 2.2. [11, с.38] (Прил. 5);
4. структуры ремонтного цикла (таблица 2.3. Прил. 5; [11, с.34]).
Для расчета трудоемкости работ и времени простоя оборудования на ремонте используются следующие формулы:

где, Т – трудоемкость работ, нормо-ч; t –норма времени на различные виды ремонтных работ в расчете на одну условную единицу ремонтной сложности, нормо-ч; r – категория ремонтной сложности; в – количество однотипных ремонтов.
где Пр – время простоя оборудования на ремонте, ч; tн.вр – доля ремонтных работ, выполняемых в нерабочее время, (tн.вр=0,20); Чp – численный состав бригады, одновременно осуществляющей ремонт данного вида, (5 человек); Кв.н. – коэффициент выполнения норм выработки ремонтными рабочими, (1,15). [11, с.22-23]
Все данные по ремонту машины химической чистки ТБ-25(последний ремонт-Т3, сентябрь) сведены в приложение 5.
3. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ
Успешная работа производственных звеньев предприятий химической чистки и крашения изделий во многом зависит от уровня обслуживания населения. Чем лучше организовано обслуживание, тем охотнее, чаще и регулярнее заказчик обращается к услугам данного предприятия. А это одно из важнейших условий, обеспечивающих возможность рациональной организации производственного процесса.
Под организацией обслуживания населения следует понимать комплекс мероприятий, направленных на сокращение потерь времени и создание максимальных удобств для заказчиков при одновременном обеспечении высокого качества услуг и сжатых сроков их выполнения.
Важнейшим звеном в организации обслуживания населения химической чисткой и крашением являются приемные пункты. Все крупные предприятия данной отраслевой группы бытовых услуг работают при помощи системы обособленных приемных пунктов. Для характеристики роли приемных пунктов в организации работы этих предприятий достаточно отметить, что почти каждый третий работник предприятия связан с приемом или выдачей заказов.
В практике работы предприятий химчистки различают несколько видов приемных пунктов.
Наиболее распространенными являются стационарные приемные пункты, осуществляющие постоянный (ежедневный) прием и выдачу заказов. Стационарные приемные пункты, как правило, размещаются в центрах густонаселенных районов и микрорайонов городов, в крупных селах и рабочих поселках, имеют постоянный штат работников, который по численности соответствует их пропускной способности.
Разновидностью стационарных являются приемные пункты периодического действия. Эти приемные пункты организуются в менее населенных районах и осуществляют прием и выдачу заказов в определенные дни и часы. Режим работы устанавливается в соответствии со спросом на услуги в каждом конкретном районе обслуживания. Часто такие приемные пункты организуются в районах новостроек и через определенное время становятся стационарными.
Значительное развитие в последние годы получили передвижные приемные пункты. В этих случаях прием и выдача заказов могут осуществляться непосредственно в передвижных автофургонах или в специально выделенных для временного пользования помещениях предприятий, учреждений и других организаций.
Передвижные приемные пункты функционируют как в городской, так и в сельской местности. В городах эти приемные пункты осуществляют прием заказов непосредственно на предприятиях, в учреждениях, в общежитиях, гостиницах. В сельской местности передвижные приемные пункты часто еще являются единственной формой обслуживания сельского населения. Разработка специальных маршрутов движения этих приемных пунктов, установление точных дней и часов их работы - непременное условие их эффективности.
Одна из наиболее прогрессивных форм обслуживания населения –прием и выдача заказов на дому – осуществляется тоже при помощи передвижных приемных пунктов. Рациональная организация обслуживания населения на дому предполагает тщательное изучение и выбор района обслуживания, установление приемлемого для заказчиков времени приема и выдачи заказов и строгое его соблюдение, постепенное уменьшение размеров доплат к цене за обслуживание на дому.
Все приемные пункты предприятий химчистки делятся на специализированные и комплексные.
