Общая характеристика оборудования и его назначение
Назначение
Токарно-винторезный станок 16К20 по предназначен для обработки цилиндрических, конических и сложных поверхностей - как внутренних, так и наружных, а также для нарезания резьбы - метрической, дюймовой, модульной, питчевой и архимедовых спиралей
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики.
Обозначение
Буквенно-цифирный индекс токарно-винторезного станка 16К20 обозначает следующее: цифра 1 - это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (220мм). Наличие буквы «П» в конце индекса обозначает повышенную точность. В этом случает обозначение станка выглядит так: 16К20 П.
| Технические характеристики станка 16К20
| Параметры
|
| Диамтер обработки над станиной, мм
| 400
|
| Диаметр обработки над суппортом, мм
| 220
|
| Расстояние между центрами
| 1000/1500
|
| Класс точности по ГОСТ 8-82
| H
|
| Размер внутренного конуса в шпинделе
| Морще 6 М80*
|
| Конец шпинедля по ГОСТ 12593-72
| 6К
|
| Диаметр сквозного отверстия в шпинделе, мм
| 55
|
| Максимальная масса заготовки, закрепленной в патроне, кг
| 300
|
| Максимальная масса детали, закрепленной в центрах, кг
| 1300
|
| Число ступеней вращения шпинделя
| 23
|
| Числов ступеней частот обратного вращения шпинделя
| 12
|
| Предела частот прямого вращения шпинделя, мин – 1
| 12,5 – 2000
|
| Пределы частот обратного вращения шпинделя, мин – 1
| 19 – 2420
|
| Число ступеней рабочих подач – продольных
| 42
|
| Число ступеней рабочих подач – поперечных
| 42
|
| Пределы рабочих подач – продольных, мм/об
| 0,7 – 4,16
|
| Пределы рабочих подач – поперечных, мм/об
| 0,035 – 2,08
|
| Число нарезаемых метрических резьб
| 45
|
| Число нарезаемых дюймовых резьб
| 38
|
| Число нарезаемых модульных резьб
| 38
|
| Число нарезаемых пичевых резьб
| 37
|
| Число нарезаемых резьб – архимодовой спирали
| 5
|
| Наибольший крутящий момент, кнМ
| 2
|
| Наибольшее перемещения пиноли, мм
| 200
|
| Поперечное смещение корпус, мм
| ±15
|
| Наибольшее сечение резца, мм
| 25
|
| Мощность электродвигателя главного привода, кВт
| 10
|
| Мощность электродвигателя привода быстрых перещений суппорта кВт
| 0,75 или 1,1
|
| Мощность насоса охлаждения, кВт
| 0,12
|
| Габаритны размеры станка (Д х Ш х В), мм
| 2812/3200 х 1166х 1324
|
| Масса станка, кг
| 3035
|
Измерительный и слесарно-монтажный инструмент для монтажа оборудования
Виды слесарных инструментов
Измерительный:
Линейки, рулетки — измерение длинны, качество и точность металлических линеек оправдывает их цену.
Щупы — это набор стальных пластин, для определения толщины зазора.
Штангенциркуль — позволяет измерить внутренний размер, наружный размер и глубину, как и линейка очень точный и качественный инструмент
Микрометр — позволяет измерять расстояния с точностью до сотых миллиметра.
Угломер — измерение углов.
Разметочный:
Чертилка — стальной стержень с острыми закаленными концами
Разметочный циркуль — для вычерчивания окружностей и закруглений на размечаемой заготовке.
Кернер — для нанесения небольших углублений на разметочных линиях заготовки.
Зажимной
Шарнирно—губцевый инструмент — плоскогубцы, щипцы, клещи и их разновидности.
Тиски — для зажима и дальнейшей обработки заготовок.
Струбцины — позволяют плотно прижать детали друг к другу, например, при склеивании.
Ударный:
Молоток — устройство для гибки, рихтовки и забивания
Кувалда — то же самое, что и молоток, только тяжелее в 10 раз
Для резки металла:
Бокорезы — перекусывание не толстых материалов.