Специализация может устанавливаться по отдельным видам услуг (приемный пункт по химической чистке, приемный пункт по крашению изделий); по отдельным группам изделий (приемный пункт по чистке ковров, приемный пункт по крашению меха и др.), по срокам обработки заказов (приемный пункт по срочной чистке). Специализированные приемные пункты организуются в основном в крупных городах и количество их относительно невелико.
Наиболее часто на предприятиях функционируют комплексные приемные пункты, принимающие от населения заказы на все виды услуг, которые выполняются на данном предприятии.
Комплексные приемные пункты обеспечивают более полную загрузку приемщиков заказов и весьма удобны для населения.
Основными функциями приемных пунктов является прием заказов от населения, метка изделий, подготовка их к отправке на фабрику и выдача готовых заказов.
В ряде случаев на приемных пунктах выполняются и некоторые технологические операции: удаление пятен в присутствии заказчика, влажно-тепловая обработка изделий, пришивка пуговиц.
В организации приемных пунктов предприятий химчистки следует отметить ряд недостатков. Отсутствуют научно обоснованные рекомендации по размещению приемных пунктов, поэтому выбор места для приемного пункта, как правило, носит случайный характер и часто определяется наличием свободного помещения. Часть приемных пунктов размещается в малоприспособленных помещениях, не всегда оправданы режимы их работы, слабо организована реклама.
Устранение этих недостатков повысит эффективность работы приемных пунктов, увеличит объем поступающих заказов и улучшит обслуживание населения.
Заключение
В данном курсовом проекте была рассмотрена организация производственного процесса на предприятии химической чистки.
Были рассмотрены все производственные стадии и рассчитаны необходимые показатели такие как сменный объём работ, количество станков на каждом из участков, коэффициенты их загрузки, нормы выработки. Рассчитана численность комплексной бригады.
Для проектируемого ателье была организована система планово-предупредительного ремонта оборудования, показано назначение её в обеспечении бесперебойной работы оборудования и дана характеристика основных видов обслуживания и ремонтов.
Так же были предложены для внедрения на нашем предприятии наиболее прогрессивных форм обслуживания населения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Балабан В. А. Организация и нормирование труда служащих на предприятиях бытового обслуживания: Учеб. пособие для вузов. М.: Легпромбытиздат, 1989г. 256с.
2. Гарифулина Ф. К., Гуков Н. В. Организация и планирование деятельности предприятия бытового обслуживания: Учеб. М.: Легпромбытиздат, 1989 г. 266 с.
3. Максимов А. А. Организация производства на предприятиях в сфере сервиса (БО). Методические указания. Омск: ОГИС, 2001 г. 27 с.
4. Найгеборин У. М. Организация и планирование предприятий химчистки. М.: Легкая и пищевая промышленность, 1993 г.
5. Низовцев Г. А., Найгеборин У. М. Организация и планирование предприятий бытового обслуживания населения: Учебник для вузов. В двух ч. М.: Лёгкая и пищевая промышленность, 1983 г.
6. Организация и планирование химического производства: Учеб. / В.Л. Клименко, П. П. Табурчак, и др.: Под ред. В.Л. Клименко. Л.: Химия,1989.-368 с.
7. Организация, планирование и управление деятельностью промышленных предприятий: Учеб. для экон. спец. вузов. – 2-е изд., перераб. и доп. М: Высш.шк.,1984г. 335с.
8. Положения о системе планово – предупредительного ремонта технологического оборудования предприятий бытового обслуживания населения РСФСР – М.: изд-во «ЛиПП», 1985г. – 99с.
9. Практикум по экономике, организации и нормированию труда: Уч.пособие/Под ред. Погосяна Г.Р. М.: Экономика, 1991г. – 276с.
10. Реброва Н.П. Организация производства на предприятиях отрасли. Учеб.пособие. Омск, ОГИС, 1998г. – 45с.
11. Реброва Н.П., Виниченко А.В., Ультан С.И. Организация оказания услуг. Методические указания к выполнению курсового проекта для студентов специальности 06.08. Омск: ОГИС, 1997г. – 39с.
12. Соловьев В.Н. Управление предприятием бытового обслуживания: Учеб. для вузов – М.: Легпромбытиздат, 1990г. – 192с.