Ножовка по металлу — резка металла, пилением.
Ножницы — резка листов металла.
Зубило — рубка металла.
Крейцмейсели — для вырубки шпоночных пазов и канавок.
Для обработки металла:
Напильники и надфили — снятие слоя металла путем опиливания.
Шабер снимает тонкие слои металла с детали.
Для обработки отверстий:
Развертки — точная обработка отверстий.
Зенковки — с их помощью делают фаски и углубления для шляпок болтов, винтов, заклепок.
Зенкеры — с их помощью увеличивают диаметры отверстий.
Для нарезания резьбы:
Плашки — для нарезки наружной резьбы.
Метчики — для нарезки внутренней резьбы.
Сборочный инструмент:
Отвертки — крестовые, шлицевые, шестигранные.
Гаечные ключи — рожковые, накидные, торцовые, шарнирные, разводные, трещоточные.
Динамометрические ключи — имеют регулировку момента затяжки.
Технология монтажных работ
Расчет фундамента

Рисунок 13 Фундамент под оборудование
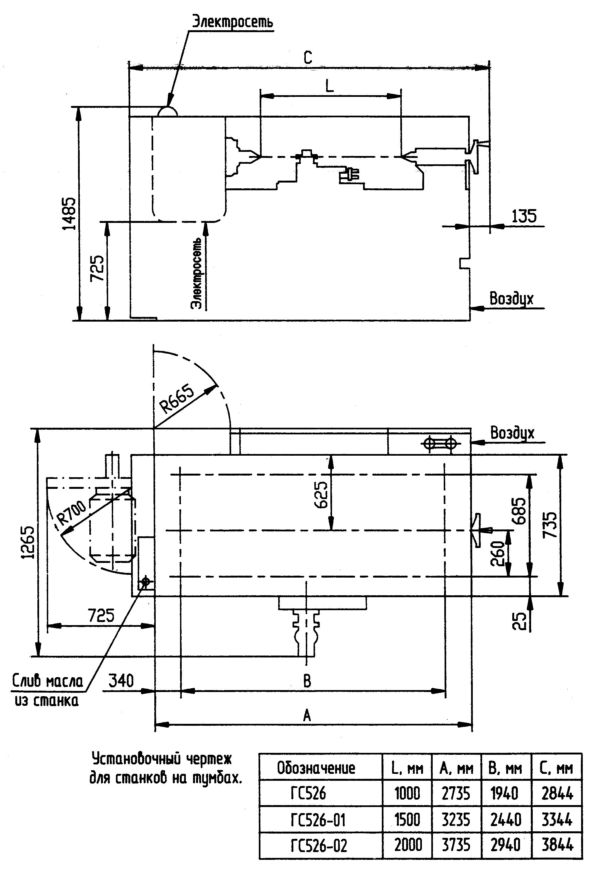
Рисунок 14 Установочный чертеж
Данные для расчета.
| Вес аппарата, кН
| Gм = 29,45;
|
| Расстояние между осями фундаментных болтов, мм
| А = 2060 В = 685;
|
| Высота наземной части фундамента, мм
| Н1 = 20;
|
| Глубина заложения фундамента, мм
| Н2 = 280
|
| Нормативное давление на грунт, кПа
| Rн = 200;
|
| Коэффициент уменьшения*
| α = 0,5;
|
| Удельный вес бетона, кН/м3
| γ = 20.
|
*Учитывают степень динамичности машин с помощью коэффициента «α», изменяющегося от 0,3 до 1. Чем выше степень динамичности, тем меньше значение коэффициента «α» (приложение В).
1. Фундамент не должен давать значительной осадки, что достигается, если фактическое давление на грунт Р, кПа, основания системы «аппарат + фундамент» будет меньше нормативного
Р = (Gм + Gф)/(α F) ≤ Rн,
где Gф – вес фундамента
Gф = V γ
V – объем фундамента, м3
V = F∙Н,
Н – общая высота фундамента, м
Н = Н1 + Н2
Н = 20 + 280 = 300 мм = 0,3 м
F – площадь фундамента, м2
F = (А + 2∆) (В + 2∆)
∆ - припуск на каждую сторону, ∆ = 0,1 м
F = (2060 + 2∙0,1)(685 + 2∙0,1) = 1411649.04 мм2 = 1,41 м2
V = 1,41∙0,3 = 0,42м3
Gф = 0,41∙20 = 8,2 кН
Р = (29,45 + 8,2)/0,5∙1,41 = 106,1 кН
106,1 ≤ 200
Условие выполняется.
2. Определяем возможное отклонение оси аппарата от оси фундамента – эксцентриситеты е и е1, которые не должны превышать 5% от соответствующей стороны фундамента
Из пропорций находим предельные эксцентриситеты е и е1, мм
100мм – 5мм
2060 – е
685 – е1
е = 2060∙5/100 = 103 мм
е1 = 685∙5/100 = 34,25 мм
Организация рабочих мест
Правильная организация рабочего места — необходимое условие высокопроизводительной работы как отдельного рабочего-сборщика так и целой бригады рабочих. Под организацией рабочего места следует понимать не только правильную расстановку оборудован; удобную конструкцию слесарных верстаков, наличие специальных стеллажей и ящиков для хранения деталей и инструментов, но и рациональное расположение инструментов непосредственно на верстаке, достаточное и правильное освещение, а также режим труда.
Большое значение имеет правильная расстановка оборудования (сверлильных станков, прессов, сборочных приспособлений) удобная конструкция слесарных верстаков. Последние бывают одноместные и многоместные. Удобнее пользоваться одноместными или двухместными верстаками. Верстак должен быть оснащен осветительной лампой на специальном поворотном кронштейне, слесарными тисками и инструментальным ящиком под крышкой верстака. Крышку верстака следует облицевать фиброй или линолеумом. Верстак подгоняют по росту рабочего подкладкой деревянных брусков.
Слесарю-сборщику переносный инструментальный ящик необходим в случаях частых переходов с одного объекта сборки на другой.
Для удобства транспортирования и сохранности деталей при сборке применяют стандартную или специальную тару.
Не менее важно обеспечить рабочие места сборщиков стеллажами надлежащей конструкции для размещения деталей. Для хранения устойчивых деталей небольших размеров можно использовать простые стеллажи. Для крупных деталей (особенно круглого сечения) удобнее применять стеллажи с наклонными полками, по которым детали подкатываются или скользят по мере того, как рабочий берёт их со стеллажа. При крупносерийном производстве машин сборочные участки должны быть оснащены специальными стеллажами для тяжёлых деталёй сложной конструкции, размещаемых в специальных гнёздах.
Располагать верстаки, стеллажи и иное оборудование нужно так, что бы сборщикам не приходилось много ходить, совершать лишние движения. Для стационарной сборки тяжелых машин должны быть оборудованы сборочные стенды.
Сборку крупных и тяжелых узлов производят в специальных приспособлениях, конструкция которых определяется размерами и формой собираемых узлов. Транспортирование тяжелых деталей (корпусов, станин и пр.) в сборочных цехах производят кран-балками, тельферами и кошками.
Список используемой литературы
1. Л.С. Брон, С.Н. Власов, Г.М. Годович, К.Н. Константинов, А.П. Никольский, Б.И. Черпаков, учебник “Конструкции наладка и эксплуатация агрегатных станков и автоматических линий” Москва Высшая школа 2001г.
2. Ю.Н. Воронкин, Н.В. Поздняков, учебник “Методы профилактики и ремонта промышленного оборудования” Образовательно-издательский центр “Академия” 2002г.
3. А.Г. Схиртладзе, В.Ю. Новиков, учебник “Станочник широкого профиля” - Москва Высшая школа 2001г.
4. Б.И. Черпаков, Л.И. Вереина, учебник “Технологическое оборудование машиностроительного производства” Издательский центр “Академия” 2-е издание 2006г.