13. Фатхутдинов Р.А. Организация производства. М.: «ИНФРА-М», 2000г. – 377с.
14. Управление и организация в сфере услуг / Под ред. Хаксевер К., Рендел Б. И др. 2-е изд. – Спб.: Питер, 2002г. – 752с.
15. Чернявский Д.И. Организация производства. Омск: Изд-о ОмГТУ, 1998г.- 62 с.
16. Чернявский Д.И. Организация производства. Омск: Изд-о ОмГТУ, 1997г.-124 с.
17. Шепеленко Г.И. Экономика, организация и планирование производства на предприятии. Омск: «Март», 2000г. – 544с.
18. Яворович А.Н., Харина Л.И. Организация производства и обслуживания. Методические указания. Омск: ОГИС, 2002г. – 49с.
19. Яворович А.Н. Организация и планирование производства. Учебное пособие. – Омск: ОГИС, 1998г. – 140с.
20. Ядгаров Я.С. Бытовое обслуживание: экономика и культура сервиса – М.: Экономика, 1990г. – 206с.
Приложение 1
А
Б

В
Рис. 1.1. Организационные формы технологических процессов химической
чистки
Приложение 2
Таблица 1.2.1.1.
Основные технические характеристики и категории ремонтной сложности машин химической чистки
| Наименование
оборудования
(тип.марка)
| Емкость
барабана,
кг.
| Длительность цикла обработки партии, мин
| Нанесение фильтровального порошка, мин
| Чистка воздушного фильтра, мин
| Загрузка и выгрузка изделий в машину,
мин
| Категория ремонтной сложности
| Мощность двигателей,
кВт
|
| 1.МХЧ- 5
| 5
| 20
| 5
| 4
| 1
| 14
| 3,9
|
| 2.КХ-013
| 9
| 30
| 5
| 5
| 1
| 16
| 33,0
|
| 3.Специма 12 Р
| 12
| 32
| 6
| 4
| 2
| 14
| 7,0
|
| 4.МХЧА-18
| 18
| 35
| 6
| 6
| 2
| 16
| 6,6
|
| 5.КХ-016
| 50
| 40
| 7
| 7
| 3
| 18
| 20,8
|
| 6.КХ-018
| 100
| 37
| 8
| 6
| 4
| 18
| 36,0
|
| 7.Бевер -100
| 100
| 30
| 6
| 7
| 3
| 18
| 34,9
|
| 8.Тримор 25-4
| 25
| 38
| 5
| 4
| 2
| 18
| 11,8
|
| 9.ТБ-25
| 25
| 33
| 7
| 6
| 2
| 16
| 9,2
|
| 10.КХ-014
| 30
| 40
| 5
| 4
| 4
| 16
| 15,5
|
| 11.Гофман-60
| 60
| 25
| 4
| 4
| 2
| 8
| 8,4
|
| 12.Спенснер
| 27
| 30
| 5
| 7
| 1
| 18
| 10,7
|
| 13.Экстон-100
| 100
| 43
| 6
| 6
| 3
| 18
| 22,8
|
| 14.Синхлор-30
| 30
| 35
| 5
| 6
| 2
| 14
| 7,0
|
Приложение 3
Таблица 1.3.
Типовой режим влажно-тепловой обработки
| Наименование операции
| Оборудование
| Продолжительность операции, с
|
| Для зимних пальто
| Для пальто демисезонных
| После обработки органическими растворителями
|
| Для пиджаков
| Для плащей
|
| 1.Отделка на манекене
| Паровой манекен
| 80
| 80
| 85
| 111
|
| 2.Отпарка правой полы
| Универсальный пресс
| 40
| 40
| 40
| 46
|
| 3.Отпарка левой полы
| -//-
| 40
| 40
| 40
| 46
|
| 4.Отпарка левого борта
| -//-
| 40
| 40
| 40
| 46
|
| 5.Отпарка воротника
| -//-
| 40
| 40
| 40
| 46
|
| 6.Отпарка правого борта
| -//-
| 40
| 40
| 40
| 46
|
| 7.Подглаживание подкладки карманов и прикладов рукавов и верха
| Электроутюг паровой
| 120
| 120
| 56
| 226
|
| 8.Подвешивание на вешалку
| ---
| 5
| 5
| 5
| 5
|
| ИТОГО
|
| 405 6,75мин
| 405 6,75мин
| 346
5,8мин
| 572
9,5мин
|
Продолжение приложения 3
Таблица 1.4.
Отделка платьев шерстяных, полушерстяных, шелковых и др.
| Наименование операции
| Оборудование
| Продолжительность операции, с.
|
| 1.Надевание на манекен платья и подготовка его к отправке
| Паровой манекен (ПВМГ-1)
| 20
|
| 2.Отправка и просушивание
| -//-
| 71,5
|
| 3.Снятие с манекена
| -//-
| 5
|
| 4.Подготовка к глажению
| Пресс «ПП-0.02»
| 10
|
| 5.Глажение всех швов, лифа, юбки
| -//-
| 226,5
|
| 6.Расправление платья, подвешивание на вешалку
| ---
| 10
|
| ИТОГО
| 343 или 5,72мин
|
Таблица 1.5.
Отделка брюк
| Наименование операции
| Оборудование
| Продолжительность операции, с.
|
| 1. Расправка карманов
| ---
| 10
|
| 2.Надевание брюк на манекен
| Брючный манекен
| 9
|
| 3.Отпаривание и высушивание
| -//-
| 56,5
|
| 4.Подготовка к отделке на прессе
| ---
| 5
|
| 5.Прессирование
| Брючный пресс
| 22,1
|
| 6.Доведение стрелок до полного фасона
| -//-
| 70
|
| 7.Подглаживание карманов, пояса, гульфика, манжет
| Отделочные головки
| 35
|
| 8.Пришивание петель и подвешивание на вешалку
| ---
| 20
|
| ИТОГО
| 227,6 или 3,8 мин
|
Продолжение приложения 3
Таблица 1.6.
Технологическая карта отделки юбок
| Наименование операции
| Оборудование
| Продолжительность операции, мин
|
| 1.Подготовка юбок к отпариванию
| ---
| 0,30
|
| 2.Отделка юбок на манекене
| Паровой манекен «ПВМГ-1»
| 1,00
|
| 3.Отделка юбок на прессе
| Пресс «ПП-0.02»
| 0,92
|
| 4.Пришивание петель и подвешивание на вешалку
| ---
| 0,80
|
| Общая продолжительность процесса, мин
| 3,02
|
Таблица 1.7.
Технологическая карта отделки трикотажа
| Наименование операции
| Оборудование
| Продолжительность операции, мин
|
| 1.Подготовка изделий к отпариванию
| ---
| 0,2
|
| 2.Отделка изделий на прессе (поочередно отделывают середину изделия, боковые края с рукавами, воротник, лацканы, карманы)
| Отпарочный стол «СТ-1-М» и др.
| 1,4
|
| 3. Подглаживание подкладки
| Электроутюг паровой
| 0,2
|
| 4. Складывание изделия
| ---
| 0,3
|
| Общая продолжительность процесса, мин
| 2,1
|
Приложение 4
Таблица 1.3.1
Определение численности рабочих комплексных бригад
| Техно-логическая
операция
| Удельный вес изде-лий про-ходящих обработку по данной операции,%
| Коли-чество изделий, проходя-щих обработку на данной операции в смему,
шт
| Плани-руемые нормы времени на обработку одного изделия,
Нвр,
мин
| Плани-руемый
Коэф-фециент
Выпол-нения норм выработ-ки,
Кв.п
| Общая тудоёмкость работ
| Расчетное число рабочих,
Чр
|
| По
Пла-ну
| С уче-том пере-выполнения
Норм
|
| 1.Первич-ная сорти-ровка
| 100
| 577
| 1,15
| 1,15
| 663,6
| 577,04
| 1,20
|
| 2.Зачист-ка изделий
| 40
| 230,8
| 1,15
| 1,16
| 265,42
| 288,81
| 0,60
|
| 3.Удале-ние пятен
| 16
| 92,32
| 2,35
| 1,10
| 216,95
| 197,23
| 0,41
|
| 4.Обработ-ка в вод-ных раст-ворах
| 12
| 69,24
| 2,59
| 1,15
| 179,33
| 155,94
| 0,32
|
| 5. Сушка
| 12
| 69,24
| 0,82
| 1,10
| 56,78
| 51,62
| 0,11
|
| 6.Промежуточная сортировка
| 106
| 611,62
| 1,62
| 1,15
| 990,82
| 861,51
| 1,79
|
| ИТОГО
| Х
| Х
| Х
| Х
| 2372
| 2132,2
| 2,43
|
| | | | | | | | | |
Приложение 5
Таблица 1.9.