5. http://stanki-katalog.ru/sprav_16k20.htm
6. https://stankiexpert.ru/stanki/tokarnye/16k20.html
7. https://docplayer.ru/35076079-Remont-tokarno-vintoreznogo-stanka-modeli-16k20-chast-1-obshchee-opisanie.html
8. https://www.uralst.ru/katalog/oborudovanie/oborudovanie-stanki-tokarnye/tokarnyy-16k20
9. Московский станкостроительный завод «Красный пролетарий»
им. А. И. Ефремова: «Токарно-винторезные станки»
10. ТОП 50 Монтаж промышленного оборудования и пусконаладочные работы:учебник для студ. учреждений сред. проф. образов, А.Ф. Синельников М:Издательский центр «Академия», 2018 с.352
11. ТОП 50 Организация ремонтных работ, монтажных и наладочных работ по промышленному оборудованию в двух частях; учебник для студ. учреждений сред. проф. образов. Часть2, А.Н. Феофанов А.Г. Схиртладзе Т.Г Гришина М: Издательский центр «Академия», 2018 с240
Общая характеристика оборудования и его назначение
Назначение
Токарно-винторезный станок 16К20 по предназначен для обработки цилиндрических, конических и сложных поверхностей - как внутренних, так и наружных, а также для нарезания резьбы - метрической, дюймовой, модульной, питчевой и архимедовых спиралей
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики.
Обозначение
Буквенно-цифирный индекс токарно-винторезного станка 16К20 обозначает следующее: цифра 1 - это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (220мм). Наличие буквы «П» в конце индекса обозначает повышенную точность. В этом случает обозначение станка выглядит так: 16К20 П.
| Технические характеристики станка 16К20
| Параметры
|
| Диамтер обработки над станиной, мм
| 400
|
| Диаметр обработки над суппортом, мм
| 220
|
| Расстояние между центрами
| 1000/1500
|
| Класс точности по ГОСТ 8-82
| H
|
| Размер внутренного конуса в шпинделе
| Морще 6 М80*
|
| Конец шпинедля по ГОСТ 12593-72
| 6К
|
| Диаметр сквозного отверстия в шпинделе, мм
| 55
|
| Максимальная масса заготовки, закрепленной в патроне, кг
| 300
|
| Максимальная масса детали, закрепленной в центрах, кг
| 1300
|
| Число ступеней вращения шпинделя
| 23
|
| Числов ступеней частот обратного вращения шпинделя
| 12
|
| Предела частот прямого вращения шпинделя, мин – 1
| 12,5 – 2000
|
| Пределы частот обратного вращения шпинделя, мин – 1
| 19 – 2420
|
| Число ступеней рабочих подач – продольных
| 42
|
| Число ступеней рабочих подач – поперечных
| 42
|
| Пределы рабочих подач – продольных, мм/об
| 0,7 – 4,16
|
| Пределы рабочих подач – поперечных, мм/об
| 0,035 – 2,08
|
| Число нарезаемых метрических резьб
| 45
|
| Число нарезаемых дюймовых резьб
| 38
|
| Число нарезаемых модульных резьб
| 38
|
| Число нарезаемых пичевых резьб
| 37
|
| Число нарезаемых резьб – архимодовой спирали
| 5
|
| Наибольший крутящий момент, кнМ
| 2
|
| Наибольшее перемещения пиноли, мм
| 200
|
| Поперечное смещение корпус, мм
| ±15
|
| Наибольшее сечение резца, мм
| 25
|
| Мощность электродвигателя главного привода, кВт
| 10
|
| Мощность электродвигателя привода быстрых перещений суппорта кВт
| 0,75 или 1,1
|
| Мощность насоса охлаждения, кВт
| 0,12
|
| Габаритны размеры станка (Д х Ш х В), мм
| 2812/3200 х 1166х 1324
|
| Масса станка, кг
| 3035
|