Примерный удельный вес отдельных технологических операций в общем объеме изделий, проходящих обработку на фабрике химической чистки
| Наименование технологических операций
| Удельный вес изделий, поступающих на данную технологическую операцию, %
|
| 1. Первичная сортировка
| 100
|
| 2. Зачистка перед обработкой в среде органических растворителей
| 30-40
|
| 3. Выведение пятен
| 15-20
|
| 4. Обработка в среде органических растворителей
| 88-92
|
| 5. Обработка в водных растворах
| 8-12
|
| 6. Сушка
| 8-12
|
| 7. Промежуточная сортировка
| 100-110
|
Таблица 2.2.
Нормативы времени на единицу ремонтной сложности для оборудования предприятия химической чистки и крашения изделий
| Виды работ
| Нормативы трудоемкости, нормо-ч
|
| Техническое обслуживание
| Текущий ремонт
| Средний ремонт
| Капитальный ремонт
|
| Ремонт технологического оборудования:
слесарные
| 0,5
| 4
| 15
| 23
|
| станочные
| 0,05
| 0,5
| 1,5
| 5
|
| прочие
| 0,25
| 1,15
| 6,5
| 7
|
| ИТОГО
| 0,80
| 6,0
| 23,0
| 35,0
|
Таблица 2.3.
Структуры ремонтных циклов на предприятиях
по химической чистке
| Машины и автоматы химической чистки
| О-О-О-Т1-О-О-О-Т2-О-О-О-Т3
О-О-О-С1-О-О-О-Т4-О-О-О-Т5
О-О-О-Т6-О-О-О-С2-О-О-О-Т7
О-О-О-Т8-О-О-О-Т9-О-О-О-К
|
| Пятновыводные станки
| О-О-О-Т1-О-О-О-Т2-О-О-О-Т3
О-О-О-Т4-О-О-О-Т5-О-О-О-К
|
| Прессы, манекены, столы гладильные
| О-О-О-Т1-О-О-О-Т2-О-О-О-Т3
О-О-О-Т4-О-О-О-Т5-О-О-О-Т6
О-О-О-Т7-О-О-О-Т8-О-О-О-К
|
Продолжение приложение 5
План – график ремонта оборудования
| Наименование оборудования, модель, марка
| Инвентарный №
| Категория сложности работ
| Последний ремонт
| Виды и трудоемкость ремонтных работ, плановые простои (помесячно)
| Трудоемкость ремонтных работ, н/ч
| Простоев в ремонте, ч
|
| Вид ремонта
| Дата ремонта
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
| Слесарные
| Станочные
| Прочие
|
| 10.
ТБ-25
| 15
| 16
| Т3
| IX
| С1
368
76,2
| О
12,8
2,6
| О
12,8
2,6
| О
12,8
2,6
| Т4
96
19,9
| О
12,8
2,6
| О
12,8
2,6
| О
12,8
2,6
| Т5
96
19,9
| О
12,8
2,6
| О
12,8
2,6
| О
12,8
2,6
| 440
| 47,2
| 356
| 159,4
|
| | | | | | | | | | | | | | | | | | | | | | |






